激光切割在铁心试制中的应用探讨
2013-02-22忻雪青李伟冬
忻雪青,李伟冬
(上海日立电器有限公司,上海201206)
0 引 言
随着业界对高效节能产品倡导力度的不断加大,公司对直流变频产品的开发力度也不断加大。在直流变频产品的开发过程中,电机铁心的形状和尺寸需要经常变更,而且电机试制的时间要求往往较紧。目前电机铁心试制主要采用开简易模具和线切割的方式对应,但是,这两种加工方式由于受到自身的局限,往往不能很好地满足电机开发铁心试制的要求。
为了更好地满足电机开发铁心试制的需要,我们对激光切割在铁心试制中的应用进行了探讨。
1 目前铁心试制方法存在的问题
1.1 模具冲压存在的问题
模具冲压是目前业界普遍采用的铁心制作方法,具有加工效率高和加工精度高的优点。但是,由于模具制造周期长和制造成本高,因此比较适合于铁心的大批量生产,而用于铁心试制具有试制周期长、试制成本高和变更自由度小的缺点。
1.2 线切割存在的问题
线切割是金属加工领域普遍采用的金属切割方法,应用于铁心试制相对于模具冲压,具有试制周期短、试制成本低和变更自由度大的优点,同时也具有加工效率低和加工精度低的缺点。而且由于需要穿丝,因此对于需要频繁穿丝的转子铁心和类似1 mm宽的槽形等复杂精细的形状,加工效率较低,往往无能为力。
2 激光切割的介绍
2.1 激光技术的介绍
激光技术与核能、半导体及电脑并称20世纪四项重大发明。激光相对于普通光有高单色性(单一波长)、高相干性、高方向性和高光强4个优点。激光束作为一种特殊的加工用能源(热源),在加工点经聚焦后可得到极小的光斑,具有极高能量密度的激光光束,可以瞬间使被加工材料熔化和气化,以此完成如打孔、切割、焊接、热处理等工艺。由于是局部高能量密度快速加工,对非激光照射部位没有或影响极小,因此热影响区和热变形小,加工质量高。由于激光束易于传输、导向、聚焦和控制,因此与现代数控机床配合,容易实现自动化,加工效率和可靠性高。由于激光加工是一个热作用过程,难易程度由材料热物理性能决定而与机械性能无直接联系,因此可以加工高硬度、高脆性和高熔点等难加工材料。同时,激光加工是一种非接触式的加工方式,不产生机械挤压或机械应力,是一种无冲击加工过程,不存在刀具磨损或断裂,没有材料受力变形等问题。
从国内外的实际应用领域来看,激光加工主要用于切割、焊接、表面处理、打标和打孔等领域。从应用比例来看,二维和三维激光切割占激光应用的65%,激光焊接占激光应用的20%左右,激光打孔、打标占激光应用的10%以下。而激光表面处理,包括激光相变硬化、激光熔敷、激光表面合金化和激光表面熔凝等,仅占激光应用的5%左右。
2.2 激光切割技术的介绍
激光切割是一种应用最为广泛的激光加工技术,它是利用激光束聚焦形成高功率密度的光斑照射工件,材料吸收光能,温度急剧升高至熔化或气化温度,同时产生黑洞效应,使材料对光的吸收率提高,加速温升和熔化或气化过程,再用喷射气体吹化,以此分割材料。
由于激光切割可以进行几乎任何复杂形状的加工,工件可以进行任意形式的紧密排料或套裁,提高原材料的利用率,而且可以对多种类型和厚度的材料进行加工,可以切割特硬、特脆、特软和高熔点的难加工材料,切缝宽度窄,切割面光洁、热影响层浅、表面应力小、热变形小,可以直接用于组装而无需进行打磨等冗复的后道工序,因此在金属加工领域得到了广泛应用。
激光切割精度高、柔性大,在电脑加工程序控制下可直接实现二维和三维上任意形状的柔性加工,特别适用于新产品研发阶段的多品种、小批量、变更自由度大的加工,可省去高额的模具设计、制造费,极大地缩短试制周期,在小批量生产中有明显优势,比较适合铁心试制。
3 激光切割铁心单片的精度探讨
我们选取A公司、B公司和C公司的激光切割设备进行厚度0.35 mm铁心单片的激光切割精度探讨。主要包括尺寸精度和切割面毛刺情况,切割面毛刺情况主要通过切割面投影进行比较,尺寸精度主要通过测量如图1所示的定子铁心单片的相关尺寸、内径圆度、外径圆度和内外径同心度进行比较。
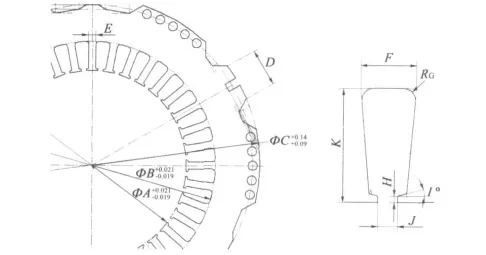
图1 定子铁心单片的测量尺寸
3.1 A公司的探讨情况
A公司经过一次试样加工,尺寸精度不能满足要求,切割面的毛刺也较多。A公司的切割面投影图片如图2所示。

