YAG激光焊接不锈钢薄板焊接工艺参数优化
2013-02-05余世航陈岱民
余世航,陈岱民
(1.长春理工大学 机电工程学院,长春 130022;2.长春大学 机械工程学院,长春 130022)
0 引言
激光焊接技是激光加工技术的主要方向之一,具有焊接速度快,热变形小,能够获得较大的深宽比等显著优点。在汽车生产用用CO2激光焊接轿车底板,焊线全自动化并配有焊缝监控系统,在热影响区小于1mm,形成焊缝长1950mm,板厚0.9mm,焊缝光亮平整焊接单件时间为20s。4.7kwCO2激光焊接焊接车轮轮盘钢圈,其工艺生产在焊接速度为25cm/min能完成厚lmm钢圈整个生产过程,只需一名操作工人便可完成整条生产线的电子计算机控制。近年来,国内激光焊接的研究也取得一定的成果,陈涛、王志勇、丁岳等人通过脉冲焊接试验中激光参数分析,得到了电压和脉宽的相互制约关系,为激光焊接提供了参数选择的范围参考。阎启通过对焊缝熔宽的测量分析了焊缝宽度与焊接速度的关系,对激光焊接选用的焊接速度提供了参考。这些研究往往考虑的是单一因素对焊接的影响,事实上激光焊接质量是多个因素共同作用的结果,因此考察多个因素共同作用时对焊接影响具有重要的研究价值,本文采用正交试验的方法进行参数的优化重点考察脉冲宽度,焊接速度,激光频率对焊接的影响。
1 试验方法的选择
激光焊接是多个因素共同作用的结果,各影响因素之间存在着一定的影响关系。激光深熔焊接的熔深可由以下经验公式表示:

式中:h—激光焊接的熔深
P—激光的功率密度(w)
v—焊接速度(mm/s)
β、γ—取决于激光光源、聚焦系统和焊接材料的常数
实际的焊接过程中,熔深也受到脉宽、频率的影响。可见单一因素分析激光焊接质量具有很大不足,同时研究激光焊接的多个因素有着重要的意义。
无交互作用的正交试验的原理是:选取具有代表性的焊接参数组合的本部分实验来代替全部试验,能够有效减少试验次数,本文的正交试验建立在单因素试验的基础进行,单因素试验以激光功率为例进行优化,如表1所示。

表1 激光功率密度对焊接的影响
为了更加直观的考察焊接参数与焊缝的关系,将上表绘制成曲线如图1所示。

图1 激光功率改变对焊缝的影响
从图1可知,激光熔宽和深熔比都随着激光功率的增呈递增趋势,而深熔比增先增加后见小,在350W~450W之间深熔比的最大值,进一步的单因素试验表试验适合2mm厚304不锈钢焊接而言,选取功率参数在380~420W之间。
对于脉冲宽度和激光频率的选取采用同样的试验方法来选择。本次采用500WYAG脉冲激光器选用的焊接速度200mm/min,气流量为0.3MPa的N2,焦距100mm,正交试验的安排如下:
根据L9(34)型正交表进行试验安排,如表2所示。

表2 试验采取的因素水平参数
2 实验结果及分析
焊接试验测得结果如表3所示。
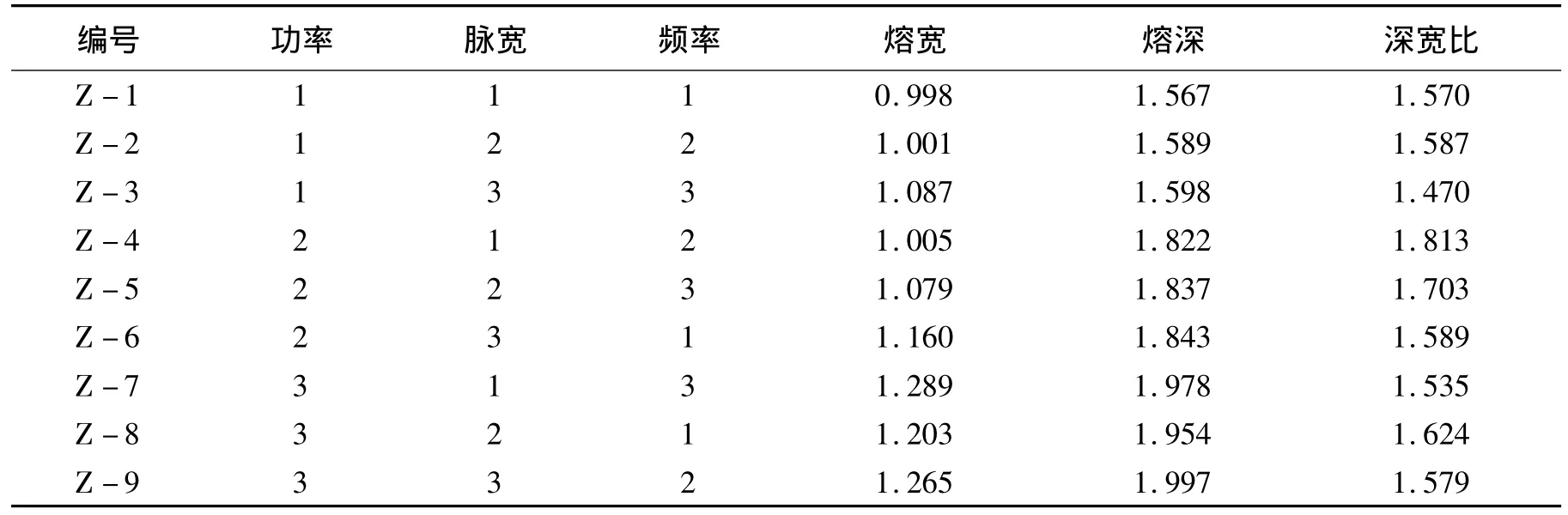
表3 正交试验的数据表
以深熔比为参考量对激光参数进行优化,如表4所示。

