上止点定位测量的意义与实现
2013-02-28万雄伟毕俊明陈夫东车桂美
万雄伟,毕俊明,陈夫东,车桂美
(1.上海汽车商用车技术中心,上海200438;2.济南柴油机股份有限公司,济南250306)
上止点定位测量的意义与实现
万雄伟1,毕俊明1,陈夫东2,车桂美2
(1.上海汽车商用车技术中心,上海200438;2.济南柴油机股份有限公司,济南250306)
发动机正时和气门间隙调整对发动机的最佳输出工况有着重要的影响。由发动机构造原理可知,1缸上止点精确定位后才能进行发动机正时和气门间隙的适当依次调整。本文试图从发动机正时和气门间隙调整的重要性来阐述上止点定位测量装置应用的重要意义,最后说明在发动机装配过程中的具体实现。
上止点定位意义实现
1 前言
进入21世纪,环保与节能已是内燃机发展面临的两大主要命题。在世界石油危机和发动机尾气对环境污染日益严重的严峻形势下,寻求降低排放和提高经济性的技术途径将是内燃机研究的主要任务。发动机正时有效保障曲轴运动传递的准确性,实现最佳的配气正时和供油正时,达到理想的空燃比和低燃油消耗率。适当的气门间隙调整可以保证气缸的进气量及压缩比的均匀性,提高发动机动力性能,减少机械磨损,降低油耗,获得较好的排放性能[1]。然而,发动机正时和气门间隙调整都取决于第1缸上止点的精确定位,因此精确定位第1缸上止点在发动机装配中显得至关重要。
济南柴油机股份有限公司12V190系列柴油机在装配过程中,原有的装配工艺采用齿轮配对啮合,目视飞轮刻度,利用百分表测量及人工盘车定位上止点[2]。在实际操作过程中,人为因素左右着上止点的定位精度。如:(1)飞轮上止点刻度线远离机体指针,易形成目视误差;(2)百分表在上止点正负1°范围内的迟滞现象形成的误差;(3)人工盘车由于曲轴系统阻尼较大,客观上造成了很难精确定位上止点的现象。在此基础上,本课题组主要以大功率柴油机装配为例,从实际操作的人体工程学出发,设计一套精确定位上止点的测量装置,以期达到减轻一线工人劳动强度,缩短装配、调整时间,降低人为因素造成的误差,从而改善发动机燃油经济性和排放指标的目的。
2 上止点定位测量装置的设计思路[3]
上止点的误差主要来自相关零部件的累积误差。随着机械制造技术和机加工水平的不断提高,发动机大件、中小件的设计、制造工艺日臻完善,正时零部件的加工质量得到了基本保证。因此,如果能保障上止点定位操作过程中的精度要求,发动机上止点的精确定位将可以实现。
对于12V190柴油机来说,曲轴轴系的盘车力矩在750~850 N·m之间,上止点前后3℃A转角内,活塞的升程范围为0.146 mm,2℃A时为0.103 mm,1℃A时为0.016 mm,0.5℃A时为0.004 mm。也就是说在活塞圆弧顶部用百分表测量几乎无法分辩,按经验调整只可做到±1℃A。但后面气缸的气门间隙调整一般都是以飞轮刻度的基准来调整的,且都以目视为主,这样就造成了累计误差及各缸气缸的上止点差异,直接影响到各气缸的进气量及压缩比的不均匀,造成动力性能的降低,或油耗的增加和排放恶化。
通过12V190柴油机装配工艺可以看出,在上止点定位操作过程中,现有的测量工具本身精度不够,以及采用人工盘车操作方式是造成难以实现上止点精确定位的关键因素。所以,很有必要提高此装配过程的调整精度。