图2 A公司的切割面投影
由图2可看出,切割面上毛刺较多,投影测量较大,约0.1 mm。
3.2 B公司的探讨情况
B公司经过四次试样加工,尺寸精度不能满足要求,切割面的毛刺相对于A公司略少,最后因能向我国出口的机型不能满足我们的精度要求而选择退出。B公司探讨的最佳结果如表1和图3所示。

表1 B公司的精度测量结果

图3 B公司的切割面投影
3.3 C公司的探讨情况
C公司经过四次试样加工,尺寸精度基本能满足要求,切割面的毛刺较少。C公司探讨的最佳结果如表2和图4所示。
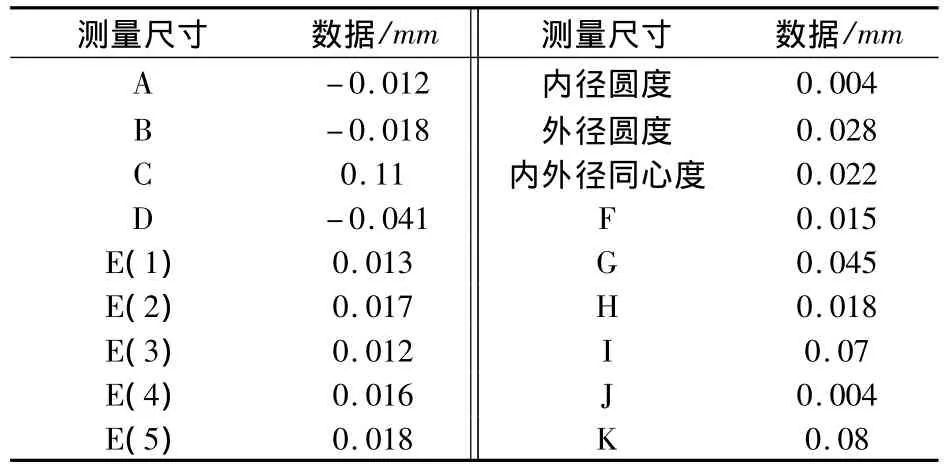
表2 C公司的精度测量结果

