基于POLYFLOW模拟不同微孔形状及拉伸速率的共挤出流动
2012-12-22刘娜娜甘学辉
刘娜娜,甘学辉,陈 淮,王 磊,刘 冰
(东华大学机械工程学院,上海201620)
基于POLYFLOW模拟不同微孔形状及拉伸速率的共挤出流动
刘娜娜,甘学辉,陈 淮,王 磊,刘 冰
(东华大学机械工程学院,上海201620)
以聚酰胺6(PA6)和聚对苯二甲酸乙二醇酯(PET)两种聚合物为原料,应用POLYFLOW软件模拟并列型PA6/PET熔体共挤出过程的现象,讨论了2种熔体在不同入口角、不同长径比的微孔结构下的挤出胀大比的变化规律。结果表明:长径比较小时,入口角对挤出胀大比有一定的影响;长径比较大时,入口角对挤出胀大比几乎没有影响;随着长径比的增加,挤出胀大比逐渐减小。随着拉伸速率的增加,挤出胀大比减少;拉伸速率过大时,容易产生熔体破裂,因此,适当的拉伸速率可以减小挤出胀大比。
聚己内酰胺 聚对苯二甲酸乙二醇酯 挤出胀大比 数值模拟 拉伸速率
共挤出成型是通过组合两种或多种不同的熔体流共同挤出得到的,产品充分发挥各组分材料的特性的成型加工方法。目前针对共挤出的研究很多,主要集中在两熔体界面的形状和稳定性方面,共挤出聚合物的胀大问题,除包含自由胀大表面外还包含两种流体之间的界面的变化,使求解更为复杂[1]。
由于聚己内酰胺(PA6)纤维具有断裂强度高,耐腐蚀性好等特点,其应用广泛,但PA6纤维模量低、易伸长尺寸稳定性较差,而涤纶模量比PA6纤维高2~3倍[2],尺寸稳定性也高于 PA6纤维。因此通常在PA6切片中加入一定量的聚酯(PET)切片进行熔融纺丝改性。
研究者发现具有并列型复合结构的纤维在获得永久卷曲性效果的同时,赋予纤维良好的弹性[3]。作者基于POLYFLOW软件对圆形微孔的共挤出进行数值模拟,研究了并列型PA6/PET熔体从圆形微孔中挤出时的流动状态。界面不稳定性和离模膨胀是影响共挤出成型制品性能的重要因素,研究过程中参数的变化对挤出胀大的影响具有重要的研究价值[4]。其中主要研究了喷丝微孔的结构对挤出胀大比的影响。
1 实验
1.1 理论模型的建立
1.1.1 控制方程
为了简少计算量,对高聚物熔体的稳定流动做以下假设:1)熔体为不可压缩的非等温稳态层流;2)熔体在流道壁上为无滑移流动,即其各个速度分量为零;3)由于聚合物的高粘性,忽略惯性力和质量力对流动的影响;4)流体在口模内流动为完全发展流。基于以上假设,聚合物流动的控制方程形式如下。
式中:V为速度矢量;ρ为密度;τ为应力张量;p为压力;T为流体温度;Cp为定容比热;q为导热通量向量;▽为微分算子。
聚合物熔体流动本构方程采用Phan-Thien-Tanner(PTT)粘弹性本构模型[5]:

式中:τ1,τ2分别为上、下随流时间导数;ε,ξ分别控制材料的拉伸性能和剪切性能;η为黏度;λ为松弛时间;D为形变速率张量。
在该模拟中PA6,PET所需模拟参数如表1所示。
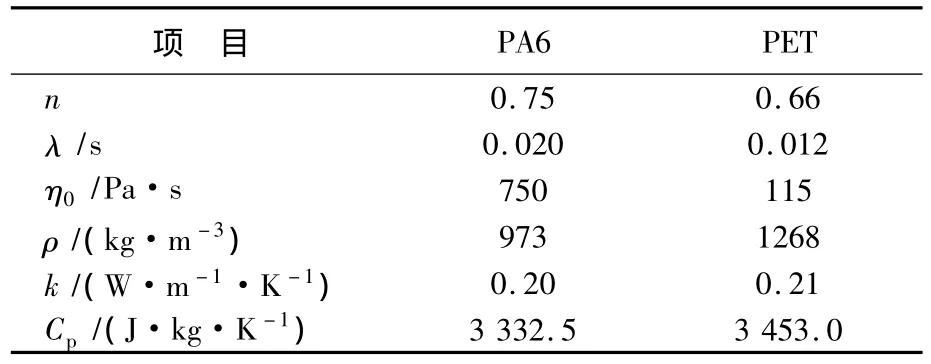
表1 模拟参数Tab.1 Simulated parameters
1.2 几何模型的建立
采用圆形微孔口模实体模型如下图1a所示,共挤出口模分为口模内流动区域(长度0.6 mm)和离模膨胀区域(长度10 mm),圆形截面的直径为0.3 mm。采用正六面体最小单元进行网格划分,其网格模型如图1b所示。
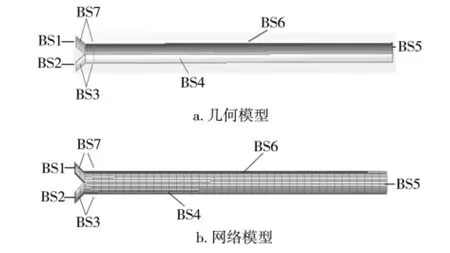
图1 数值模拟模型的建立Fig.1 Numerical simulation model
