钣金零件折弯工艺简析
2012-12-21刘丽琴唐娟娟
刘丽琴,唐娟娟
(中国电子科技集团公司第二研究所,山西 太原030024)
钣金是针对金属薄板(厚度通常在6 mm 以下)一种综合冷加工工艺,其显著的特征,就是同一零件厚度一致。本文简述了钣金折弯加工方式所要注意的工艺要求。
1 折弯件的最小弯曲半径
弯曲零件的结构设计,应避免过小的弯曲圆角半径,以避免材料的拉伸应力造成的材料断裂。常用材料的最小弯曲半径参见表1。
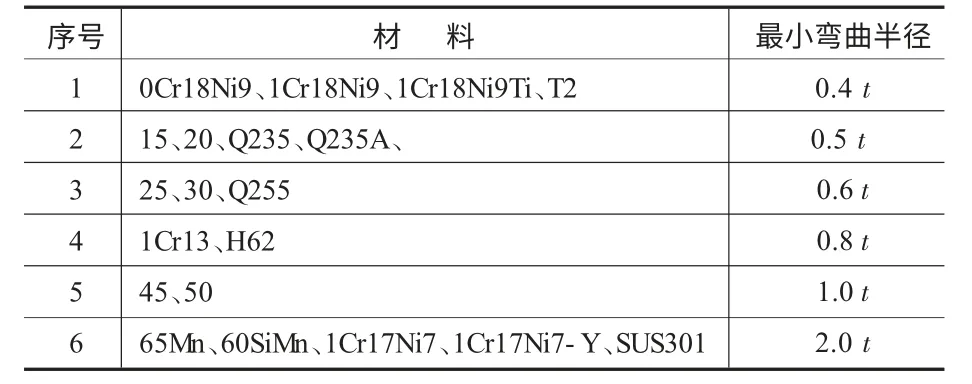
表1 常用材料最小弯曲半径参考表
弯曲半径是指弯曲件的内侧半径,t 是材料的壁厚。
2 弯曲件的直边高度
(1)弯曲件的直边高度不宜太小,最小高度要求为:h>2 t(见图1)。
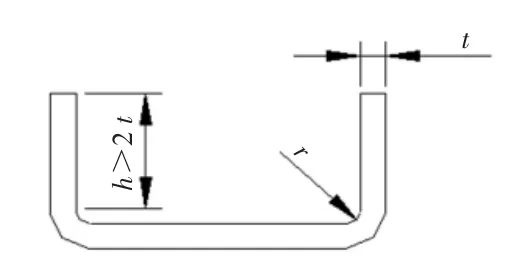
图1 弯曲件的直边高度最小值
(2)过小的直边高度。如果设计需要弯曲件的直边高度h ≤2 t,则首先要加大弯边高度,弯好后再加工到需要尺寸;或者在弯曲变形区内加工浅槽后,再折弯(如图2所示),后者处理方法比较适用于较厚板材。
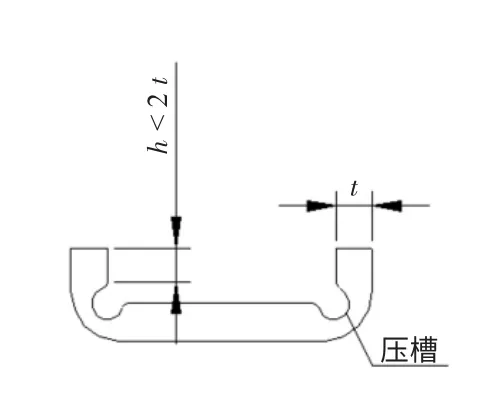
图2 特殊情况下的直边高度要求
3 折弯件上的孔边距
孔边距是指先冲孔后折弯,孔的位置应处于弯曲变形区外,避免弯曲时孔会产生变形。
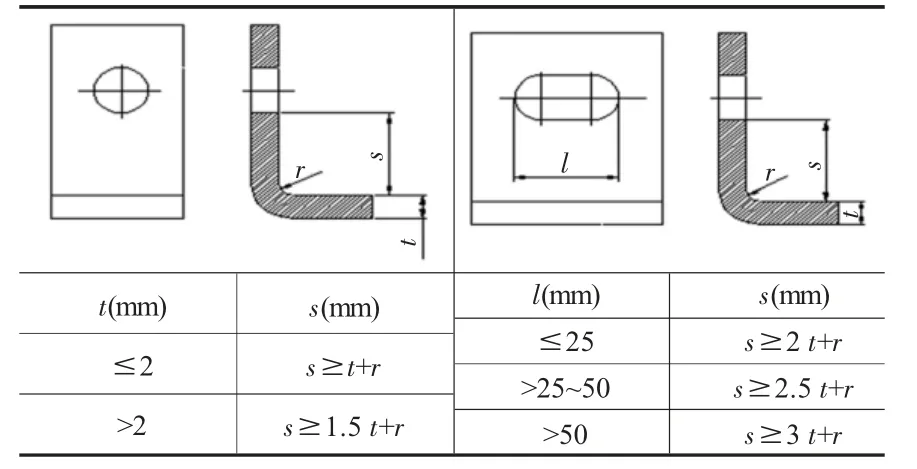
表2 折弯件上的孔边距
4 局部弯曲的工艺切口
