4.5 km全密封圆管带式输送机的安装与调试技术
2013-01-21刘协伟
刘协伟
(中交一航局安装工程有限公司,天津 300457)
根据太钢集团新建150万t不锈钢项目的规划,太钢在东山矿采场建设3×1 000 t/d回转窑及其配套的活性石灰石运输和储存设施。其中,从3×1 000 t/d回转窑到头部受料仓的石灰石熟料运输采用一条全密封圆管带式输送机(以下简称管带机,如图1)。

图1 管带机现场
太钢管带机由中国港湾公司总承包,工艺和桁架由德国KOCH公司设计,支架由天津水泥院设计,控制、监视系统由中国港湾公司设计,管带机现场的安装调试由天津一航安装工程有限公司承担。
管带机输送距离为4 402 m,是当时国内最长的管带机,成管直径250 mm,正常带速1.9 m/s,输送能力200 t/h,动力依靠头尾部各一台315 kW低压变频电机提供,系统采用两台西门子S7-300系列PLC进行控制,采用两台西门子TP270-10触摸屏提供人机操作界面,通讯采用profibus。
工程于2005年9月份开工,工程设计制作完成后,2006年3月开始进行了管带机的现场安装调试。并于2006年6月30日完成了全部管带机的安装调试工作。
1 管带机项目的工艺技术要点和特点
管带机是由呈六边形布置的托辊把胶带裹成边缘互相搭接成圆管状来输送物料的一种新型带式输送机。具有环保、输送线可沿空间曲线灵活布置、输送倾角大、复杂地形条件下单机运输距离长等特点(管带机断面如图2所示),同时与普通带式输送机比较还具有建设成本低、使用可靠等优点。
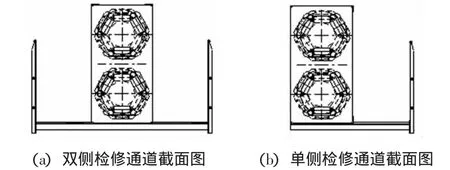
图2 管带机断面图
1.1 管带机结构要点
钢结构:分为驱动段/熟料卸料段。驱动段包含驱动输送带,包括展开段、卸料段和输送带张紧段所需的所有零部件。该部分由一段带支撑梁的钢结构、用于驱动滚筒和改向滚筒的带调节螺栓的支撑系统和用于扭力臂的力矩小车组成。过渡区域(输送带展开和闭合段)的结构部分呈扇形展开。
返回段/熟料上料段:返回段包含输送带通过加料管道上料和用于输送带反转的改向滚筒。返回段由一段带支撑梁的钢结构、用于改向滚筒的带调节螺栓的支撑系统组成。过渡区域(输送带展开和闭合段)的结构部分呈扇形展开。
皮带机桥架:皮带机桥架包含输送带导向所需的所有零部件,同时也作为走道的支撑。桥架由一段带承载托辊隔板的钢结构组成,由带有纵梁和斜撑的钢管结构支撑。隔板有钢板组成,钢板均已倒角,上面安装有承载托辊。
走道:走道用于靠近或进入管式皮带机。带防护栏杆(高度1 100 mm) 的连续走道(宽度750 mm,并行桥架宽度为850 mm)由扶手、横杆和踢脚板组成,维护通道采用格栅板制造。
支座:支座用于支撑驱动段、返回段和输送机桥架。支座由型钢制造,放置在混凝土基础上并使用地脚螺栓固定。