图4 C公司的切割面投影
以上可见,C公司基本能满足铁心单片的精度要求。
4 激光切割铁心单片的加工成本
下面,我们对B公司和C公司激光切割厚度0.35 mm铁心单片的加工成本进行探讨。
4.1 B公司的加工成本
根据B公司提交的切割铁心单片的加工报告,加工时间是225 s,需要使用压力为4 MPa、纯度为99%的氧气作为辅助气体,氧气的消耗量为40 L/min,封闭量为25 L的四元激光气24 h需要更换一次,激光气的消耗量为0.018 L/min,其加工成本计算如表3所示。
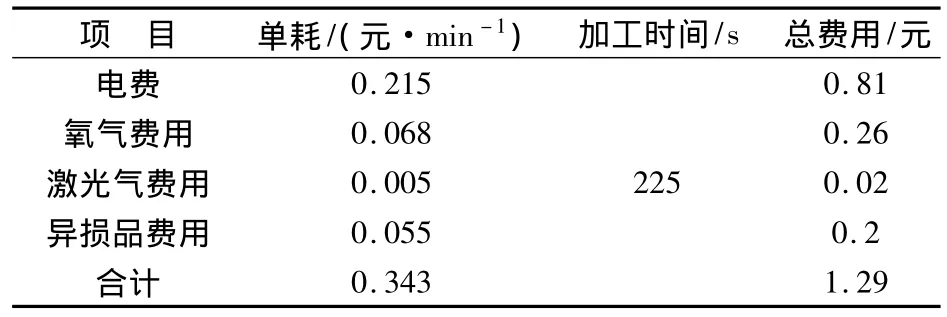
表3 B公司的加工成本
4.2 C公司的加工成本
根据C公司提交的切割铁心单片的加工报告,加工时间是222 s,需要使用压力为0.5 MPa的空气作为辅助气体,空气的消耗量为150 L/min,激光气约2万小时需要更换一次,其加工成本计算如表4所示。
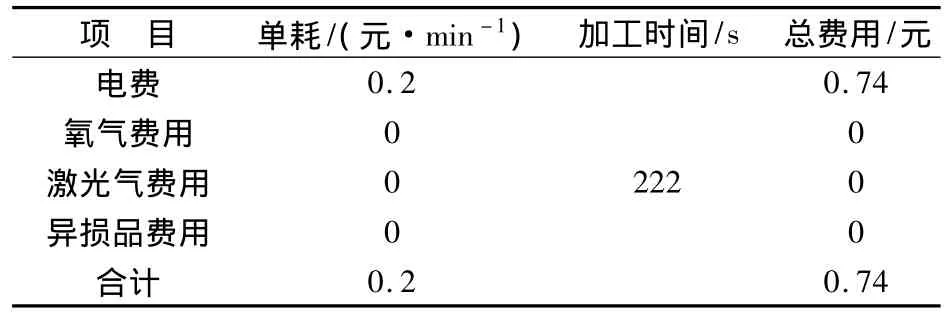
表4 C公司的加工成本
以上可见,C公司具有加工成本优势。
5 激光切割铁心单片叠加后的精度探讨
我们对C公司的100片激光切割厚度0.35 mm样品叠加焊接后的精度和模具加工100片厚度0.35 mm冲压品叠加焊接后的精度进行了比较,结果如表5所示。

表5 激光切割和模具冲压叠加焊接品精度比较
以上可见,C公司激光切割铁心单片叠加后的精度基本能达到模具冲压铁心单片叠加后的精度。
6 激光切割设备的投资效益分析
我们以加工一个35 mm叠高的定子铁心为例,通过C公司激光切割和线切割的比较,对激光切割设备的投资效益进行分析。投资效益分析如表6所示。

表6 C公司激光切割设备的投资效益
以上可见,C公司激光切割设备虽然设备成本是线切割的约4倍,但加工时间和加工成本都只有线切割的约1/4。
7 结 语
通过激光切割在铁心试制中的应用探讨,C公司激光切割设备无论在切割铁心单片的精度方面,还是在切割铁心单片后的叠加精度方面,都能基本满足精度要求。虽然设备投资成本是线切割的约四倍,但加工时间和加工成本都只有线切割的约四分之一,且和线切割一样具有变更自由度大的特点,能够更好地满足电机开发铁心试制的需要。
[1] 朱鹏超,刘庚武.矽钢片的激光切割工艺研究[J].机械设计与制造,2007(3):121 -123.
[2] 冷箭利.现代激光加工技术在金属加工领域的应用[J].电器工业,2007(7):54-55.
[3] 万周政.激光加工技术在机械加工业中的应用[J].科技资讯,2008(2):8-10.
