齿轮加工工艺数据库管理系统设计
2012-12-27赵锦芝沈凤梅
赵锦芝,沈凤梅
(中原工学院,郑州450007)
齿轮加工工艺数据库管理系统设计
赵锦芝,沈凤梅
(中原工学院,郑州450007)
根据齿轮类零件加工工艺的要求,利用Visual C++6.0软件及Access数据库开发了一种齿轮加工工艺数据库管理系统.该系统是齿轮类零件CAPP系统的一部分,它能够方便地实现齿轮相关参数的查询、修改,减少了工艺人员的工作量.
齿轮;VisualC++6.0;数据库
计算机辅助工艺规划(CAPP)系统的使用,不仅可以提高零件工艺过程的设计速度和质量,而且能保证零件工艺设计的一致性、规范化和标准化.CAPP上与计算机辅助设计相连,下与计算机辅助制造相连,是连接设计与制造的桥梁[1].在现代机械制造业中,CAPP系统能将工艺人员从大量繁重的、重复性的手工劳动中解放出来.
齿轮类零件在机械行业中占有重要地位,是机械产品的重要零部件[2].目前,齿轮类零件加工工艺已比较成熟,但由于齿轮类零件和机床设备的种类较多,齿轮的加工方法多种多样,加工过程中需要考虑的参数比较多,加工工序也比较繁琐[3].因此,建立一个齿轮类零件加工工艺数据库管理系统,能使工艺人员快速地选择所需的齿轮加工参数,缩短齿轮类零件的开发和生产周期.该加工工艺数据库管理系统是齿轮类零件CAPP系统不可缺少的重要组成部分.
1 齿轮加工工艺的整体设计
在齿轮的加工中,采用先进的工艺路线和工艺方法,可以提高生产效率.齿轮加工工艺因齿轮的结构形状、精度等级、生产条件不同而不同.齿轮的加工工艺过程包括齿坯加工、齿形加工、热处理和热处理后的精加工四个阶段[4],如图1所示.齿坯加工必须保证加工基准面的精度;热处理直接决定轮齿的内在质量;齿形加工和热处理后的精加工是制造的关键,也反映了齿轮制造的水平.

图1 齿轮加工过程
在建立齿轮加工工艺数据库管理系统时,要按不同的工件材料、加工参数把工艺数据进行分组,每组工艺数据就是一个子模块.这些模块分别是齿坯基准端面圆跳动公差选择系统;顶锥母线跳动公差选择系统;加工工艺数据库系统;用户加工工艺数据库系统;直齿锥齿轮精刨余量选择系统;直齿锥齿轮刨齿切削速度选择系统.通过加工工艺数据库管理系统的模块化管理,方便了工艺人员对齿轮类零件加工参数的选择和管理,使得工艺人员能够快速制定出合理的齿轮加工工艺路线和工艺方法,缩短了产品的生产周期.
2 数据库管理系统功能模块的设计
齿轮加工工艺数据库管理系统主要包括主界面、用户登录界面、数据库选择界面、修改信息界面等,如图2所示.主界面选用单文档形式的操作方式,用户可通过主界面直接进入不同的数据库查询系统;用户也可通过数据库选择界面进入所选择的系统界面.
