核电厂常规岛倒置立式高压加热器改造
2013-03-02杨均勇欧阳钦江苏核电有限公司江苏连云港222042
杨均勇,欧阳钦(江苏核电有限公司,江苏 连云港 222042)
核电厂常规岛倒置立式高压加热器改造
杨均勇,欧阳钦
(江苏核电有限公司,江苏 连云港 222042)
田湾核电站一期工程高压加热器为俄罗斯列宁格勒金属制造厂设计制造、倒置立式结构,换热面积为2 470 m2。2006年,在调试阶段发现1号机组5B、6B高加传热管泄漏较严重,且堵管达到或接近设计余量。为此,决定对这两台高压加热器进行改造。改造后的高压加热器各项性能指标均优于设计保证值,填补了国内空白,标志着我国已完全具备自主设计、制造核电百万千瓦级机组常规岛倒置立式高压加热器的能力。
田湾核电站;百万千瓦级;倒置立式高压加热器;技术改造
1 改造背景
田湾核电站一期工程由两台VVER-1000压水堆机组组成,分别于2007年5月17日和10月16日投入商业运行。汽轮机组是俄罗斯列宁格勒金属制造厂设计制造的额定功率为1000 MW、全转速、单轴(1个5级双流高压缸,4个5级双流低压缸)、8排气、中间去湿再热机组。采用7级回热加热系统,高压缸第二、三段抽汽,分别供6、5号高压加热器用汽,高压缸第四段抽汽供除氧器用汽,高压缸排气除进入低压缸继续做功外,还供4号低压加热器用汽;2号低压缸第二段抽汽及4号低压缸第三段抽汽分别供3号低压加热器和2号低压加热器用汽;1、2、3、4号低压缸第四段抽汽供4台1号低压加热器用汽。
机组配套高压加热器也为俄罗斯列宁格勒金属制造厂设计制造,倒置式结构,传热管材质为奥氏体不锈钢0Cr18Ni9Ti,设计寿命为40 a,每台机组有4台高加,分系列A和系列B,每个系列各有两台高加串联,如图1所示,其主要功能是加热主给水从170 ℃到212 ℃,提高机组的热效率。

图1 高压加热器流程图Fig.1 Flow chart of high pressure heater
2006年,在调试阶段发现1号机组5B、6B高加传热管泄漏较严重,2006年11月17日完成高加10%换热管的涡流抽查结果显示,高加5B的354根传热管有显示信号,壁厚减薄量超过70%的占已检查传热管的81.4%;6B的300根传热管,发现255根存在记录上的显示,壁厚减薄量超过70%的有64.3%;A系列的情况相对好一些,壁厚减薄量超过70%的占已检查传热管的3.5%。截至2008年9月15日,经反复多次的检修后,高加5B的堵管率已达到10.1%,高加6B的堵管率也达到9.1%,达到或接近设计余量(高加设计堵管余量为10%),对整个电站的经济和稳定运行构成了威胁。
高压加热器作为热力发电厂提高机组热力循环经济性的重要设备,运行中发生高加故障将会严重影响到机组的安全稳定运行和减少电站负荷因子。因此,公司决定在2010年第三次换料大修期间实施5B、6B高加的整体改造。
2 方案设计
2.1 高加改造主要部件材料选择
国内火电站高加换热管主要使用碳钢,核电汽轮机组高压缸抽汽参数相对常规火电机组蒸汽压力低,为无过热的湿蒸汽,湿蒸汽对抽汽管道和传热管束的冲刷腐蚀作用较严重。因不锈钢管相对于碳钢管有两方面优点:一方面具有较好耐汽水两相流冲蚀性,设计使用寿命长;另一方面可以减少二回路系统中给水的铁离子含量,满足核电站蒸汽发生器二次侧对化学水质指标控制高的要求。因此,核电站高加换热管多使用不锈钢,有使用铁素体不锈钢的,也有使用奥氏体不锈钢的。
原高加换热管材质为俄罗斯牌号的奥氏体无缝不锈钢O8X18H10T,相当于国内牌号0Cr18Ni10Ti。2006年12月4日,中俄双方对高加传热管的损坏进行了分析,一致认为,高加传热管出现泄漏最可能的原因是高加汽侧存水且有异物而未保养的期间内,水与空气分界面上发生腐蚀过程并发展。由此可见,传热管泄漏的根本原因并不是选材不恰当,2号机组高加运行良好也证明了传热管选材是正确的。另外,针对田湾核电站海滨电厂空气中氯离子含量较高的情况,SA213TP321材料中的钛有利于抵抗氯离子对不锈钢材料的晶间腐蚀。因此,传热管材质倾向于选用于原材质相近的、含钛的奥氏体无缝不锈钢管SA213TP321。
在改造工作的可行性研究阶段,高加改造项目组与国内三大动力厂进行了充分交流,决定高加主要部件管板材料为20MnMo,且管板表面堆焊与传热管材质相同的不锈钢层,管侧筒体及封头选用德国排号的DIWA353,壳侧筒体机封头选用16MnR。