导料槽:导料槽必须保证被输送物料安全、正常地加载到输送带上。导料槽钢板和输送带之间的间距至少40 mm,输送带不得与加料溜槽接触,侧板和输送带之间的覆盖件通过一个侧面导向托辊支撑。
溜槽:溜槽用于将被输送物料从管式皮带机安全地转移到设备的后续部分,溜槽必须定期检查磨损情况。
输送带张紧:张紧系统保证输送带的正常运行,应避免打滑和加料过多。张紧系统包括一个张紧小车,运行在燃煤卸料段下方的两条导轨上并牵引输送带。小车的导向装置通过在配重塔架内上下运动的重锤来固定。重锤的导向装置安装在塔架113内,配重箱的设计最大配重为12 t,内部填入桥架上钢板冲孔产生的废钢材(密度至少为5 t/m3)。配重箱及其内部配重的总重量大约为13 t(第一次配重),必要时初次启动时可按照KOCH公司监管员的明确指令来减少或增加配重以得到更好的输送带运行特性。
张紧配重导轨位置必须使用可拆卸的安全隔栅板保护,防止无关人员进入。
1.2 管带机性能特点
1)可广泛应用于各种物料的连续输送。
2) 输送物料被包围在圆状胶带内输送,因此,物料不会散落及飞扬;反之,物料也不会因刮风、下雨而受外部环境的影响。
3)胶带被6只托辊强制卷成圆管状,无输送带跑偏的情况,管带机可实现立体螺旋状弯曲布置,一条管状带式输送机取代一个由多条普通胶带机组成的输送系统。可节省土建(转运站)、设备(减少驱动装置数量) 投资,并减少了故障、设备维护和运行费用。
4)管带机自带走廊,可防止雨水对物料的影响,因此,选用管带机后,可不再建栈桥,节省了栈桥费用。
5)输送带形成圆管状而增大了物料与胶带间的磨擦系数,故管带机的输送倾角可达30°,可减少胶带机的输送长度,节省空间位置和降低设备成本,实现大倾角(提升)输送。
6)管带机的上、下分支包裹形成圆管形,故可用下分支反向输送与上分支不同的物料(但要设置特殊的加料装置)。
7)由于输送带形成管状,桁架宽度较相同输送量的普通带式输送机栈桥窄,减少占地和费用。
2 管带机施工过程中的要点和难点
2.1 施工要点
管带机由尾部过渡段、成管段和头部过渡段组成。尾部过渡段长54.22 m,其中最近落料漏斗中心距离成管过渡段结束的长度为12.725 m;承担从储料仓下6个出料漏斗接料和将皮带从平面敞开状卷成圆管的任务,尾部滚筒到导料槽段的托辊组布置与普通皮带机的布置基本一致,只是增加了槽角调节装置,逐步将平皮带卷成圆管,导料槽段上托辊组布置如图3所示。根据需要,通过调节板和槽钢上孔的安装相对位置调节托辊组的夹角,并可以通过调高螺栓调整各托辊组与皮带的良好接触,压带托辊组保证皮带在成管前按照要求的位置、角度运行。
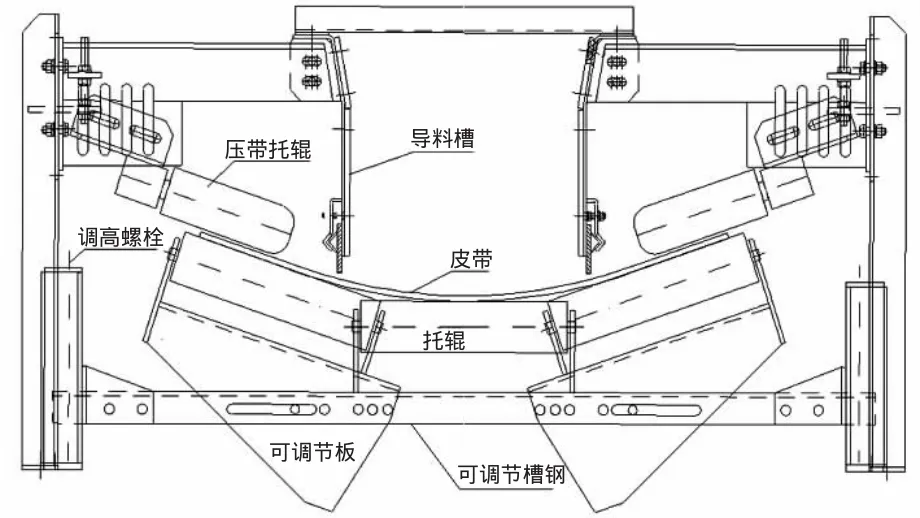
图3 导料槽段上托辊组布置