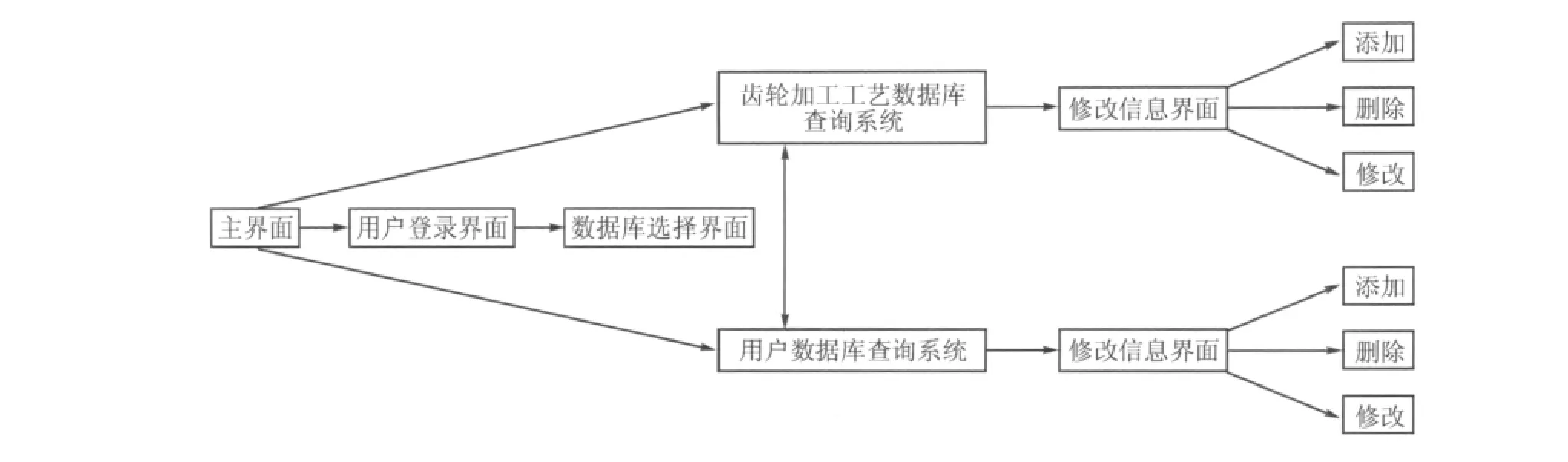
图2 数据库系统的主要界面
3 数据库管理系统的实现
首先在Windows操作系统下,将创建的Access数据库添加到系统数据源ODBC的“用户DSN”中.因为Windows操作系统提供了一种简单的Visual C++6.0与数据库连接的接口,通过下面的操作,即可实现Visual C++6.0与数据库的连接.操作步骤如下:经过“开始”、“控制面板”、“性能和维护”、“管理工具”、“ODBC数据源”等一系列的操作,则弹出“ODBC数据源管理器”对话框.先选择“用户 DSN”,再按“添加(D)…”按钮,找到在Access 2003下所创建的扩展名为“.mdb”的文件存储路径,将该文件添加即可[5].另外,Visual C++6.0软件的 MFC ODBC类封装了ODBC API函数,提供了简化的调用接口.齿轮加工工艺数据库管理系统的设计主要用到了Visual C++6.0的3个类:CDatabase类、CRecordSet类、CRecord View类,这些类的应用使得数据库的调用更为简便[6].
然后进入主界面,如图3所示.通过主界面能进入登陆系统,也能直接进入工艺数据库查询系统或用户数据库查询系统.主界面有整个系统的简介及进入其他界面的快捷方式.
图4所示为用户登录界面,通过该界面进入的用户才可以选择整个齿轮加工工艺数据库管理系统的任意系统进行查询.只有在该界面中正确输入用户名和密码,才会顺利地进入数据库选择界面,如图5所示.如果用户名或密码有一处出现错误,系统将自动提示:“请输入正确的用户名或密码”,直到输入完全正确为止.用户登录界面的实现过程是:首先建立Access数据库,然后将该数据库添加到ODBC数据源,再在Visual C++6.0软件中通过类向导Classwizaed创建“CXin XiSet类”,然后编写相应的登录源代码.
