杂环芳香族聚酰胺纺丝原液孔口胀大效应的研究
2012-12-22胡诚成顾如茜于俊荣胡祖明
胡诚成,陈 蕾,顾如茜,于俊荣,诸 静,胡祖明
(东华大学纤维材料改性国家重点实验室,上海201620)
杂环芳香族聚酰胺纺丝原液孔口胀大效应的研究
胡诚成,陈 蕾,顾如茜,于俊荣,诸 静,胡祖明*
(东华大学纤维材料改性国家重点实验室,上海201620)
采用摄影法研究了杂环芳香族聚酰胺纺丝原液的孔口胀大效应。结果表明:杂环芳香族聚酰胺纺丝原液在喷丝头挤出时会发生孔口胀大现象,在纺丝原液比浓对数黏数为4.20 dL/g,温度20~65℃,挤出压力0.25~0.45 MPa,喷丝孔长径比为1~7,滤布层数为1的条件下,纺丝原液的孔口胀大比为1.089 0~1.344 8;纺丝原液的孔口胀大比随着原液温度的上升、毛细管长径比的增大和滤布层数的增加呈逐渐减小趋势,随着聚合物相对分子质量的增大和挤出压力的增加呈逐渐增大趋势;纺丝原液的孔口胀大活化能随挤出压力的增加而增大。
杂环芳香族聚酰胺 纺丝原液 孔口胀大 杂环芳纶 摄影法
杂环芳香族聚酰胺是分子结构中含杂环结构的芳香族聚酰胺,其纺丝原液经过湿法纺丝制得的纤维称为杂环芳纶。杂环芳纶具有高强度、高模量、耐高温、耐化学腐蚀等优异性能,在装甲防护和飞行器结构材料上有着广泛的用途[1]。目前,国内对其研究尚属起步阶段。
当高聚物流体从小孔、毛细管或狭缝中挤出时,挤出物的直径或厚度会明显地大于孔口的尺寸,这种现象叫做挤出胀大,亦称巴拉斯效应[2-3]。通常定义挤出物的最大直径(D)与喷丝孔直径(D0)的比值来表征胀大比(B)。湿纺时的纺丝原液的孔口胀大与纺丝工艺及最终纤维的物理机械性能之间有非常密切的关系[4-6]。
目前研究高聚物流体孔口胀大效应的方法通常有摄影法[7-8]和重量法[3]两种。摄影法就是利用超倍摄像头拍摄高聚物流体喷出喷丝口时,位于口模处的孔口胀大图像,再经过测量孔口直径和最大胀大处流体的直径来得到B。由于摄影法相对于重量法来说更加直观和精确,作者采用摄影法对杂环芳纶纺丝原液的孔口胀大效应进行研究,初步确定杂环芳纶纺丝原液的B随纺丝原液温度、挤出压力、喷丝孔长径比(L/D)、滤布层数和聚合物相对分子质量的变化规律。
1 实验
1.1 实验原料