成管过渡段是过渡段的关键段,本次设计采用两组压带不锈钢托辊组达到成管要求,两组间距350 mm,压辊组与管状段第1组的间距为600 mm,依靠压辊组前过渡托辊组的角度改变和压辊组的作用,完成成管。两组压辊组与皮带的夹角不同,第1组保持与水平成15°左右角度,第2组基本保持在水平,同时调节两个压辊组的高度,保证成管(如图4)。
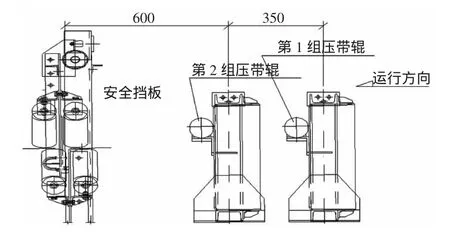
图4 成管过渡段
圆管段采用6组托辊组成正六边形保持皮带的圆管特性。圆管段经过7个山头,3个大峡谷,共有8个大的水平弯和7个大的垂直弯,部分弯呈立体弯形式。
头部过渡段的设置形式与尾部过渡段的设置形式基本一致,只是因为不需要接料而缩短了过渡的长度。
2.2 管带机施工难点
1)山高路陡,运输不便。东山是太原东侧的最高峰,海拔1 000多m,大车顺主道上山都比较困难,设备要运到沿线各没有道路的施工点更困难。
2) 山区测量困难。太钢公司在2003年请太原国家测量中心技术人员复核东山的几个国家控制点,并且布设了数个新的省级点位,这才使整个施工测量网比较系统,但是相对于需要在每一个安装位置都要精确到毫米级的要求,还有很多工作要做。
3)山路崎岖,拼装和就位困难。沿线很多地方没有道路,坡度大,想找一块平地很不容易,对20多m的桁架和几十m的支架来说,实地现场拼装是不现实的,不在就地进行拼装,拼装好的构件再运到现场进行就位也不容易。
4)皮带硫化牵引困难。沿线没有电力,没有好的锚固点,除头尾段各几十m平皮带属开放式外,其它全为密封的管状,无法进行硫化,所以只能在头尾段硫化,但是对单线长4.5 km,全长9 km多的高低起伏、左旋右转的管带机,长距离的牵引难度很大。
5)皮带最后一个接头制作困难。这么长的皮带,单向牵引,最后的皮带需的牵引力比较大,锚固点定位准确与否,会直接影响牵引小车和配重位置,并直接影响皮带的使用能力。
6)调试难。4 km多,几万组托辊,皮带机又在山区通过,地形复杂,管带机长度长,落差大,调试难度大。
3 管带机的安装工艺
测量必须及时准确,全程采用全站仪测量。因为山地测量的难度较高,土建施工时存在一定的偏差,所以采取加大地脚板螺栓孔、制作大厚垫片方法,基本解决了土建偏差。在施工中,还出现了偏心基础偏心方向错误的情况,虽然结构已经制作完成,只能重新加工,由此影响了硫化工作的开展。
通过校核,发现首级控制网在FK1-FK3网点间误差在22 mm,经与业主协商,将此22 mm平均分配在该区间的42跨基础上,对整体的影响不大。
结合土建加密网,并满足通视要求,将加密点设置在山顶或容易看到的地方,经过一个多月的布设,完成49个加密点的布设和校核,并上报监理和业主,获得批准。
在托辊安装过程中要注意六边形托辊组的安装方向和位置,六边形托辊组的水平下承载托辊应安装在皮带前进方向,并且要注意与过渡段相邻的成管段第一个托辊架上必须安装托辊组。
