机采棉的性能特征及纺9.7tex纱试验
2013-01-09谭宝莲张道德
谭宝莲,张道德
(新疆轻工职业技术学院,乌鲁木齐 830021)
采棉机的应用,缓解了人工采棉劳动力紧张的矛盾,减少了浪费,且机采籽棉基本无三丝,采摘容易管理,运输方便,加工一致性比较好,因此推广机采棉技术经济效益显著。随着棉花单产及种植面积逐年提高,推广机采棉的经济效益将越来越好。
1 机采棉与人工采棉的物理指标比较
机采棉与人工采棉的物理指标比较见表1。
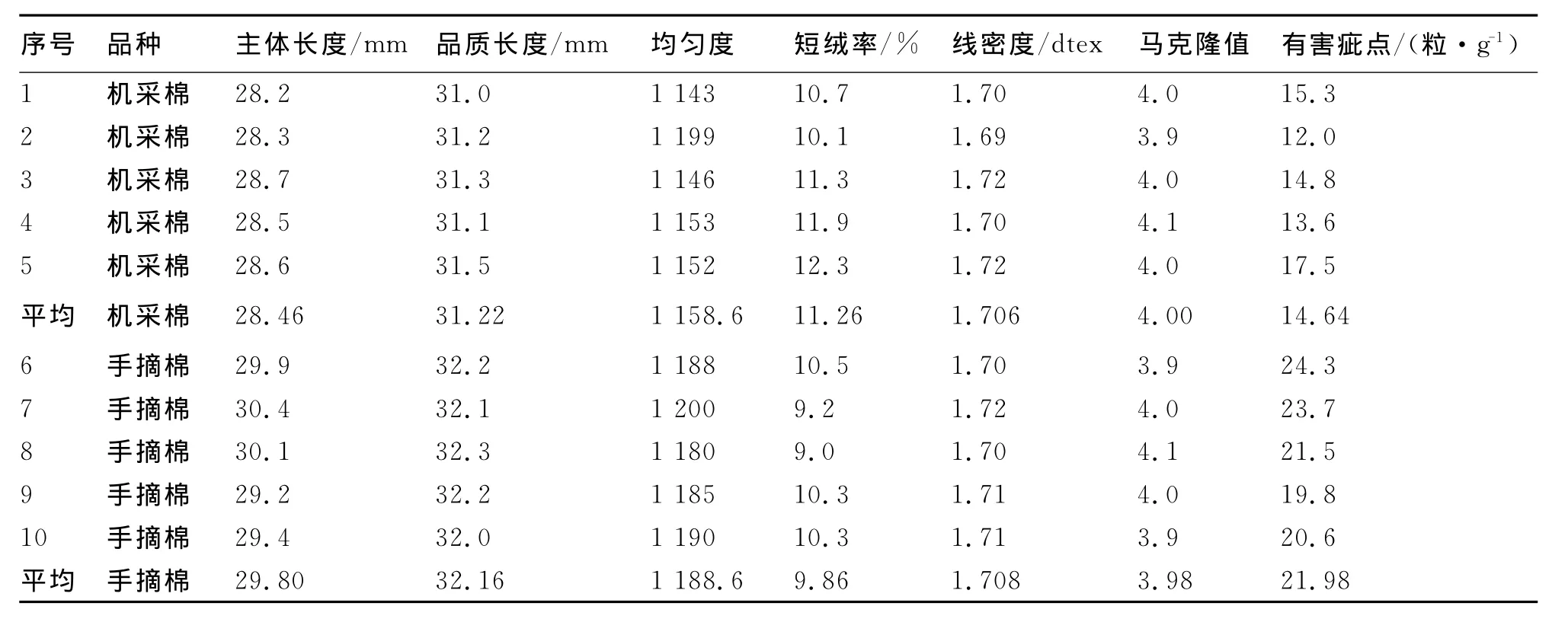
表1 机采棉与人工采棉的物理指标比较
机采棉与人工采棉都是三级棉,其线密度接近,但机采棉的主体长度短,纤维中棉结比较多而短绒率和有害疵点高,纤维品级差;机采棉与人工采棉的主要有害疵点分别是带纤维籽屑和棉结,人工采棉的索丝比机采棉多(表1中手摘棉有害疵点含有三丝、头发丝等异性纤维,机采棉中避免了三丝等有害疵点)。
2 纺纱试验
2.1 配棉方案
在新棉尚未上市的情况下,根据合作公司库存的原棉情况,采用90%的机采棉纺9.7tex纱。
针对机采棉的特点,为确保产品满足客户需求又要合理用棉,根据我厂清梳联流程的配置及其特点,结合配棉单原棉的各项指标以及先前所纺品种的质量标准,进行认真分析对比,制订了相应工艺方案。在确定纺纱方案时,考虑到原棉的实际情况,针对生产不同品种和纺纱规格,其配棉有不同的要求:精梳纱比普梳纱的配棉等级要高,有害疵点要少;涡流纺纱用棉要求纤维长度长,整齐度要好,有害疵点要少;转杯纱全部采用低等级机采棉。各品种的配棉和要求:CJ 18.2tex针织纱或直接出口纱,产品定位为高档产品,配棉等级为2.5级;C 18.2tex针织纱或直接出口纱,产品定位为中档产品,配棉等级为3.0级;涡流纺18.2tex针织纱或直接出口纱,产品定位为中高档产品,配棉等级为3.0级;OE 22.4tex~OE 36.4tex针织纱,产品定位为低档产品,配棉等级为3.5级,全部采用机采棉;各品种采用搭条的方式进行混纺。为了了解机采棉对成纱质量的影响和成纱质量状况,有些品种采用多种比例,而转杯纺采用纯机采棉进行试纺。
2.2 机采棉清梳联工艺流程
FA009型抓棉机→A125型重杂分离器→FA105A型单轴流开棉机→FA029型多仓混棉机→FA116A型主开棉机→FA156型除微尘机→FA1171型棉箱给棉机→FA203C型梳棉机。
流程特点:清花采用一个自由式打击、一个握持式打击相结合的打击方式,自由式打击打手为角钉式,握持式打击打手为齿条式,一个柔和一个开松细致,这样有利于梳棉工序除杂和分梳。
2.3 纺9.7tex纱,90%机采棉配棉情况
纺9.7tex纱,90%机采棉配棉情况见表2。

表2 机采棉普梳9.7tex配棉表
2.4 根据配棉表制订工艺方案
2.4.1 清花工序
a)工艺原则:① 清花工序采取早落少碎,多松少打的原则,勤抓少抓,快转移;② 分类负担即大杂质、大疵点尽可能在清花工序早排除多排除,小杂质、小疵点交给梳棉工序;③ 梳棉早落多落柔和打击的原则尽量多除棉结、杂质等有害疵点;④ 合理控制落棉量。