杂环芳香族聚酰胺纺丝原液主要由对苯二胺(PPD)、对苯二甲酰氯(TPC)、5(6)-氨基-2-(4-氨基苯)苯并咪唑(M3)按照不同配比聚合而成。由于杂环芳香族聚酰胺聚合物为线性聚合物,其稀溶液的比浓对数黏度(ηinh)与其相对分子质量有一定的比例关系,通过对聚合物ηinh的测定来表征所得高聚物的重均分子量。本实验用杂环芳香族聚酰胺纺丝原液的 ηinh分别为2.87,4.20,4.91dL/g(采用乌氏粘度计测量ηinh)。
1.2 实验仪器
自制挤出胀大装置:毛细管直径0.5 mm,L/D为1,3,5,7;USB 接口电子显微镜:上海精密科学仪器有限公司制;滤布为不锈钢过滤网。
1.3 实验方法
实验采用USB超倍电子摄像头对杂环芳纶纺丝原液挤出物进行直接摄影,从而得到其挤出胀大的图像。接着分别测量流体的最大直径和口模直径。计算两者的比值,从而求出B。
实验参数的设定:挤出压力为0.25~0.45 MPa;原液温度为20~65℃。
2 结果与讨论
2.1 孔口胀大效应的定性
杂环芳香族聚酰胺纺丝原液在一定压力下经喷丝头挤出时存在孔口胀大现象,如图1所示。这是由于杂环芳香族聚酰胺聚合物流体是切力变稀的非牛顿流体,所以造成孔口胀大[9-10]。但由于其分子链刚性较大,运动主体链长且运动的空间要求较大,所以其孔口胀大现象没有分子链柔性较大的间位芳纶纺丝原液的明显[11]。

图1 杂环芳香族聚酰胺纺丝原液孔口胀大现象Fig.1 Die swell of heterocyclic aromatic polyamide spinning solution
2.2 L/D对B的影响
由图2可知,不同挤出压力下的杂环芳纶纺丝原液的B都是随着L/D的增加而减少的。这是由于一般的湿法纺丝时,纺丝原液通过喷丝孔的时间一般为0.1~100 ms,而其松弛时间一般为10~100 ms,高出一个数量级。所以随着喷丝头L/D的增加,高聚物流体在孔道内的流动时间增加,弹性形变有更多的时间得到松弛,从而孔口胀大变小。当L/D到达7时,大部分弹性形变基本得到松弛,剩余的弹性形变虽然继续随着L/D的增加进而得到松弛,但变化已经甚微。
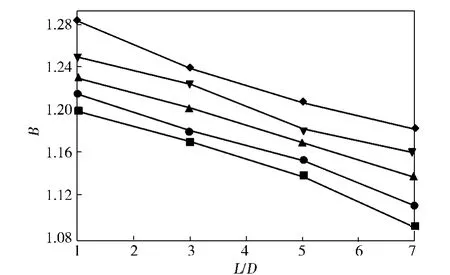
图2 不同挤出压力下纺丝原液的B与L/D的关系Fig.2 Relationship between B and L/D of spinning solution under different extrusion pressure
在生产上,为了提高纺丝的速度与质量,尽量减少B,增加L/D也是非常有效的方法之一。但L/D不宜过大,过大的L/D不但会使加工与制造变得困难而且也会使喷丝头的压降明显增加,这样就不利于杂环芳纶纺丝原液的挤出,且L/D越大纺丝原液越接近牛顿流体。