托辊组间的过渡要平滑,尽量不要形成折线过渡,如果因特殊原因,须满足管带桁架的折弯余角小于等于1°。托辊组安装完成后,使用线绳或钢丝检查同跨内相邻跨间的托辊组共面情况,小于3 mm为宜。
弧线段的弧度测量可以采用弦高法或测量弧顶和弧段内桁架中心与地面测量中心的吻合性,直线段的直线度、曲线段的线轮廓度的误差不得大于50 mm。
托辊组安装初始位置一定要保证在安装零位,也即各托辊组与支架的螺栓位置、托辊组的装配螺栓位置要求全部在孔正中心。这样能够从实际上减少安装误差与设计理论值的偏离,有利于皮带试运转前对皮带的跑偏原因进行分析。
注意结构伸缩点的位置不要装错,太钢工程伸缩点采用长螺栓孔形式,大约70 m左右设置一组,其它结构形式与标准桁架没有区别。
硫化牵引也是安装过程难于操作的工序。管带机牵引要解决的问题是:钢丝绳穿管,牵引机着力点选择,防止皮带在牵引时过分扭曲、旋转,最后一个接头皮带的张紧。穿钢丝绳时,使用一台小的卷扬机,用细钢丝绳拖引大钢丝绳,完成牵引钢丝绳的穿管;牵引着力点选择四支撑桁架节点,用钢管搭设受力平台,完成力的传递;牵引时皮带的扭曲翻转主要原因有两个,一是托辊组与皮带间力的作用,二是牵引钢丝绳释放扭力引起。对于第一种,采用人工将翻转的皮带校正,并检查引起翻转的托辊组,根据皮带机走势,进行不同部位托辊组调整,直线皮带一般调整下平受力托辊,弧段一般调整侧面托辊;第二种需要在牵引头上布置一个万向装置,释放钢丝绳扭力。最后一个接头,按照皮带供应商KOCH技术人员的计算,给出了张紧力和张紧长度,配重箱的位置,头部和尾部各制作皮带夹具,沿线用吊带、葫芦,并在沿线和头尾作标识,头尾、沿线同时用人工张紧皮带。
4 管状皮带机调整和试运行
太钢管带机所有的调试工作全部在KOCH调试人员的指导下进行,按照设计预期和调试大纲要求,调试速度为1.0 m/s。但是鉴于运转前,皮带各部受力状态不同,所以刚启动电机时,皮带速度不能达到1.0 m/s,在皮带低速状况下监视皮带沿线跑偏情况,若有较大跑偏,立即停机,人工调正跑偏皮带,调整托辊组(管状皮带调整跑偏的原理与平皮带一致)。皮带低速运转1周后,没有特殊情况,提高皮带速度,在1.0 m/s状态下运转40 min左右,通常整个试运转时间在40~50 h之间。
4.1 管带机的调整方法
4.1.1 成管段的调整
如图5所示截面A-A表示输送带理想位置,如果这种情况不能在所有工作状态下满足,那么在空载工作状态下输送带可以出现轻微扭曲。如果是负载工作状态,那么输送带搭接处必须在输送带承载段上方和返回段下方。图中表示搭接位置太靠左,可调整承载托辊来进行纠正(如图6所示)。选择需要调整的托辊应取决于搭接位置和每个托辊处输送带的挤压情况,监管员指定需要调整的托辊。
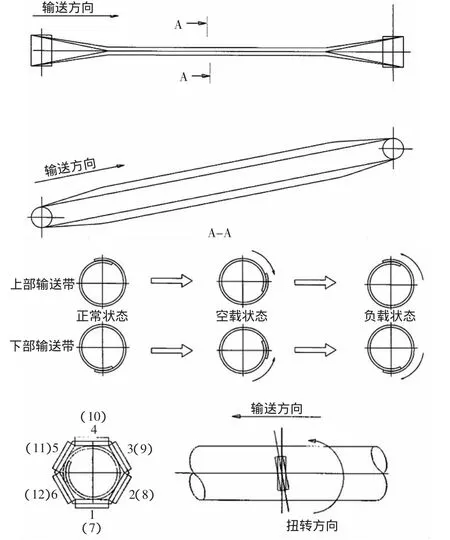
图5 管带机调整示意图
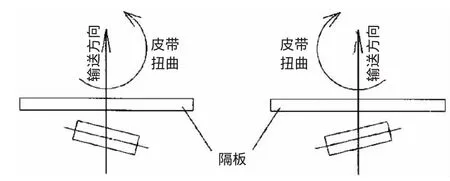