1.3 边界条件
1)BS1:入口流量(Q)为 20 mm3/s;BS2:Q为20 mm3/s。
2)BS3,BS7:法向速度(Vn)等于切向速度(Vs),均为0,绝热力界。
3)两熔体的界面:Interface运动学条件为在界面上速度场是连续的,即熔体流动没有穿透界面,界面上两种熔体的切向速度相等;动力学条件为界面两侧的切向应力和法向应力是连续的,即两侧的应力张量相等。
4)BS4,BS6:胀大表面上必须同时满足速度边界条件和应力边界条件,即Vn为0,法向应力(fn)为0,切向应力(fs)为0。
5)BS5:不考虑牵引速度的影响,即fn等于fs,为0。
6)迭代方法[6]:为了减少计算量,压力和应力采用线性迭代,黏度采用Picard迭代,速度采用Mini-element迭代。
2 结果与讨论
2.1 熔体出入口处的速度等值线图分布
从图2可以看出,在出口处的速度最大值出现在熔体黏度较小的PET一侧,符合黏度小的熔体逐渐包裹黏度高的熔体的趋势这一规律,界面向黏度较高的熔体一侧偏移。
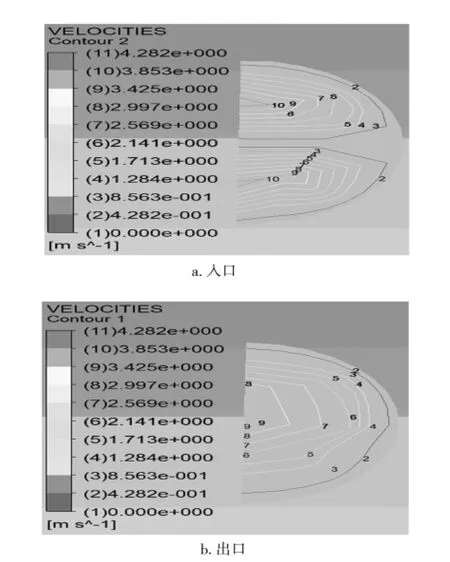
图2 熔体出入口处的速度等值线图分布Fig.2 Melt inlet and outlet velocity equivalent value line map
2.2 微孔结构对挤出胀大比(B)的影响
熔体在收敛流道中流动时会受到拉伸流动,会导致强烈的入口弹性效应,在不同的微孔长径比(L/D)和不同的入口角(α)的情况下对B的影响也不同。
从图3可以看出,B随着L/D的增加而下降,当L/D较小时,α的大小对B有一定的影响,α小于45°时,B较小;α大于60°时,B较大,但是在这一范围内α的变化对挤出胀大的影响很小;随着微孔的L/D的增加,α的大小对B的影响变得很不明显,即α对挤出胀大的影响随着L/D的增大而逐渐消失。
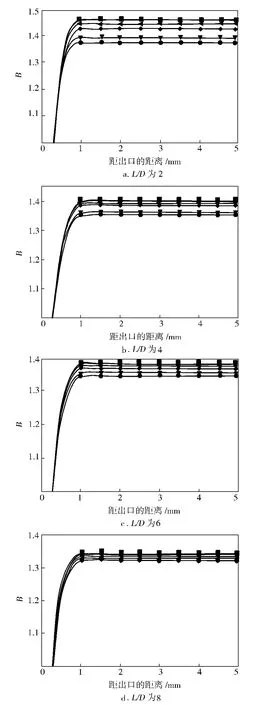
图3 在不同L/D下的α对B影响Fig.3 Effect of α on B at different L/D
2.3 拉伸速率(v)对B的影响
从图4可以看出:随着v的增加,B减小,并且由挤出胀大变为挤出收缩;但是随v的增加,熔体沿挤出方向的速度梯度也会增加,当v过大时,会使挤出流动变得不稳定,很容易产生熔体破裂等现象,会影响产品的质量。因此要将v控制在适合的范围内,以满足产品的性能要求。
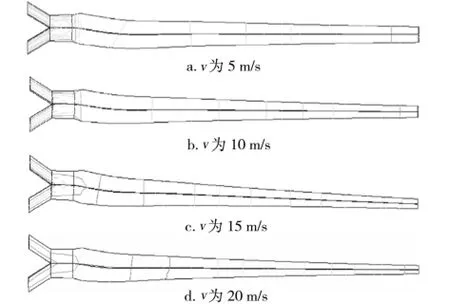
图4 不同v对B的影响Fig.4 Effect of v on B
3 结论
a.B随着L/D的增加而减小,当L/D较小时,微孔α对B有一定的影响,当L/D较大时,微孔α对B几乎没有影响。
b.随着v的增加,B减小;但是当v过大时,会使挤出流动变得不稳定,容易产生熔体破裂等现象,因此要适当的调节v的大小。
[1]张敏,孙胜,贾玉玺,等.聚合物共挤出过程的挤出胀大有限元分析[J].高分子材料科学与工程,2006,22(5):36 -39.
[2]薛芳峰,胡永笑,付洪波,等.PA6/PET切片熔融共混纺丝工艺介绍[J].合成纤维,2009,38(11):44 -46.
[3]张大省,王锐.超细纤维生产技术及应用[M].北京:中国纺织出版社.2007:93-95.
[4]纪占国.分层界面滑移对聚合物共挤成型过程影响的数值模拟研究[D].南昌:南昌大学,2008.
