浅谈水润滑尾轴管装置的检修
2012-12-13刘万元天津市船厂天津300456
刘万元 (天津市船厂 天津300456)
浅谈水润滑尾轴管装置的检修
刘万元 (天津市船厂 天津300456)
介绍了船舶水润滑尾轴管装置的结构组成,水润滑尾轴承衬的材料主要有铁梨木、层压胶木、橡胶、合成材料(尼龙、赛龙等)。结合工作实践讲述了系统的检查要点,常见的缺陷及处理方法。
铁梨木轴承 赛龙轴承 层压胶木轴承
1 水润滑尾轴承
水润滑尾轴承衬的材料主要有铁梨木、层压胶木、橡胶、合成材料(尼龙、赛龙等)。尾轴承的长度应不小于尾轴直径的4倍。利用舷外海水自然流入尾轴承进行润滑与冷却。为了控制海水流入量,在尾轴管前端尾轴处装有密封装置。航行时,旋松密封填料压益的螺栓,使海水顺利流进轴承满足润滑与冷却之需;停航时,则应旋紧螺栓,防止海水大量漏入机舱。
1.1 铁梨木尾轴承
铁梨木是自1854年以来一直被用作海船水润滑尾轴承的传统轴承材料。铁梨木盛产于中美洲、西印度群岛和南美北部等热带地区。铁梨木生长缓慢,直径20 mm的树需10年。材质细密、坚硬、比重大(约为1.2),含有丰富的树脂,具有耐水浸、耐蚀和耐磨等特点。干燥时会产生变形和裂纹。铁梨木中除木质和树脂外,还含有树脂精汁等。精汁与水作用形成乳状粘液,具有润滑作用使摩擦系数大大降低。例如,铁梨木与青铜在水中相对运动,摩擦系数为0.003~0.007。此外,摩擦系数随水温升高而增大。如果保持水温低(50℃左右)、水量充足,则铁梨木具有很高的耐磨性。将铁梨木做成板条状(一般厚尺寸为15~35 mm、宽度为60~80 mm、长度为150~300 mm)紧密地镶嵌在轴承衬套中,为防止铁梨木板条位置错动,在衬套内铁梨木板条之间安装2~3根铜质止动条(厚度为铁梨木条厚度的60%),紧贴衬套内表面并用螺钉固定。衬套内下半部分铁梨木板条表面为立纹(纤维方向与尾轴中心线垂直),上半部分木板条表面为顺纹(纤维方向与尾铀中心线平行)。木板条之间形成V形、U形或梯形水槽,以利海水流通进行润滑和冷却,但在下半瓦90℃范围内无水槽。
1.2 层压胶木尾轴承
由于铁梨木需要进口,价格较高,所以多年来国内外均致力寻找铁梨木廉价的代用材料。我国研究试验成功的层压胶木已应用于生产,它是以桦木为原料,将桦木薄板浸于酚醛中制成板坯。再经高温、高压制成板材。桦木层压胶木具有材质致密、坚硬、耐热、绝缘性好、耐磨性较好和可承受冲击负荷等特点。此外,成材率高达85%(铁梨木只有20%),价格便宜。缺点是脆性较大,耐磨性也不及铁梨木。桦木层压胶木尾轴承的结构基本与铁梨木尾轴承相同,将层压胶木制成板条镶于尾轴承衬套中,其上、下瓦板条均采用耐磨性好的立向纤维作摩擦面。轴径<360 mm的尾轴承可不加止动条。板条之间亦要形成V形、U形或梯形水糟,在下瓦90°范围内无水槽。