2.3 挤出压力对B的影响
由图3可知,不同温度下杂环芳香族聚酰胺纺丝原液的B随着挤出压力的增大而变大。这是由于随着挤出压力的升高,流体的入口效应和剪切流变产生的弹性形变都增大,流体在毛细管中停留时间变小,其与试样中大分子弛豫时间的比值随着变小,所以B相应变大。由于挤出压力的增大会使流体内大分子聚集体结构在外力作用下发生变化,大分子之间的作用力变弱,从而增加了流体的流动性,有利于纺丝成形。因此,可通过提高挤出压力来减少温度对纺丝成形的影响和B太大对纺丝速度的影响。
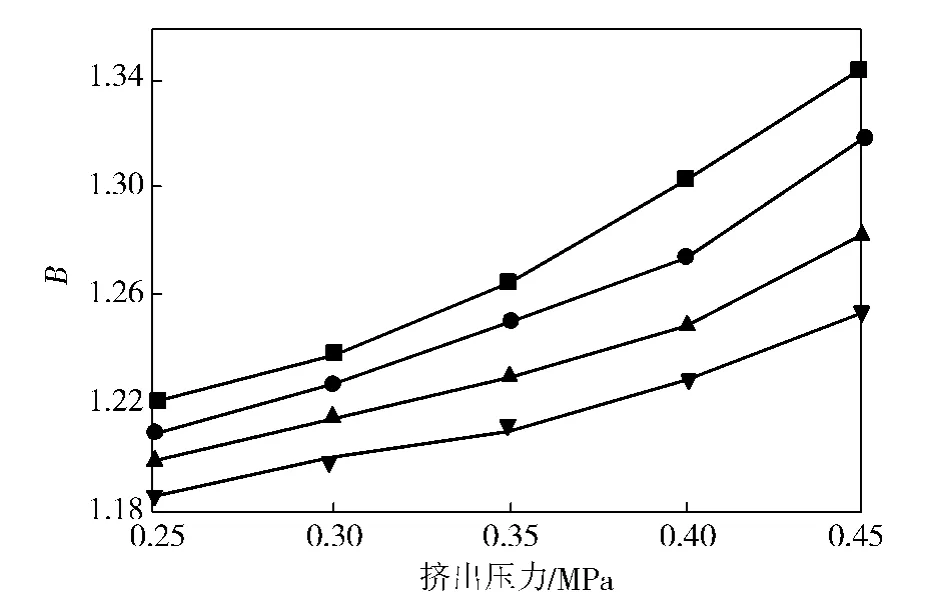
图3 不同温度下纺丝原液的B与挤出压力的关系Fig.3 Relationshiop between B and extrusion pressure of spinning solution at different temperature
2.4 原液温度对B的影响
挤出物的孔口胀大是粘弹性高聚物的特性,是高聚物的弹性所引起的,对原液温度比较敏感。由图4可知,随着原液温度的上升,B逐渐减小。随着原液温度的上升,大分子链的活动能力增加,分子间的作用力减小,弛豫时间缩短,由入口效应造成的剩余弹性形变变小。同时,原液温度的升高还会抑制剪切流动过程中大分子构想的改变,也加快了剪切流动所造成的弹性形变的弛豫使得高聚物粘弹流体逐渐向牛顿流体靠拢。因此,B随着原液温度上升而减小。
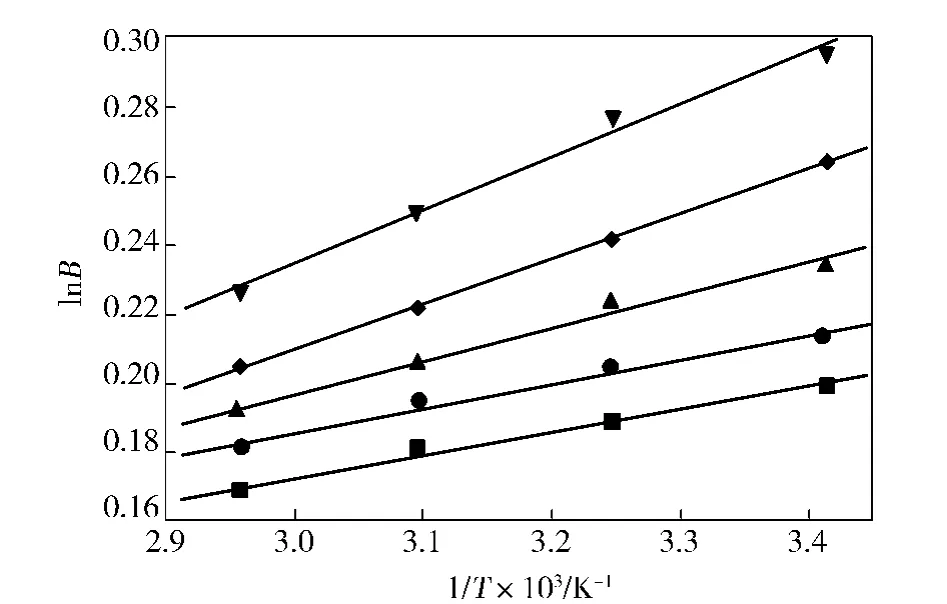
图4 不同挤出压力下纺丝原液的lnB与1/T的关系Fig.4 Relationship between lnB and 1/T of spinning solution under different extrusion pressure
从图4还可知,lnB与1/T之间具有很好的线性关系,即B随T上升呈指数下降,可用类似Arrhenius方程式的经验公式来描述变化规律:

式中:A为指前因子;EB为孔口胀大活化能;R为摩尔气体常量8.314 5。
根据式(1),可由图中各直线的斜率求出相应条件的EB。由表1可知,EB随着挤出压力的增加而增大,进一步说明随着挤出压力的增加,B对温度的敏感性增强。

表1 纺丝原液的EB与挤出压力的关系Tab.1 Relationship between EBof spinning solution and extrusion pressure
