低浓度液碱配制的工艺设计
2013-02-18周江沛中国石油集团东北炼化工程有限公司吉林设计院吉林市132002
周江沛(中国石油集团东北炼化工程有限公司吉林设计院吉林市132002)
1 概述
目前,我国现有氯碱厂中液碱的生产工艺,主要采用的是离子膜法和隔膜法,其中离子膜法生产的液碱浓度为30~32%wt,隔膜法生产的液碱浓度为40~42%wt。但是很多使用液碱的用户不是使用这个浓度,而是使用更稀浓度的液碱,例如18~20%wt浓度。这就需要用户在购买到商品液碱后重新配制,我们这里介绍一种投资少的液碱配制工艺,愿与同行共同探讨和完善工艺设计。
2 工艺流程
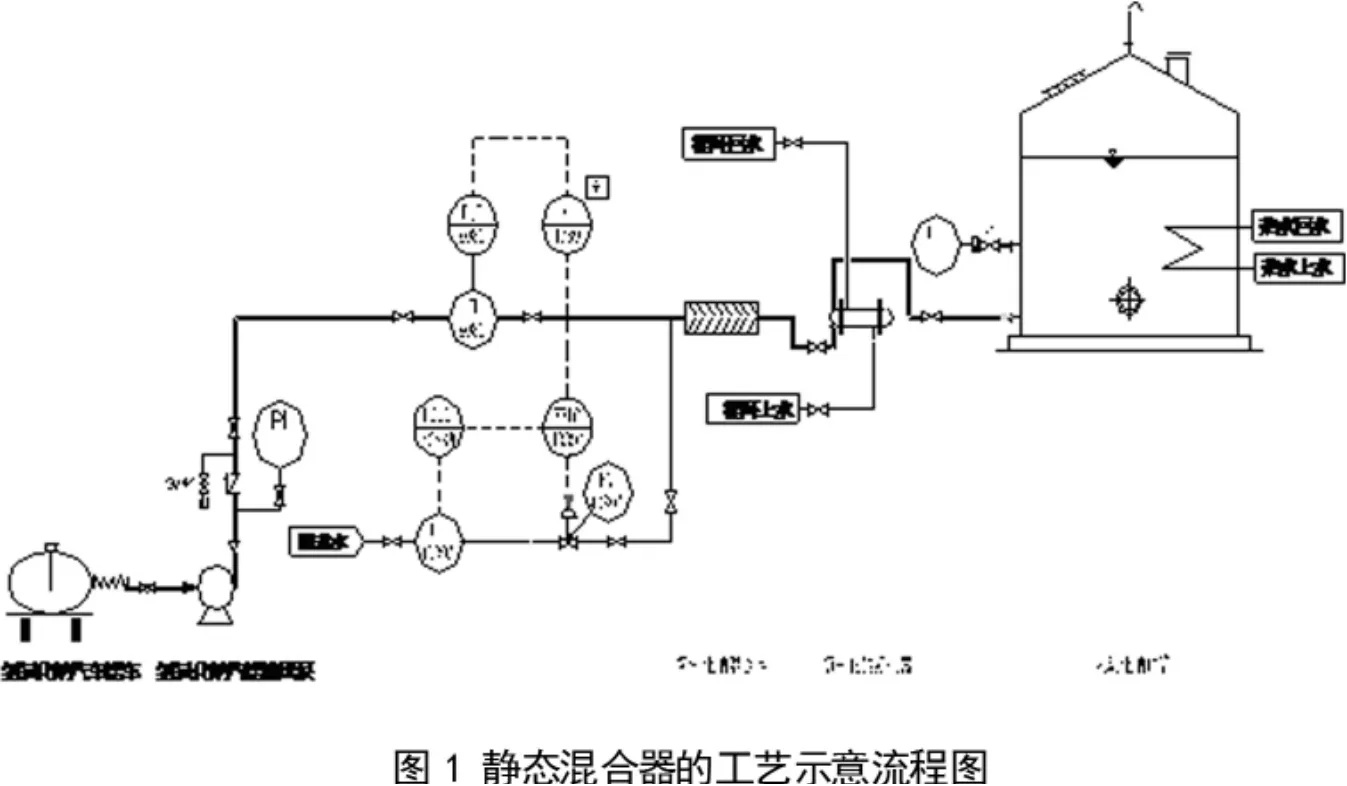
液碱配制使用静态混合器的工艺流程,一定浓度的液碱从液碱槽车经泵打出后,在有热水伴热的管线上经流量计计量后,送入静态混合器,另一路脱盐水管线上经流量计计量后,送入比值调节阀调节流量之后进入静态混合器,经混合后液碱浓度稀释到用户要求的浓度,再经过冷却器撤出稀释热后送入用户液碱贮罐。如图1。
3 液碱输送的温度控制
我们在液碱输送过程中选择一个合适的温度是很重要的,因为液碱的温度、浓度和粘度三者之间存在一定的联系,具体见下表1所示。
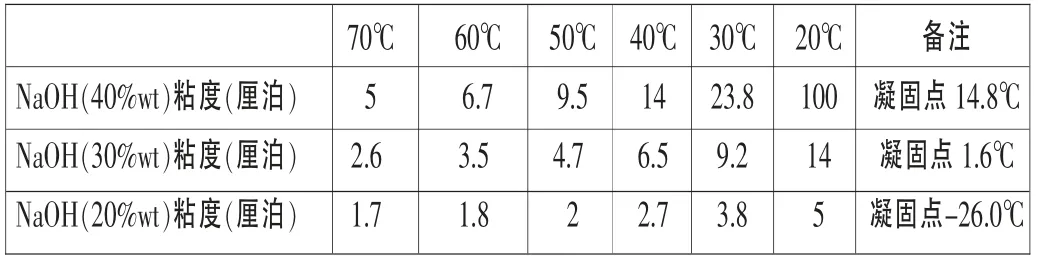
表1 液碱的温度、浓度和粘度关系图
从上表可以看出,如果输送NaOH(40%wt)时,温度应选择在40℃左右,如果输送NaOH(30%wt)时,温度应选择在20℃~30℃左右,如果输送NaOH(20%wt)时,温度应选择在20℃左右。为了保持管线温度我们选择热水伴热或电伴热方式。