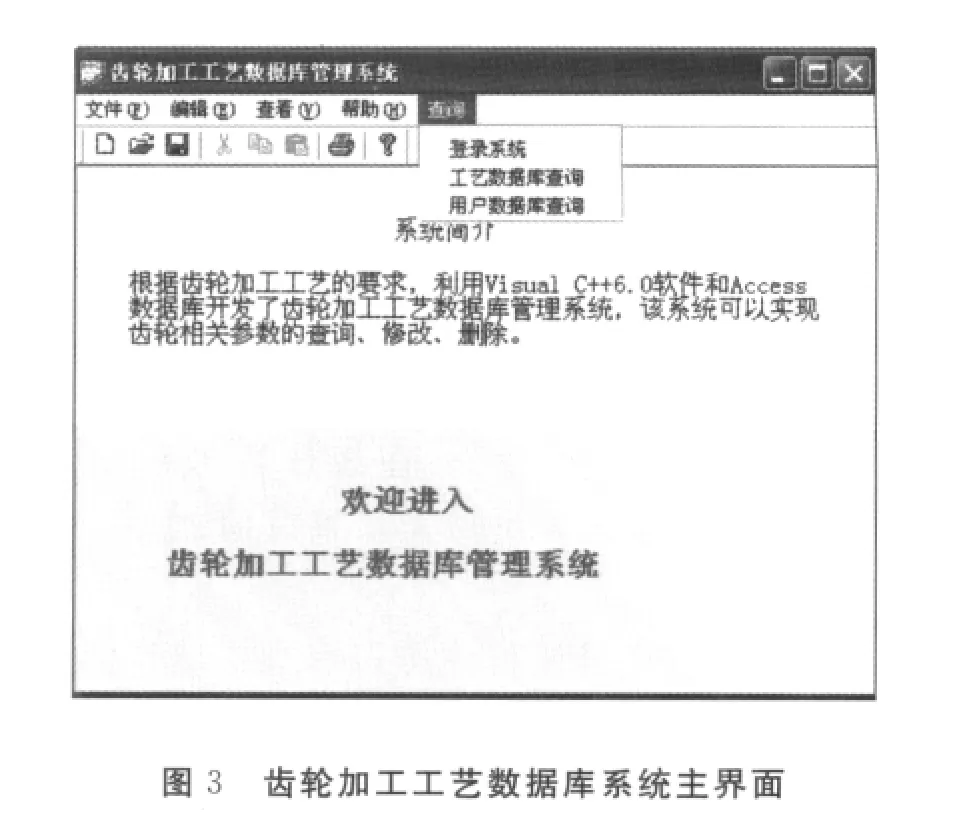

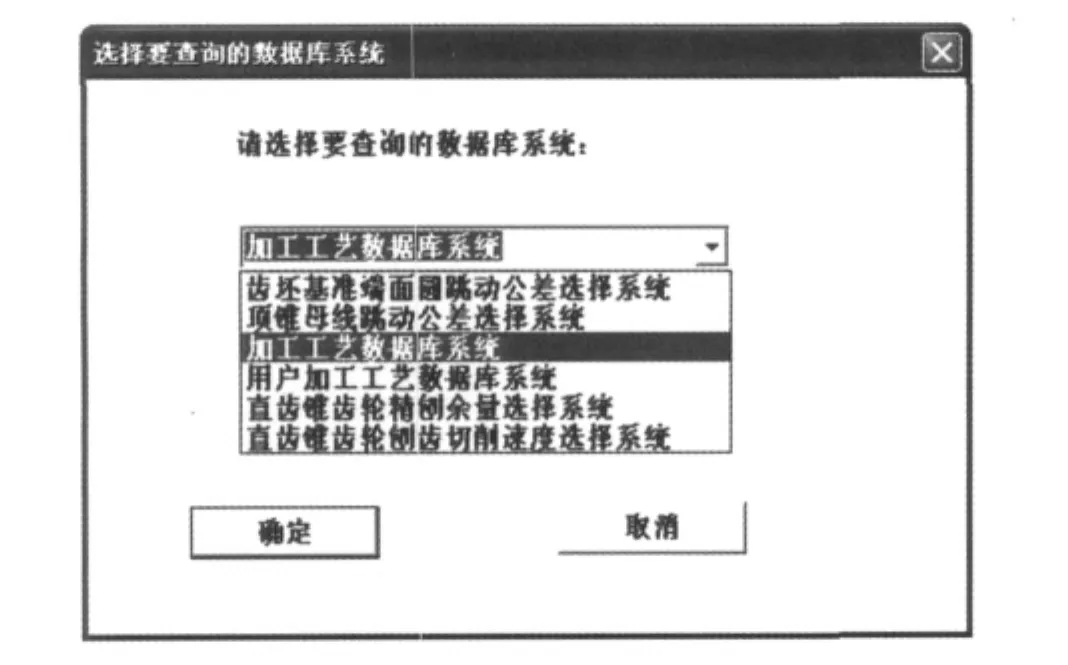
图5 数据库选择界面
当选择其中一个数据库查询系统进行查询时,用户便可以浏览这个数据库.本文以用户进入齿轮加工工艺数据库系统为例,如图6所示.在该系统界面中,用户可以很方便地浏览齿轮加工工艺的相关参数.