本文所研究的上止点测量装置一方面可以实现更高精度的定位和测量,另一方面通过机械操作代替人工操作来消除人为因素造成的误差。
3 上止点测量装置的结构特点和使用效果
上止点定位装置是利用自带编码器的伺服电机盘车来驱动曲轴,通过上止点测量光栅反馈来精确定位第1缸的上止点。它主要由驱动单元、测量单元、控制单元3部分组成,参见图1。
3.1 驱动单元
如前所述,由于12V190柴油机的盘车力矩在750~850 N·m之间,人工盘车的劳动强度很大,且普通的机械式盘车装置的定位精度难以保证。在这里,专用的连接机构用来连接曲轴端和伺服电机。目前伺服电机的应用相当普及,采用轴端设定角位移直接伺服驱动,且利用旋转编码器反馈,使其角位移定位精度极高,通过高频脉冲驱动和机械间隙消除技术可使曲轴的重复定位精度控制在±0.1℃A。

图1 12V190柴油机上止点定位装置
3.2 测量单元
上止点位置的测量可采用无接触的激光、红外线或超声波等高精度位移测量手段,但在实际应用中信号转换颇为不便且价格昂贵。光栅传感器虽然为有接触测量,但因其易实现数字化,且具有精度高(目前分辨率最高的可达到纳米级)、抗干扰能力强、无人为读数误差、安装方便、使用可靠等优点,只要将气缸盖拆除,解决触头的构造和升程的无阻碍运行问题,不失为一种理想的选择。仍以12V190柴油机为例,将光栅触头固定在第1缸活塞的上部,其运行在上止点附近对应的曲轴转角/活塞升程值如表1所示。

表1 曲轴转角/活塞升程值对应表
在实际应用中,选用一般精度的光栅就能达到±0.2°的输出精度。
3.3 控制单元
应用PLC的运算及控制模块可实现系统的基本运行。无论是旋转编码器、伺服电机和光栅传感器,都是应用数字转换来实现输入、输出转化,最大程度确保了信号失真度和人为读数误差对控制精度的影响。通过运算上止点前后升、降程的数据,经数字模型分析很容易通过机械装置找到上止点圆弧的对称中心。也就是该装置通过一般精度的硬件配合选择即可精确定位上止点,具备很好推广的实用价值。同理,根据12V190柴油机的发火顺序,输入60℃A、120℃A等曲轴转角,可精确定位其它各缸的压缩行程上止点,依次进行各缸气门间隙调整。
由驱动单元、测量单元、控制单元组成的上止点测量装置原理图参见图2。
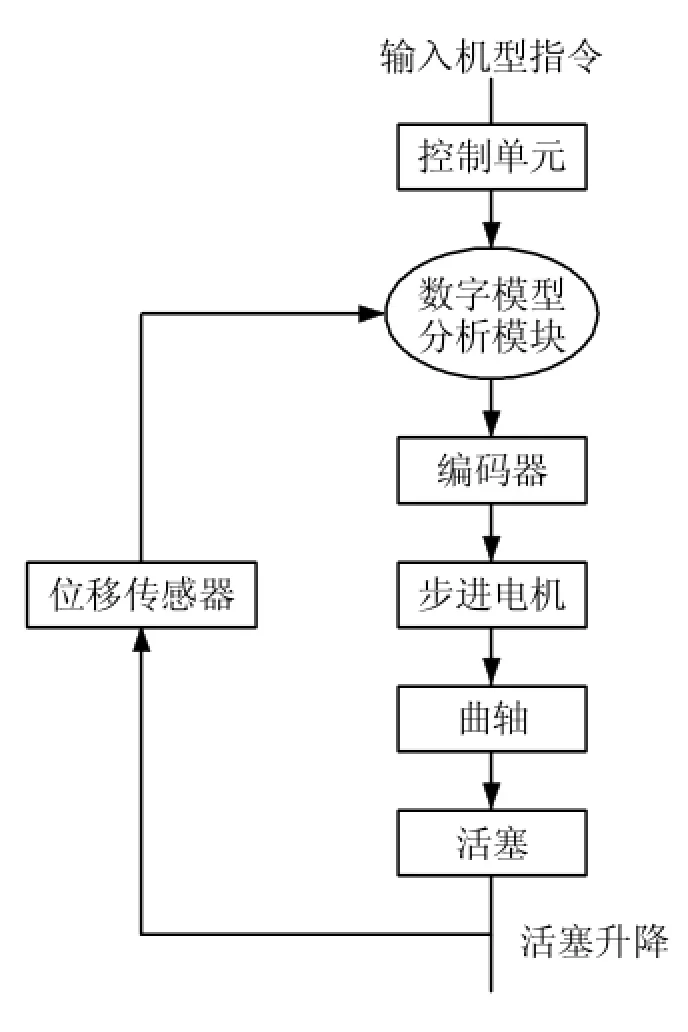
图2 上止点定位测量装置原理图
3.4 使用效果
(1)曲轴重复定位精度高
使用伺服电机和光栅测量后,曲轴重复定位精度达到了±0.2℃A,而根据以往经验人工盘车只可以实现±1℃A。
(2)工人劳动强度降低,装配时间缩短
伺服电机盘车代替了人工盘车,工人劳动强度大大降低。原装配工艺过程中,上止点定位测量工序约需12 min(整机装配时间约80 min,按6台/8 h计算)或者更长,现在约需10 min,该工序生产率提高约17%。
(3)保证柴油机的燃油经济性和排放
上止点定位装置在发动机正时和气门间隙调整过程中发挥着至关重要的作用。它通过曲轴、凸轮轴运动的准确传递而实现配气正时和供油正时,从而获得较低的燃油消耗率和降低排放污染。实践证明,通过上止点定位测量调整的12V190柴油机在台架性能试验中获得的燃油耗率可低于200 g/(kW·h),油耗率约降低1.5%,排气烟度降低约2%,见图3。