2.2 高加改造安全阀问题
按照俄罗斯的设计,现有高压加热器汽侧没有设置安全阀,而是在每列高压加热器出口的主给水管道的阀门旁路管道上设有超压安全阀,如图2所示,1LAB17AA104为B列高压加热器出口阀门,1LAB17AA002为超压安全阀,在正常运行中常开并铅封超压安全阀。但是按容规及GB150[1]的要求,高压加热器壳侧(汽侧)及管侧(水侧)必须设置安全阀,调研国内三大动力厂也一致认为按照现有规范及标准的要求必须在壳侧及管侧设置安全阀。因此,新高压加热器壳侧(汽侧)及管侧(水侧)设置了安全阀。

图2 B列高压加热器超压安全阀Fig.2 The over-pressure safety valve of the column B HPHs
2.3 不凝结气体排放管道改造
原俄罗斯高压加热器不凝结气体通过高压加热器侧面排放,内部具体结构不太清楚,新高压加热器凝结段蒸汽均匀分布,然后向心式流进整个凝结段管束,被凝结的液体和附加来的疏水流向疏水冷却段,不凝结气体由设在管束中心部位的排气装置在运行过程中不间断地排出,排气装置是沿整个凝结段设置,分段设置排气孔,排气孔大小及密度由专用软件根据不凝结气体的产量计算得出,以保证不凝结气体及时有效地排出高加,以防止降低换热效果。投运后的使用效果证明,不凝结气体顶部排放的方式更加有效,有利于提高换热效率。
2.4 检修人孔改造
原俄罗斯检修人孔直接采用螺栓连接加密封焊的方式,新高压加热器采用自密封椭圆形人孔,内部设有铰链、托板,方便人孔盖的开关,具体连接形式如图3所示,人孔密封垫片采用不锈钢石墨缠绕垫片。

人孔盖的拆卸程序为:首先卸去两个预紧螺母与压板及一个预紧螺栓(暂时保留另一个预紧螺栓);然后向里用力推动另一个预紧螺栓,将人孔盖推入水室,拧紧螺栓;最后依靠铰链旋转人孔盖小心地固定在水室筒体内壁,并用钢丝等将人孔盖固定在筒体的托板上。
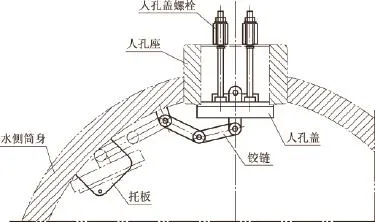
图3 检修人孔结构Fig.3 The structure of overhaul manhole
人孔盖的安装程序为:首先要检查并清理人孔盖及人孔座表面及密封面,将人孔盖与水室筒体上的托板固定解除,并取出连接异物;然后换上新人孔密封垫片,将人孔盖旋转到人孔口处就位,装上压板与两个预紧螺栓,并拧紧(交叉旋紧螺栓,每次旋紧都要保持平稳,以其获得良好的密封);最后进行泄漏试验,检查接合面的密封性。
2.5 其他改造
除了以上几项改进措施,在新高加的设计中还采用了其他一些措施,保证高加改造成功,例如:
1)主要接口尺寸及设备基础形式必须与现役设备一致,在不影响设备安装及运行检修的前提下,高加的外形尺寸可适当加大,高压加热器高度由10.27 m加高到10.69 m,将原Π形换热管改为倒U形换热管,使换热面积从2 470 m2增加到2 650 m2,且U形管有利于涡流探伤检查。
2)采用受力良好的碗形管板,增加了水室空间,且有利于减弱进水水流对换热管端部的冲蚀。
3)给水管、疏水管、抽汽管等主要管道的接口规格、材质、数量及位置应与现役设备一致,若接口规格或材质与现役设备不同,要求供货厂家同时提供过渡管。
3 设备制造
通过国内招标确定由哈尔滨锅炉厂有限责任公司进行高压加热器的设计、制造,换热管由SANDVIK公司生产制造。新高压加热器的设计、制造,对于哈尔滨锅炉厂有限责任公司是一项有着很大挑战的项目,该项目是国内首台百万千瓦级核电常规岛倒置立式高压加热器,从产品设计、制造工艺等方面都存在很大的难度和不确定性。接到该项目后,哈锅就高压加热器的设计、制造工艺召开了十多次专家咨询会、讨论会。
为确保高压加热器9个DN300以上的接口同现场管线正确对接,在提供原高压加热器外形图纸的基础上,要求哈尔滨锅炉厂有限责任公司派人利用大修窗口对原高压加热器尺寸进行复测。
在高压加热器的设计、制造过程中,通过设计文件审查、关键步骤现场见证、定期报告计划执行情况、出厂验收等措施确保高压加热器的制造质量及进度。
4 设备安装
1号机组B系列2台高加改造工作涉及土建、起重、机械、焊接、役检、仪表、保温防腐等多个专业,需拆除的阀门及管件数量较多,且管道焊接工作量大,特别是高加设备在厂房内的吊装过程中存在较大的风险。加之安装工期较短(24 d),也增大了高加改造工程的难度,进而也会对改造项目的施工质量产生不利影响,能否保证高加改造一次成功,需强化执行,加强高加更换实施过程的质量及进度控制。