1.3 橡胶尾轴承
以天然橡胶与矿物成分硫化加工制成的橡胶具有弹性好、吸振性好、耐磨和耐泥沙等优点。缺点是工作温度低,超过65℃就会很快老化,也不耐油,遇油老化。橡胶尾轴承可在含泥沙的水域工作,充分的冷却条件下使用寿命为铁梨木尾轴承的2~4倍。橡胶尾轴承工作平稳、容易安装校中、轴承负荷分布均匀,但橡胶中的硫会对尾轴产生腐蚀作用。橡胶尾轴承的结构分为板条式和整体式两种。板条式尾轴承中的板条是由金属衬板(铜板或镀铜钢板)外包橡胶制成的,应用于尾轴直径较小的船舶上,如内河中小型船舶及工程船。
1.4 合成材料尾轴承
近年来,船舶尾轴承采用尼龙、赛龙等合成材料,其中,应用赛龙尾轴承材料日益增多。赛龙作为尾轴承材料已被世界各大船级社认可,如英国劳氏船社(LR)、法国船级社(BV)、美国船级社(ABS)、日本海事协会(NK)和中国船级社(CCS)等。赛龙是由高性能热固性树脂合成的均质聚合物。具有弹性好、耐磨性好、耐腐蚀和不会剥落的特点,但其导热性差,且不耐高温。赛龙尾轴承材料的性能优于铁梨木、尼龙和层汪胶木等尾轴承材料,使用寿命约是其他尾轴承材料的4倍。工作温度在-65~107℃范围之内,赛龙轴承可承受冷缩安装的温度达-196℃,而不会硬脆。赛龙轴承浸入水或水溶液的温度不得超过60℃,否则会产生水解作用使轴承变软,因此赛龙尾轴承冷却水温度在50℃以下,冷却水量为每英寸轴径每分钟4 L。赛龙尾轴承结构有圆简形和板条形。圆简形适用于200~1 000 mm的尾轴,板条形适用于270~749 mm的尾轴。圆简形尾轴承内孔铸有水槽,板条形尾轴承可手工或采用锯、刨削和铣削等加工出水槽。
2 尾轴承的检修
2.1 铁梨木尾轴承的检修
铁梨木尾轴承的主要损坏形式有过度磨损和裂纹、开裂。
铁梨木尾轴承过度磨损使铁梨木板条厚度大大减薄,轴承间隙增大,运转时产生冲击和振动。过大的冲击负荷又会导致铁梨木尾轴承产生裂纹或开裂。因此,船舶进坞检修时应测量尾轴承间隙和尾轴承孔的直径,确定铁梨木板条的厚度。尾轴承间隙和铁梨木板的厚度应不超过表1的规定。
2.1.1 当铁梨木尾轴承间隙超过极限值,而铁梨木板条厚度低于极限值时,采取以下修理方法:①更换尾铀铜套来调整尾轴承间隙,新制铜套厚度允许加大到原设计厚度的1.25倍,可使尾轴承间隙减小至规定值;②在尾轴承下瓦铁梨木板条与轴承衬套之间垫入整张铜皮,以减小尾轴承间隙。