图6 托辊调整
4.1.2 纠正输送带跑偏
驱动段:启动前驱动滚筒必须安装成直线。调整承载段托辊可使输送带精确对准。图7表示承载托辊逆时针旋转会引起输送带向左偏移,承载托辊顺时针旋转会引起输送带向右偏移。
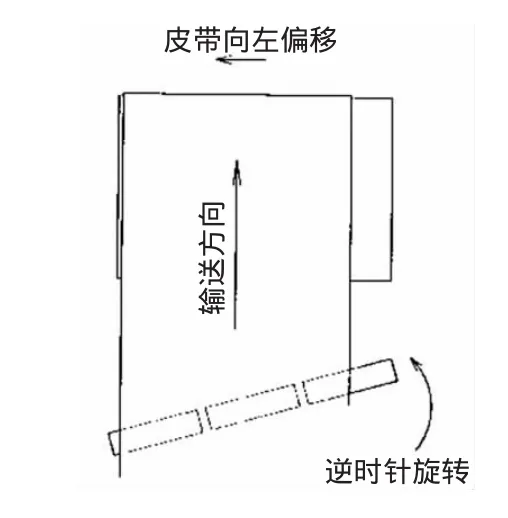
图7 驱动段
返回段:启动前改向滚筒必须安装成直线。调整改向段托辊可使输送带精确对准。图8表示回程托辊逆时针旋转会引起输送带向左偏移,回程托辊顺时针旋转会引起输送带向右偏移。
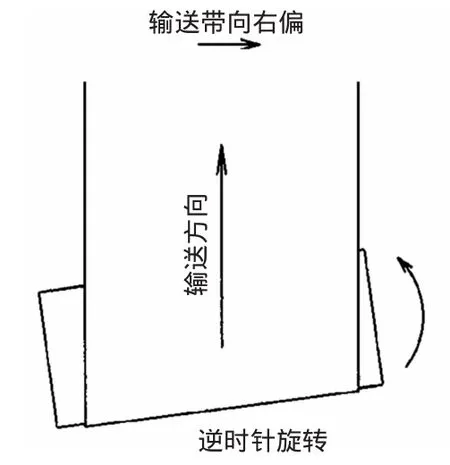
图8 返回段
4.1.3 管带机张紧的调整
管带机输送带张紧不足的表现有输送带运转不连续;输送带不能正确形成管状(六边形);成管段搭接位置变动;输送带与张紧的搭接输送带相反方向沿驱动滚筒偏移,此时应增加配重,如图9。管带机输送带过分张紧的表现有:形成曲面段输送带形状臂其他部分窄很多;输送带与张紧的搭接输送带相反方向沿驱动滚筒偏移,此时应减少配重如图10。
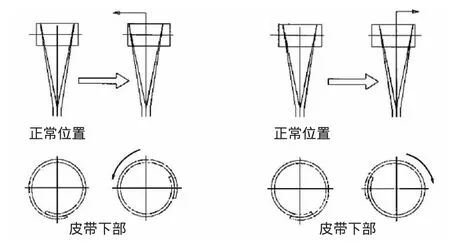
图9 输送带张紧不足的调整
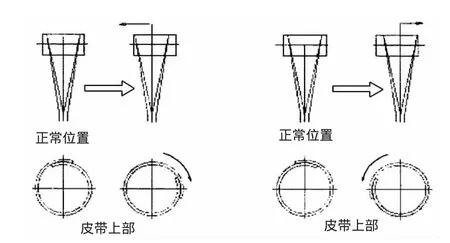
图10 输送带过分张紧的调整
4.2 管带机的调试
待管状带式输送机安装完毕,验收合格后,减速机及润滑部分加满油进行空负荷调试。观察减速机、电机、滚筒、皮带等设备的运行情况,记录好减速机、电机、滚筒的发热及震动情况。特别要注意观察过渡段皮带运行情况,看过渡段能否把平皮带卷为管状皮带,把管状皮带变为平皮带,当不起作用时,要调整过渡段的托辊。当管状皮带的重合部分不在6个托辊正上部时,要调整托辊。
调试后要求:皮带的重合部分在六个托辊正上部;管状皮带不发生蛇转;托棍与皮带接触良好;减速机、电机的振动、温度要达到要求;启动和停止时,拉紧装置工作正常,胶带无打滑现象;不得有刮伤胶带和不允许的摩擦现象存在;上煤时,全部托辊应转动灵活;轴承工作温度应稳定,滑动轴承温度<65℃,滚动轴承温度<80℃;轴承与转动部分无异常状态;无漏油、滑油现象;控制系统正确,运行操作灵活;出力达到标准;联锁和各事故按钮工作良好;导料槽橡胶裙板和胶带之间的间隙合适;液力偶合器无发热现象。
5 结语
太钢管带机的顺利完工,填补了中港和一航安装公司管带机施工空白。在施工过程中通过大家积极的准备,共同的努力,公司的强力支持,德国专家的全力指导,顺利完成了4.5 km的全密封管带机安装调试,解决了在山区施工的测量、道路等种种困难,解决了长距离管带机硫化工艺难题。最后实际调试时间为42 d,开创了管带机调试的新记录,也得到了业主的好评。
参考资料:
[1] 管带机操作说明书[R].德国KOCH公司.
[2]JB/T 10330—2002,圆管带式输送机[S].