b)各机台工艺:① 减少FA009型抓棉机每次下降量,1.0mm降为0.8mm以减少抓取块的大小,打手转速设定为1kr/min,小车行进速度设定为18m/min,达到勤抓少抓的目的,有利于下道机械排除杂质和疵点。② 将FA105A型单轴流开棉机打手转速由400r/min提高到450r/min;打手与尘棒的隔距进行了适当调大以增大排杂排疵点,第一隔距由15°调整为20°,第二隔距由12°调整为15°,第三隔距由9°调整为12°,第四隔距由6°调整为10°,使大杂早落多落,提高除杂效率。③ 控制FA116型主除杂机大分梳辊的转速在360r/min,这样可以减少对纤维的损伤又可以有力除杂,同时还调整了每个除尘刀、分梳板、托棉板与大分梳辊的隔距,以利于多排杂,增加分梳。
2.4.2 梳棉工序
a)锡林转速从375r/min提高到450r/min;
b)调整刺辊与除尘刀、分梳板的隔距,增大后部落棉;
c)刺辊转速由850r/min提高到950r/min,以提高后部落杂;
d)提高盖板线速度以增加排除棉结和杂质,盖板线速度由197mm/min提高到237mm/min;
e)降低梳棉机的出条速度以增强分梳和除杂,由80m/min减少到65m/min。
2.4.3 并条工序
采用头并6根并合、末并6根并合的工艺路线,头并后区牵伸设置为1.79倍,这样可以提高纤维伸直平行度,亦可减少棉结的产生。
2.5 纺纱检测
2.5.1 清梳联生产工艺检测
对清梳联生产工艺进行检测结果见表3。
对各机台生条测试,取5m小样测试各参数,从AFIS测试结果看生条质量基本上能够满足增产质量的要求,对高分机台进行整改,消除高分确保产品质量稳定。
2.5.2 筒纱成纱质量检测
筒纱成纱质量检测见表4。

表3 清梳联生产工艺检测结果
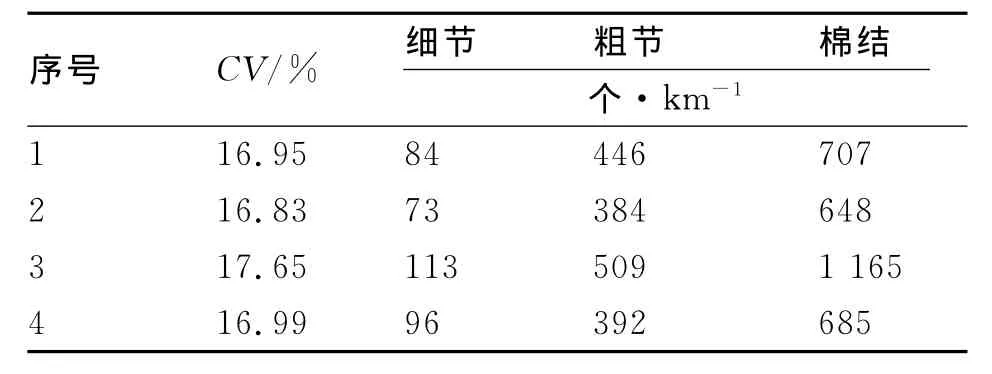
表4 9.7tex筒纱成纱质量检测结果
经过连续两个月的检测,从成纱结果看产品质量稳定,效果较好,与USTER统计公报对比在25%的水平,能够满足生产要求。
3 结语
通过对产品质量不断检测,说明机采棉在设备状况良好、工艺合理的情况下可以纺出合格普梳细号纱,但生产中号纱还要进一步的攻关和研究,力争用高比例的机采棉生产出满足客户需求的产品。
[1]阎实.关于新疆北疆地区推广机采棉的几点看法[J].中国棉花加工,2005(3):34-35.
[2]宋玉兰.新疆棉花产业集群竞争优势的SCP分析[J].中国棉花,2006,33(7):10-13.
[3]樊亚莉.新疆棉花规模化种植与经营调查分析[J].新疆农垦经济,2004(5):51-56.
[4]王海勃,李春学.机采棉加工工艺与设备配置新探[J].棉花加工技术,2007(3):16-17.
[5]刘军民,王新龙.机采棉工艺设备选择及其对棉花质量的影响[J].中国棉花加工,2001(4):13-15.
[6]胡洁,史淑芹.兵团棉花发展优势与取向研究[J].中国农垦,2007(4):17-19.