[5]Simhambhatla M,Leonov A I.On the rheological modeling of viscoelastic polymer liquids with stable constitutive equations[J].Rheol Acta,1995,34(3):259 -273.
[6]黄树新,鲁传敬.基于Cross方程的IUPAC-LDPE熔体挤出胀大的数值模拟[J].水动力学研究与进展,2007,6(22):677-681.
POLYFLOW simulation of co-extrusion flow under different micropore shape and stretching rate
Liu Nana,Gan Xuehui,Chen Huai,Wang Lei,Liu Bing
(College of Mechanical Engineering,Donghua University,Shanghai201620)
The co-extrusion process of side-by-side polyamide 6(PA6)/polyethylene terephthalate(PET)melt was simulated with POLYFLOW software.The change law of the die swell ratio of these two melts was discussed under the microhole structure with different inlet angle and length-diameter ratio.The results showed that the inlet angle had a certain effect on the die swell ratio at lower length-diameter ratio,but had little effect on the die swell ratio at higher length-diameter ratio;the die swell ratio gradually decreased with the increase of length-diameter ratio or tstretching rate;and melt fracture easily occured at extremely high stretching rate,so a rational stretching rate should be controlled to decrease the die swell ratio.
polycaprolactam;polyethylene terephthalate;die swell ratio;numerical simulation;stretching rate
TQ340.642
A
1001-0041(2012)05-0062-04
2011-11-01;修改稿收到日期:2012-06-13。
刘娜娜(1986—),女,硕士研究生,从事新型纺织机械研究。E-mail:liunana19861006@163.com。
上海市教育委员会科研创新重点项目(12ZZ066);高等学校博士学科点专项科研基金(20100075120011);中国纺织工业协会指导性计划项目(2011149);中央高校基本科研业务费专项资金资助。