(1)当孔位于折弯变形区内,所采取的切口形式。当孔在折弯变形区内时,采用的切口形式示例如图3。
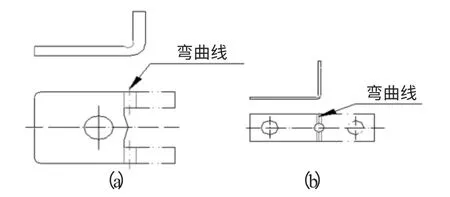
图3 切口形式示例
(2)带斜边的折弯边,应避开变形区。如图4所示。
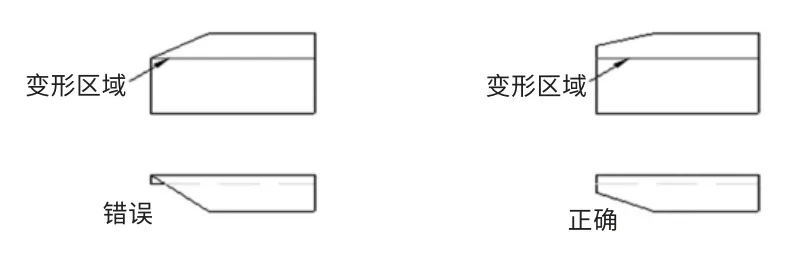
图4 带斜边的折弯边应避开变形区
5 折床的加工工艺参数
折弯展开计算时,会根据需要对展开尺寸进行数值补偿,也就是通常所说的折弯系数。但针对不同的折弯下模,折弯系数也会有相应的改变,这样计算出来的展开尺寸才能更精准。
折床使用的下模V 形槽通常为5 TV(T表示料厚),如果使用5T-1V,则折弯系数也要相应加大,如果使用5T+1V,则折弯系数也要相应减小。
6 标注弯曲件相关尺寸时,要考虑工艺性
如图5所示,(a)先冲孔后折弯,L 尺寸精度容易保证,加工方便;
(b)和(c),如果尺寸L 精度要求高,则需要先折弯后加工孔,加工麻烦。
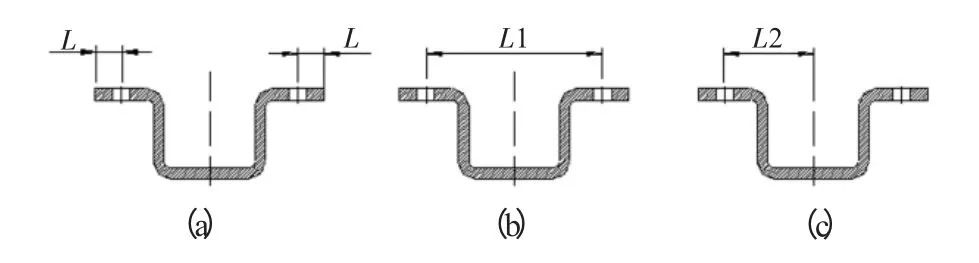
图5 弯曲件标注示例
7 结束语
总而言之,钣金折弯技术是一门综合技术,作为钣金件的设计者,仅停留在简单的需求设计上是远远不够的,只有充分了解并掌握钣金零件在加工过程中所要考虑的工艺问题,才能设计出结构合理、加工简单、易行的高品质钣金零件。
[1]王爱珍.钣金加工技术[M].北京:机械工业出版社,2008.
[2]肖黎明.钣金结构设计与加工工艺分析[M].北京:机械工业出版社,2012.