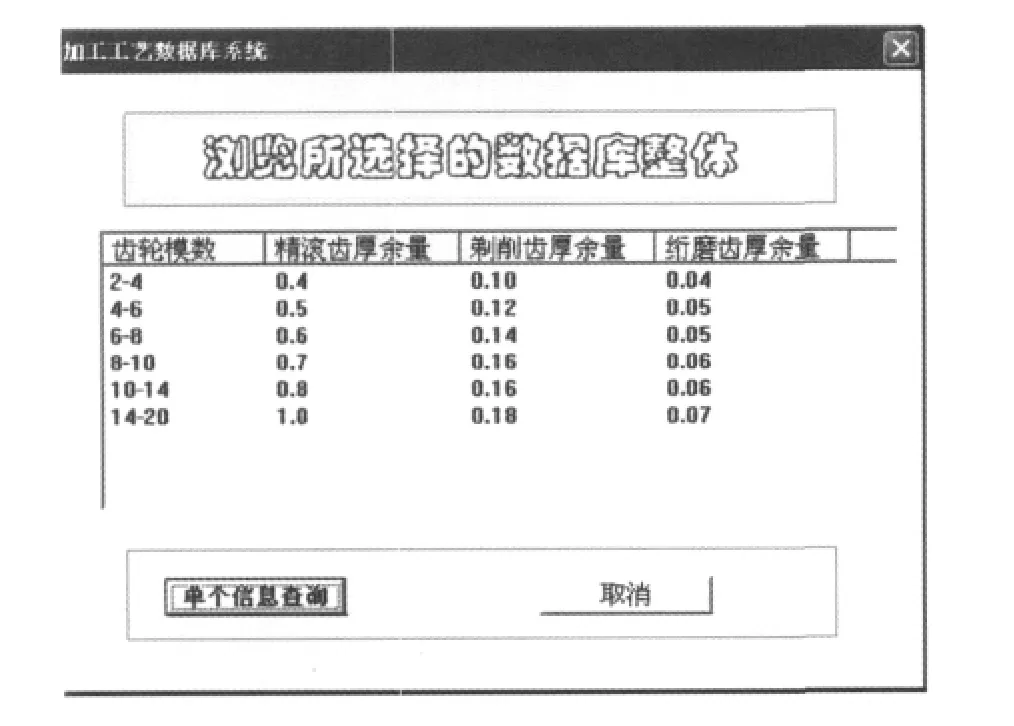
图6 加工工艺数据库系统界面
在图6所示的加工工艺数据库系统界面,用户点击“单个信息查询”按钮,进入加工工艺数据库系统查询界面,就可以进行齿轮具体参数查询,如图7所示.在图7所示的下拉复选框中选择绗磨齿厚余量,然后在后面的具体查询条件中输入0.05.点击“开始查询”按钮,列表控件中就会显示出绗磨齿厚余量为0.05的齿轮其他相应参数,如齿轮模数、精滚齿厚余量等.
当需要对加工工艺数据库系统进行维护时,就要进入修改信息界面,在此界面中可以进行数据库的增加、修改、删除.图8所示为选中“修改”按钮时的情况,此时其他按钮已变为灰色,不能再操作,只有“保存”、“取消”、“退出”等按钮可以操作.当修改完成后,点击“保存”按钮,则加工工艺数据库会自动刷新记录,保存所做的修改.