2.5 ηinh对B的影响
由图5可知,在L/D,原液温度,滤布层数不变的条件下,随着聚合物流体ηinh的增加,B变大。这是因为随着聚合物流体ηinh的上升,聚合物的相对分子质量增大,大分子链的活动能力变弱,弛豫时间增大。在高强高模纤维的制备过程中,高的聚合物相对分子质量是最终纤维优异力学性能的坚实基础,但随着聚合物相对分子质量的增大,聚合物溶液的非牛顿性增加,弹性增大,如果此时温和压力等工艺条件选择不恰当,会使聚合物溶液B过大,影响到纺丝的顺利进行。通过研究杂环芳香族聚酰胺纺丝溶液的B和ηinh的关系,对于纺丝过程中工艺条件的选择提供帮助。

图5 不同挤出压力下纺丝原液的B与ηinh的关系Fig.5 Relationship between B and ηinh of spinning solution under different extrusion pressure
2.6 滤布层数对B的影响
由图6可知,在L/D,原液温度,ηinh等条件不变的条件下,当流体经过滤布过滤进入毛细管,随着滤布层数的增加,B变小。这是由于大分子链经过滤布时,滤布的滤孔较小,对流体产生了剪切弹性形变。因此滤布的层数的增加就相当于L/D的增加,使得大分子的缠结减少,这又利于纺丝速度的提高,对于实际生产具有重要的指导意义。此外,由于滤布层数增多,纺丝压力集中在滤布之前,孔中压力减小同样导致B的变小,但实验采用3层滤布时,纺丝原液无法正常挤出。
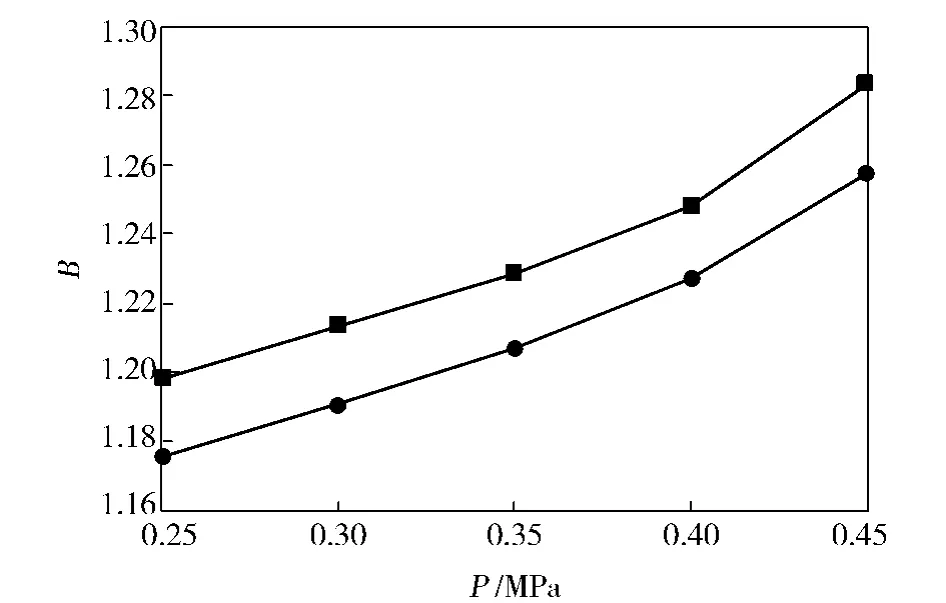
图6 不同滤布层数时纺丝原液的B与挤出压力的关系Fig.6 Relationship between B and extrusion pressure of spinning solution using filter cloth of different layers
3 结论
a.杂环芳香族聚酰胺纺丝原液在喷丝头挤出时会发生较为明显的孔口胀大现象,纺丝原液的B为1.089 0 ~1.344 8。
b.杂环芳香族聚酰胺纺丝原液的B随着原液温度的上升、L/D的增大和滤布层数的增加呈逐渐减小趋势,随着聚合物ηinh的增大和挤出压力的增加呈逐渐增大趋势。
c.杂环芳香族聚酰胺纺丝原液的EB随着挤出压力的增加而增大。
[1]高宝山,陈蕾,朱礼梁,等.含杂环的共聚芳香族聚酰胺的热性能[J].东华大学学报,2011,37(3):272 -277.