2.1.2 当铁梨木尾轴承间隙和铁梨木板条厚度均超过极限值,采取以下方法修理:①换新尾轴承;②仔细检查后依具体情况采用局部换新的方法;③缺少铁梨木材料时,采用上、下瓦对调的方法。
铁梨木板条产生裂纹或开裂时,应局部或全部换新。由于铁梨木干燥易裂,故在坞修时要注意保持铁梨木尾轴承的湿态。例如,抽出尾轴后,应将尾轴承孔内充水或填塞湿木屑或湿草包;也可将轴承孔内表面涂一层牛油,并将尾轴承孔两端堵死。修理时需经常向尾轴承喷水,保持湿态。
2.2 层压胶木尾轴承的检修
层压胶木尾轴承产生过度磨损、松动和碎裂等损坏时,依具体情况分别采用局部或全部换新的方法修理。
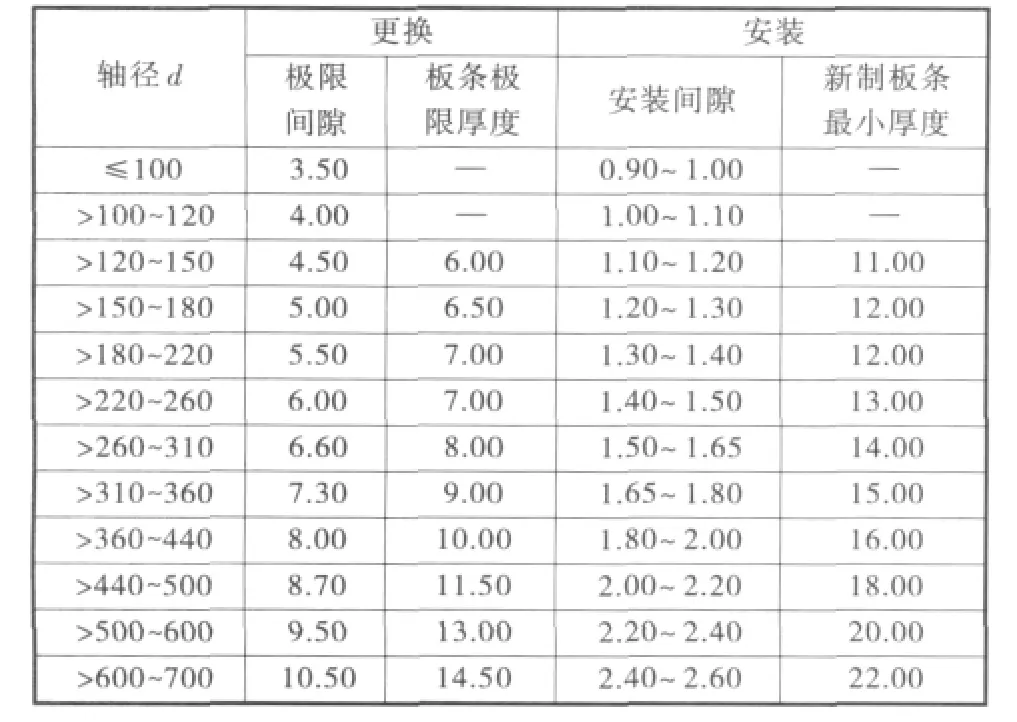
表1 铁梨木和层压胶木尾轴承间隙(mm)
2.3 橡胶尾轴承的检修
橡胶尾轴承磨损后尾轴承间隙应符合表2的规定。金属板条橡胶尾轴承的安装间隙Δ依下式计算:
Δ=0.002 d+0.50 mm
式中d为尾轴直径,mm。
整铸式橡胶尾轴承安装间隙Δ依下式计算:
Δ=0.002 d+0.20 mm
式中d为尾轴直径,mm。
尾轴承间隙超过极限值时,不允许偏心磨削橡胶尾轴承的板条,但可锉削板条背面。使轴承间隙符合要求。备件缺少时可将上、下橡胶板条对调,以继续使用。橡胶老化、脱壳、剥落严重时应更换新尾轴承。

表2 橡胶尾轴承的间隙(mm)
2.4 赛龙尾轴承的检修
赛龙尾轴承磨损后的尾轴承极限间隙超过极限间隙时应更换新尾轴承。
3 首端密封装置的检修
3.1 首端密封装置的结构
水润滑尾轴承只设首端密封装置。广泛采用传统的填料函式密封装置。此种密封装置主要靠牛油填料阻止尾轴承内的海水流入机舱,填料在压盖的预紧力作用下与尾轴紧密接触达到阻水密封之目的。尾轴承磨损使尾轴下沉时,可径向调节填料函本体使之与尾轴承同心,保证密封效果。引入具有压力的舷外海水冷却和冲走积存在填料函内的泥沙。填料一般多采用浸油脂的棉、麻绳或尼龙绳。
填料函式密封装置具有结构简单、工作较可靠、维护管理方便等优点,但磨擦损失大、容易损伤尾轴或铜套。
3.2 填料函式密封装置的检修
填料函工作时允许有少量海水流出,其极限工作温度为60℃。由于安装不良使尾轴磨损和填料磨烂,以致大盘海水漏入机舱,应更换填料。
3.3 换新填料时的安装要点
①每圈填料的长度应恰好两端对接,长度不足,两端出现间隙而密封不良;过长,又会出现两端搭接造成安装困难;②各道填料的接口应相互错开;③压盖衬套内圆面不得与尾轴接触,上、下、左、右间隙应相等;④压盖安装后应前后移动灵活,无卡阻;⑤填料函装妥后,压盖法兰平面与尾轴管端面间的各点距离应相等;⑥按一定对角顺序上紧压盖螺母,使之均匀压紧填料。■
2012-07-06