4 比值调节配制相应浓度
液碱进入混合器之前,首先经过流量计测定流量,之后这个流量信号传给流量比值调节阀,根据事先设定的比值,调节脱盐水调节阀的阀门开度,同时,在脱盐水管线上记录流量。以30%wtNaOH配制为18%wtNaOH水溶液为例,说明比值。设30%wtNaOH水溶液流量为X kg/h,脱盐水流量为Ykg/h。根据混合前后溶质的质量平衡计算比值。30% x X=18%(X+Y),解得X/Y=3/2。
5 合理撤出液碱稀释热
在液碱稀释过程中会放出热量,为了达到用户要求的稀释浓度和温度,我们需要在混合后撤出液碱稀释热,来控制稀释后的温度。首先要计算出换热量。我们可以在氯碱工业理化常数手册中查到30℃30%wtNaOH水溶液焓值为30.13kcal/kg,40℃脱盐水的焓值为40.01kcal/kg,40℃18%wtNaOH水溶液焓值为34.06kcal/kg。假设15000 kg/h,30℃30%wtNaOH水溶液和10000 kg/h,40℃脱盐水混合,得到25000 kg/h,40℃18%wtNaOH水溶液,需要从系统中撤出的热量为Q,根据热量平衡计算,15000 kg/hx30.13kcal/kg+10000 kg/hx40.01kcal/kg=25000 kg/hx34.06kcal/kg+Q,Q=550 kcal/h。
6 结论
本文介绍的液碱配制方法投资少,占地少。在液碱配制过程中,根据液碱的浓度选择输送温度,要求静态混合器混合后的效果达到配制浓度±0.2%wt范围内,混合器的材质可以选择碳钢或者316L不锈钢。计算各股物料的配制比值,在DCS、PLC或者单回路调节器上都可以设定,自动完成液碱配制过程。