表4 正交试验参数优化
由于激光焊接的加工范围很小,使得过渡区域变得极窄且模糊,事实上我们要了解焊接的过程,只需要对焊接的母材,热影响区和焊缝做金相组织分析就能够了解焊缝的性质。
当需要深入了解金相组织的硬度信息,进行显微硬度测试是常用的方法。显微硬度分析对于金相组成成分和属性的研究有很大的意义。在研究合金成分时测定合金组分及难容化合物的显微硬度就可以藉此做出判断。当知道硬度值时可以对材料的极限强度做出估值,所以硬度试验有着较高使用价值。对于薄板激光焊接可以采用维氏显微硬度法做测试,通过公式(1)可求出硬度值。
对试样做金属维氏显微硬度测试前,要对试样进行预处理(磨光或抛光),本次试验采用硬度仪对焊缝接头的横断面进行测试。
对于2mm的304不锈钢选取焊接参数优化参数组YB做硬度测试,测试方法相同,考虑到焊缝熔宽的不同,此次的测试采取每个0.1mm取定的方式,如表5所示。

表5 YB试样的硬度测试结果
对应的曲线如图2所示。
2mm厚的304不锈钢的硬度在焊缝中心的硬度略低于母材,在焊缝熔合线处高于母材。经多次测量发现,不同焊接工艺下焊接接头变化规律大体相同。热影响区、焊缝、母材和熔合区组成了焊接接头,但是这种热影响区在显微组织下所观察到的区域却很小。这主要是由于熔池内的液态金属的温度梯度(G)、过冷度、晶体的生长速度(R)和合金元素含量多种作用的结果。当以很大的过冷度冷却熔池内液态金属的时候,金属内的枝晶的成长都会加速。G:R比值影响着焊缝焊接的边缘与中心所产生的晶粒产生。G:R比值和焊缝焊接部位的温度梯度跟枝状晶的生成难易程度成正比。G:R比值和焊缝焊接部位的温度梯度跟等轴晶的生成难易程度成反比[4,5]。因此等轴晶在焊缝中心产生,枝状晶在接头熔合区产生。合金元素的成分大小影响着焊缝的硬度和组织。跟母材的晶粒相比,焊缝晶粒越大,焊缝的硬度越高;焊缝中心区所产生的等轴晶的硬度小于焊接接头所形成熔合区的硬度,归其原因是焊缝中心区合金元素的成分大小小于熔合区的,这最终导致了焊缝中心区的硬度小于熔合区。熔合附近的材料相当于冷作硬化过程而其硬度相对于母材有所提升。母材区的微观形貌、热影响的微观组织形貌、焊缝区的形貌如图3、图4、图5所示。
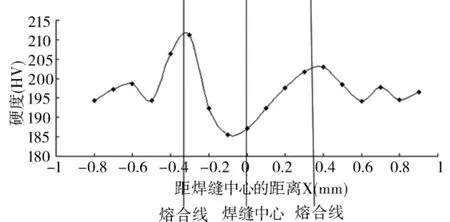
图2 YB焊接试样的硬度测试曲线图
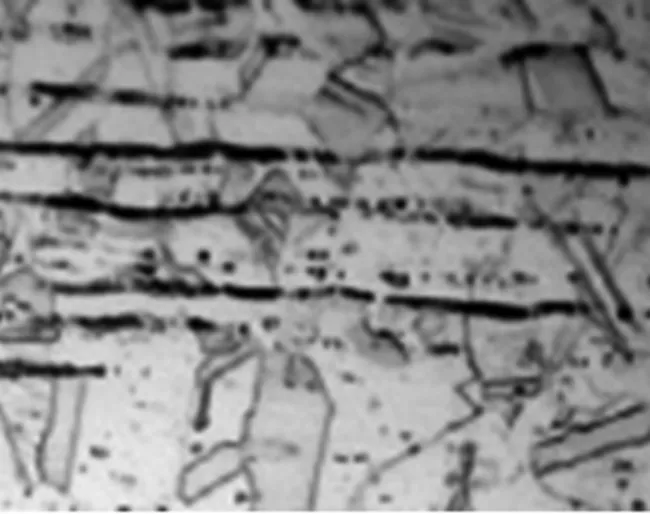
图3 母材区的微观形貌

图4 热影响的微观组织形貌

图5 焊缝区的形貌
3 结语
(1)工艺参数的研究表明:对于2mm304不锈钢的焊接,在气流量为0.3MPa的N2,焦距100mm,焊接速度在200mm/min时的优参数是:功率400W,脉宽8ms,激光频率15Hz。
(2)对焊接试样的显微硬度分析表明,焊接熔合线附近的硬度高于母材,在焊缝中心的材料硬度稍低于母材,这主要是受温度梯度、过冷度焊接区域合金枝晶物共同作用的结果。
[1] 苏宝蓉.我国激光焊接技术在汽车土业中的应用简况[J].汽车焊接国际论坛,2003(4):281-283.
[2] 陈涛,王智勇,丁岳等脉冲激光焊接制约参数分析[J].应用激光,2001(8):4-7.
[3] 阎启.激光焊接速度对热轧钢焊接的影响[J].机械工程材料,2004(8):5-8.
[4] 胡亮.6mm不锈钢(304)光纤激光焊接的工艺研究[D].镇江:江苏大学,2010.
[5] 张文俊.A304不锈钢调制脉冲YAG激光焊工艺的研究[D].天津:天津理工大学,2012.