1)召开施工会议,优化施工计划。多次召开施工会议、技术交底会,分析可能存在的问题及人员、设备的潜在风险,尽可能地让更多的工作在准备阶段完成,如提前安排管道预制、阀门打压工作。
2)制定高加吊装方案,加工专用吊装工具。从高压加热器的重量来看,旧高压加热器净重量达到115 t,新高压加热器净重量达到105 t,从长度来看,旧高压加热器高度达到10.27 m,新高压加热器高度达到10.69 m,对于这样的庞然大物,其运输风险相当高。为避免发生人员和设备伤害,项目组多次现场查勘吊装路线,排查现场可能阻挡高加吊装的管道,并利用大修前的小修进行了改造;为确保高加顺利翻转、吊装,制定了《高压加热器拆除、吊装运输、安装工作程序》,并根据该程序的要求,加工了平衡梁、翻转器、托排、滚杠、垫铁等专用工具。
3)积极协调吊车使用。因本次高加吊装需要使用汽轮机厂房的180 t吊车,为确保高加吊装不影响汽轮机检修使用吊车,在准备阶段同汽轮机检修组进行了协调沟通,确保高加吊装使用吊车的时间窗口。
4)扩大地脚螺栓孔径,确保施工工期。高加坐落在1.4 m厚混凝土梁上,在安装期间,固定高加的地脚螺栓是活动的,并可以拆卸,但是高加安装后,高加地脚螺栓用了流动性非常好的浆料进行灌浆并固定在基础上,拆除地脚螺栓非常困难、工期长。如果不拆除地脚螺栓,就增加了新高加就位难度,为了解决高加地脚螺栓拆除难的技术问题,通过保留原地脚螺栓,采用将新、旧高加地脚螺栓孔的直径由76 mm扩大到86 mm方法,保证高加的拆除及就位不会损伤地脚螺栓。采取此措施不仅缩短更换高加原工期,而且降低了高加的制造成本,防止高加在现场扩孔带来的工期延误风险。
5)强化执行,确保9个DN300以上的接管正确对接。为确保9个DN300以上的接管正确对接,项目组在设计阶段要求制造厂家现场复核9个DN300以上接管的具体位置尺寸,并要求提供过渡段及设备调节垫铁,以便在不能完全对接的情况下,现场进行调节。另外,为保证管道切口后无较大应力变形,满足正常组对要求,施工前安装了大量管道临时支撑,避免了大量的坡口校对工作,节约了施工时间。
6)加强防异物控制。因2台高加更换工程需拆除的管道、阀门、管件数量较多(各种管道近200 m,各类管件、阀门280余台件),且多为焊接连接,因此,防异物工作必须从管道拆除时便得到有效控制,在每道焊口焊接前都要进行清洁度检查,且制定、实施了高压加热器更换后汽侧和管侧水冲洗方案,确保了系统的清洁度和输水管、排气管的畅通,保障了新高加的成功投运。
7)强化新高加保养。为避免高加传热管在保养期间暴露在大气中发生腐蚀,要求高加加工完成后进行吹扫干燥,并充氮保养,定期检测氮气压力,直到在高加安装前才将新高压加热器管帽切除,有效地保证了新高加的安装质量。
5 性能试验
为验证新设备的运行性能,西安热工研究院有限公司于2010年5月10日至17日依据ASME PTC 12.1-2000《表面式给水加热器性能试验规程》[2]对田湾核电站1号1 060 MW机组B列5号、6号高压加热器进行了性能试验,测定高压加热器在设计工况下的性能。实验结果表明,在两个实验工况下,B列5号、6号高压加热器运行性能均优于设计保证值。
改造前后高加运行参数见表1,从表1中可知,5B高加的给水温升较大修前提高了1.56 ℃,5B的出水温度比5A大0.63 ℃,上端差比5A高加小0.63 ℃,表明5B高加的换热效率要高于5A高加。6B高加的给水温升较大修前提高了0.81 ℃,6B高加的上端差从2.56 ℃下降到2.18 ℃,下端差从7.29 ℃下降到4.60 ℃。说明6B高加的换热性能在更换前后发生了较大的改变。另外,B列高加的效率提高后,用于B列高加的抽汽相对减少,A列高加的抽汽相对增加,A列高加的运行参数也有一定的改善。

表1 改造前后高加实际运行参数比较Table1 Comparison of the actual operation parameters of HPHs before and after modification
6 总结
高压加热器改造工作取得了安全、质量、进度的三丰收,安装施工进度和质量满足了大修主线计划要求,为公司T103大修胜利完成做出了突出贡献。