图7 加工工艺数据库系统查询界面

图8 修改信息界面
在修改信息界面中如果选中“删除”按钮,系统会弹出“是否要删除该条齿轮信息”的提示;如果要将界面中显示的齿轮信息删除,用户点“确定”按钮,则该条信息将从齿轮数据库中永久地被删除.删除成功后,系统会自动刷新记录,如图9所示.
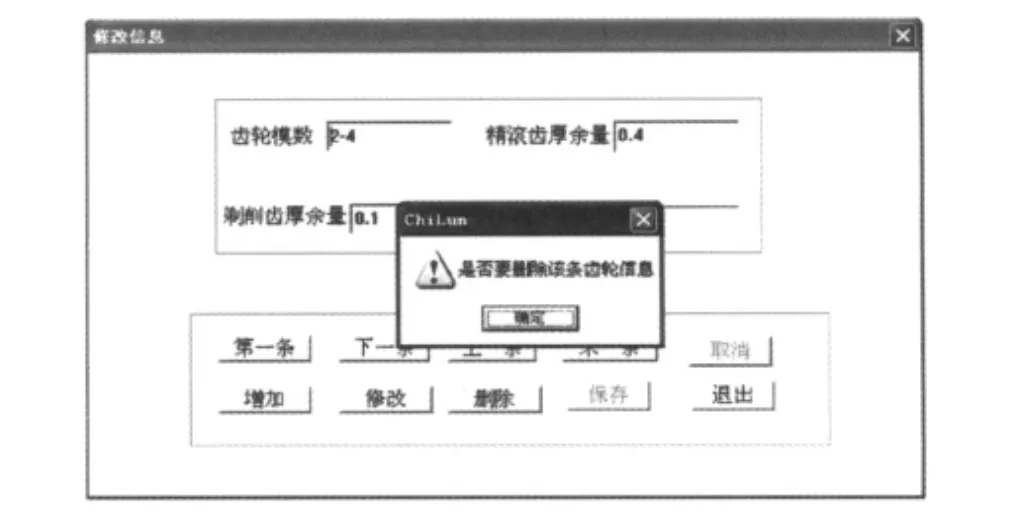
图9 删除信息界面
4 结 语
本文开发了一种齿轮加工工艺数据库管理系统,介绍了Visual C++6.0软件与Access数据库的链接方式,及整个系统的实现过程.该系统对完成整个齿轮类零件CAPP系统的设计有一定的参考价值.
[1]赵汝嘉,孙波.计算机辅助工艺设计[M].北京:机械工业出版社,2000.
[2]杨进.小模数齿轮的CAPP系统研究[D].郑州:郑州大学,2005:32-33.
[3]覃寿同,李大磊.齿轮类零件CAPP专家系统的开发与研究[D].郑州:郑州大学,2007:1-2.
[4]强增,原思聪.齿轮设计专家系统的研究与开发[J].武汉:华中理工大学学报,2004(6):76-79.
[5]夏崇镨,任海军.Visual C++课程设计案例精编[M].北京:清华大学出版社,2008.
[6]侯俊杰.深入浅出MFC第二版[M].武汉:华中科技大学出版社,2001.
Design of Gear Machining Technology Database Manager System
ZHAO Jin-zhi,SHEN Feng-mei
(Zhongyuan University of Technology,Zhengzhou 450007,China)
Gear machining technology database manager system is developed by Visual C + +6.0 software and Access database according to gear parts’processing requirements.The gear machining technology database manager system is the composition of CAPP(computer aided process planning)of the parts like gear.Related gear parameters can be queried and revised.It also can reduce process engineer’s work.
gear;Visual C++6.0;database
TH162
A
10.3969/j.issn.1671-6906.2012.01.004
1671-6906(2012)01-0013-04
2011-11-20
国家863计划项目(2005AA404290);河南省基础与前沿技术研究计划项目(112300410108);河南省教育厅自然科学研究计划项目(2008A460016)
赵锦芝(1969-),女,黑龙江哈尔滨人,副教授.