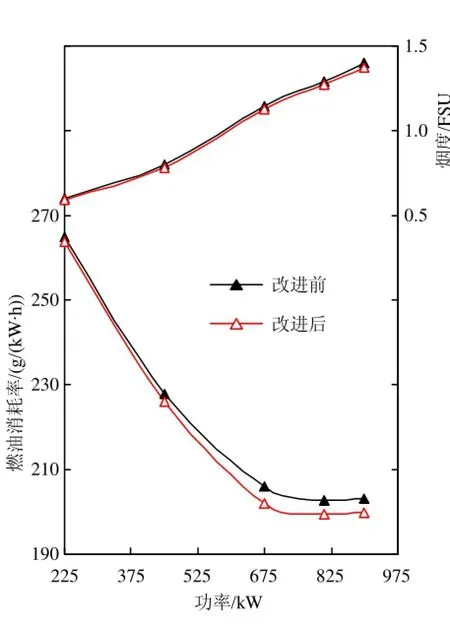
图3 12V190柴油机负荷特性
4 结束语
事实表明,上止点定位测量装置在中大型柴油机装配过程中能有效减轻工人的劳动强度,缩短装配、调整时间,降低人为因素造成的误差,提高产品质量和劳动生产率。然而,受原有装配工艺和多数产业工人技术素质以及工人生产习惯诸多因素的制约,上止点定位测量装置的实际应用还不是十分广泛。相信随着装配工艺的技术革新和产业工人综合素质的逐步提高以及操作技术规程的进一步完善,上止点定位测量装置在中大型柴油机装配线上的应用将会相当普及。
1蒋德明.内燃机原理(第2版)[M].北京:机械工业出版社,1988.
2济南柴油机股份有限公司.190系列柴油机使用维护手册.
3曹柱中,徐薇莉.自动控制理论与设计(修订版)[M].上海:上海交通大学出版社,1995.
Significance and Realization of Location Metering of Top Dead Center
Wan Xiongwei1,Bi Junming1,Chen Fudong2,Che Guimei2
(1.Saic Motor Commercial Vehicle Technology Center,Shanghai 200438,China; 2.Jinan Diesel Engines Co.,Ltd.,Ji'nan 250306,China)
Abstract:Engine timing and the valve clearance adjustment has an important influence on engine best output operating mode.It is known from engine structure principle,the precise engine timing and the appropriate valve clearance adjustment is decided by the top dead center of first cylinder on compression stroke.The significance is elaborated of application of a metering device that can precisely locate the top dead center of first cylinder on compression stroke from the reference of engine timing and valve clearance adjustment.The application of the device in an engine assembly is presented finally.
top dead center,location,significance,realization
10.3969/j.issn.1671-0614.2013.03.010
来稿日期:2013-04-16
万雄伟(1976-),男,工程师,主要研究方向为发动机制造、装配和试验技术。
