卡环加工工艺研究
2012-12-19鹤岗矿务局斯达机电设备有限公司王怀江
鹤岗矿务局 斯达机电设备有限公司 王怀江
卡环是煤炭、建筑、水泥等行业中运输、提料等设备不可缺少的零部件。近年来随着生产的发展和机械化程度的不断提高,卡环的需求量也不断增加,用新工艺加工卡环已成为一个值得研究的课题,卡环加工新工艺是用连杆机构,将棒料冲煨成形,再经过简单机械加工即可完成卡环加工的一种加工工艺。卡环结构如图1所示。

图1 卡环结构
一、下料
传统的下料方法是用砂轮锯和带锯下料。本文,笔者介绍的方法是做一个简单的胎具。根据料辊长度要求定长,利用压力机剪切进行下料,上胎做成刀片,下胎做成套筒,把料辊放在筒内通过上刀片的剪切完成对卡环的下料。该方法工作效率高,劳动强度低,污染小,值得推广应用。
二、煨型
把下好的料辊放在炉内加热到800~900℃。首先把料辊煨成一个U 形,然后根据卡环的几何图形做一个内芯,把U 形放在内芯里,对U 形进行锤击(也可以使用压力机压)即可。
三、整形
整形就是把冲好型的卡环经过加热放在平台进行找平。首先把卡环放在炉内加热到800~900℃,放到平台上;上面垫一厚板,然后用大锤敲击厚板达到校平卡环的目的。也可以用压力机冷墩平卡环.
四、卡环爪的车削
单独车削卡环爪比较复杂,需要用四爪卡盘装夹,由于卡环的结构不规矩,夹紧和找正比较困难,因此该方法工时消耗较长。为了降低工时消耗,笔者设计了一个简单的胎具,胎具结构如图2所示。
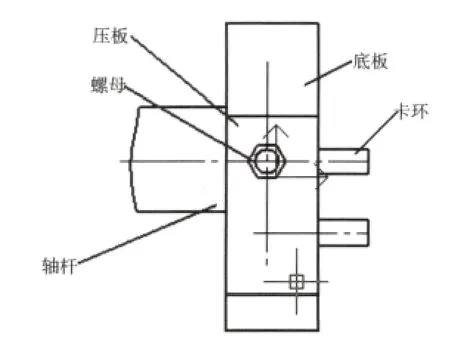
图2 卡环爪车削胎具结构
先把轴杆与底板焊接在一起,再把卡环(工件)放在底板上,卡环工件的内圆弧紧靠在底板的螺杆上,卡环工件上压一块压板,用螺栓把紧,车床的卡盘夹紧轴杆。这样整个胎具随着卡盘的转动而转动。车床的刀杆从旋转卡环的两爪中间伸进,对卡环工件进行车削。同理卸掉压板旋转卡环可车削另一个爪,从而完成对卡环工件的车削。
五、卡环爪的过扣
传统的过扣是把卡环固定在钳口上,用板牙对卡环进行过扣(用M16 的板牙)。存在工作效率低下、劳动强度大等缺点。根据卡环结构的特点,笔者设计了一套新的卡环过扣胎具,其结构如图3所示。

图3 卡环过扣胎具结构
1.板牙的固定。先车制一个外套,把板牙装在套内,外套用卡盘夹住,用顶丝把板牙顶紧。注意外套的直径不能超过2倍的卡环两爪的中心距,直径太大会刮到另一个爪。
2.卡环的固定。卡环的爪需要过扣。卡环受力要旋转,为此,笔者设计了一个简单的卡环固定胎具,其结构如图4所示。

图4 卡环固定胎具结构
首先把固定杆固定在床身上。把卡环放在一个较大的U 形槽内固定,以克服轴外套旋转带来的圆周力,较大的U 形槽底部与圆杆焊接在一起,圆杆的两端各焊1 个较小的U 形槽。较小的U 型槽可在2 个固定杆上滑动。3 个U 形槽和1 个圆杆组成1 个滑动杆。推动滑动杆与轴外套接触,就可以进行对卡环爪进行过扣,同理旋转卡环对另一个爪进行过扣,从而完成卡环过扣的加工。
综上,采用上述加工工艺加工1 个卡环只需0.5 h,成本只有4~5 元,不仅提高了工作效率,还取得了巨大的经济效益,具有重要的推广价值。