1号机组B系列高压加热器改造工作的完成,解决了危及机组设备安全稳定运行一项重大安全隐患,提高了系统运行的可靠性,高加改造后的液位稳定,减轻了疏水调节阀的载荷,运行性能均优于设计保证值。依据ASME PTC 12.1-2000《表面式给水加热器性能试验规程》,B列5号、6号高压加热器的性能试验结果表明,修正后的主给水温度较高压加热器改造前提高了1.6 ℃,收益约为207.43万元/年。
田湾核电站高压加热器是国内首台自主百万核电常规岛倒置立式高压加热器,填补了国内空白,标志着我国已完全具备自主设计、制造核电百万千瓦级机组常规岛倒置立式高压加热器的能力,产生了巨大的社会效益。
[1] GB 150—1998,钢制压力容器[S].(GB 150-1998, Steel Pressure Vessel [S].)
[2] ASME PTC 12.1-2000,表面式给水加热器性能试验规程[S].(ASME PTC 12.1-2000, Surface Feed Heater Performance Test Regulations [S].)
Modifi cation of the Vertical Channel Down-Mounting High-Pressure Heater in the First Independently Developed Nuclear Power Plant
YANG Jun-yong,OUYANG Qin
(Jiangsu nuclear power corporation,Lianyungang of Jiangsu Prov. 222042,China)
The High Pressure Heaters(HPHs)of Tianwan nuclear power station firststage project, which were vertical channel down mounting structure and heat transfer area of every which were 2 470 m2,were designed and manufactured by Russia Leningrad metal manufacturers. It was found that the leakage of the heat exchange tubes of unit 1 HPHs 5B and 6B were very severe, and the number of the blocked tubes reached to or near design allowance during the commissioning phase in 2006. Therefore, it was decided to modification these two HPHs. After the modification the various performance indicators of the new HPHs are better than design guarantee value, which fills up the domestic blank, and shows that China has already completely the ability of independent design and manufacture nuclear power plant vertical channel down mounting HPH of Million-kilowatt Conventional Island.
Taiwan nuclear power corporation;million-kilowatt;vertical channel down mounting high pressure heater;technical modification
TM623 Article character: A Article ID: 1674-1617(2013)01-0085-06
TM623
A
1674-1617(2013)01-0085-06
2012-10-12
杨均勇(1978—),男,陕西人,工程师,硕士,从事核电厂改造工作。