[2]He M J,Chen W X,Dong X X.Polymer Physics[M].Shanghai:Fudan University Press,1991:288 -289.
[3]曾小梅,张莹,赵炯心.聚丙烯腈-二甲基亚砜溶液挤出胀大的研究[J].合成技术及应用,2004,19(3):9-12.
[4]Tanner R I.A theory of die-swell revisited[J].J Non-Newtonian Fluid Mech,2005,29(2):85-87.
[5]Den Doelder C F J,Koopmans R J.The effect of molar mass distribution on extrudate swell of linear polymers[J].J Non-Newtonian Fluid Mech,2008,152(1/2/3):195 -202.
[6]Liang J Z.Effects of extrusion conditions on die-swell behavior of polypropylene/diatomite composite melts[J].Polym Test,2008,27(8):936 -940.
[7]张幼维,赵炯心,张斌,等.硫氰酸钠法腈纶纺丝溶液流变性能的研究[J].合成纤维工业,2000,23(3):15 -19.
[8]Sombatsompop N,Sergsiri S.Die swell ratio of polystyrene melt from anelectro-magnetized capillary die in an extrusion rheometer:effects of barrel diameter,shear rate and die temperature[J].Polym Adv Technol,2004,15(8):472 -480.
[9]唐国平,陈蕾,高宝山,等.含杂环共聚芳香族聚酰胺溶液的动态流变特性[J].合成纤维工业,2011,34(3):11-13.
[10]Chen Lei,Hu Zuming,Gao Baoshan,et al.Flow behavior of heterocyclic aramid concentrated solution[J].Adv Mater Res,2011(146/147):470-474.
[11]Lin Sifei,Yu Junrong,Chen Lei,et al.Study on die-swell behavior of meta-aramid solutions during dry-wet spinning process[C]//Proceedings of 2011 International Conference on Advance Fibers and Polymer Materials,Beijing:Chemical Industry Press,2011:231 -233.
Die-swell behavior of heterocyclic aromatic polyamide spinning solution
Hu Chengcheng,Chen Lei,Gu Ruxi,Yu Junrong,Zhu Jing,Hu Zuming
(State Key Laboratory for Modification of Chemical Fibers and Polymer Materials,Donghua University,Shanghai201620)
The die-swell behavior of heterocyclic aromatic polyamide spinning solution was studied by photography.The results showed that the die-swell behavior of heterocyclic aromatic polyamide spinning solution occurred as extruded from spinneret;the die-swell ratio of the spinning solution was 1.089 0 -1.344 8 under the conditions as followed:logarithmic viscosity number of spinning solution 4.20 dL/g,temperature 20 -65 ℃,extrusion pressure 0.25 -0.45 MPa,length-diameter ratio of spinneret hole 1-7,filter cloth layer number 1.The die-swell ratio of the spinning solution gradually decreased while increasing the spinning solution temperature,capillary length-diameter ratio and filter cloth layers and gradually increased while increasing the relative molecular mass of polymer and extrusion pressure;and the die-swell activation energy of the spinning solution increased with the increase of extrusion pressure.
heterocyclic aromatic polyamide;spinning solution;die swell;heterocyclic aramid;photography
TQ342.73
A
1001-0041(2012)04-0016-04
2011-11-06;修改稿收到日期:2012-05-20。
胡诚成(1987—),男,硕士研究生,从事高性能纤维制备及改性工作。E-mail:286301447@qq.com。
国家“973”计划资助项目(2011CB606103);纤维材料改性国家重点实验室重大研究课题资助项目(LZ0914)。
* 通讯联系人。E-mail:hzm@dhu.edu.cn。
