基于PLC的综采变频调速恒压供液自动控制系统研究
2012-12-04孙勇
孙 勇
(中煤科工集团太原研究院,山西省太原市,030006)
基于PLC的综采变频调速恒压供液自动控制系统研究
孙 勇
(中煤科工集团太原研究院,山西省太原市,030006)
由于煤矿井下地质条件复杂,造成液压支架在支护时所需供液压力波动较大,进而导致乳化液泵经常损坏和电机耗电量高等问题。本文研究的综采工作面液压支架恒压供液自动控制系统能够保证供液压力的稳定性,并有效节约电能,延长泵站的使用寿命,满足煤矿对安全生产和节能的要求。
PLC 综采工作面 恒压供液 变频调速
乳化液泵站是液压支架的关键设备,是液压支架的动力源,其工作状态的好坏直接影响液压支架的工作性能和使用效果。国内在对乳化液泵站的控制过程中,对乳化液泵的启、停几乎完全依靠人工经验去控制,这种方法很难保证液压支架快速跟进和供液压力的稳定,加上人为操作的局限性和没有相应的监测系统,经常使乳化液泵站发生各种故障。基于PLC的综采变频调速恒压供液系统采用了变频传动与PLC技术相结合的设计,优化了液压系统的控制过程。控制系统实现的闭环控制保证了系统供液压力稳定,有效提高了支架的初撑力,大大降低了液路的压力波动,提高了相关设备的寿命,同时大大地节约了电能,降低了能耗。
1 乳化液泵站的基本组成
乳化液泵站由乳化液泵组和乳化液箱两大部分组成,并具有完善的控制、过滤及安全保护措施。乳化液泵组由电动机、联轴器、乳化液泵组成。各部件之间彼此用管道相连,以完成向工作面液压支架提供具有压力和流量的工作液体。乳化液箱的作用是贮存、回收、过滤乳化液,并配有泵站正常运行所必须的压力控制液压系统。
2 恒压供液自动控制系统设计
恒压供液自动控制系统的基本设计思路是采用变频器驱动电动机,在乳化液泵出口处设置压力传感器,由压力传感器对供液系统进行实时压力监测,并把实时压力值传给控制器,控制器通过把传感器送来的数据和内部预设的数据进行比较,判断系统是否需要加压或减压,进而调节电机转速,形成一个闭环控制。例如把系统的压力(可调节)设定在30MPa(±1MPa),当总进液管的系统压力小于29MPa或大于31MPa时,控制器根据传感器送来的压力信号自动控制电动机转速,使总管路加压或减压,从而使系统的压力保持恒压供液。
2.1 系统控制设计
乳化液泵站的控制采用负反馈控制理论和PID控制算法。对所要控制的泵站系统进行分析后,确定控制信号中的被控量为液压支架工作时所需压力,控制系统的目标值为主管路压力,被控对象为乳化液泵,控制装置为可编程控制器和变频器。将所需压力与主管路压力进行比较,得到压力偏差,通过可编程控制器控制变频器开启乳化液泵,最后使主管路的流量满足液压支架跟进所需的流量,使主管路中的压力恒定不变。乳化液泵站控制系统结构原理如图1所示。
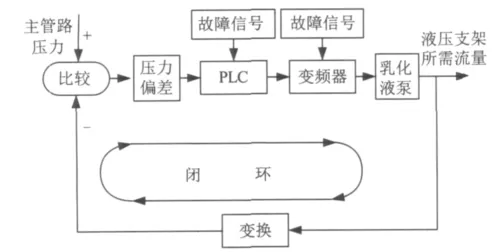
图1 乳化液泵站控制系统结构原理图

2.2 系统硬件设计
恒压供液自动控制系统由可编程控制器、变频器、乳化液泵、压力传感器、工控机以及接触器控制柜等构成。系统采用1台变频器拖动1台电动机启动、运行与调速,2台泵一用一备,采用循环使用的方式运行。正常情况下,常用电机投入运行,实现恒压供液。若常用电机由于某种原因(如意外故障、检修等)停止工作,则备用电机自动投入运行。恒压供液自动控制系统示意图如图2所示。
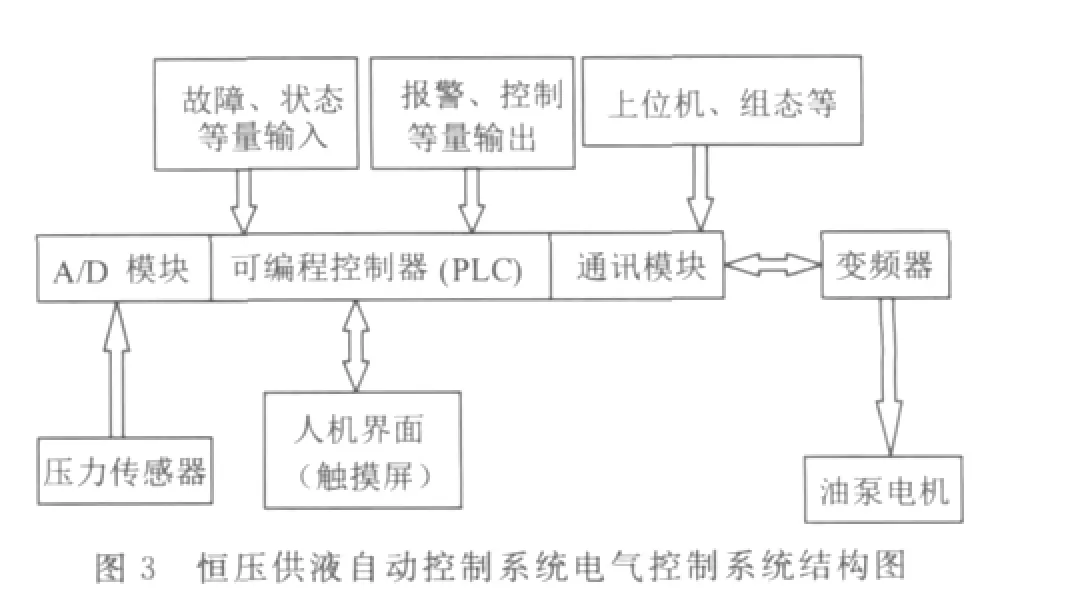
压力传感器采样管网出口压力信号,变频器输出电机频率信号,这两个信号反馈给可编程控制器的PID模块,可编程控制器的PID模块根据这两个信号进行计算后发出指令,及时调节电机转速。此外运用编程软件设计一个用于供液系统压力控制的控制模块,该控制模块对压力给定值与测量值的偏差进行处理,实时控制变频器的输出电压和频率,用来改变电动机的转速进而改变出液口流量,实现供液压力的自动调节,使供液压力稳定在设定值附近。恒压供液自动控制系统电气控制系统结构图如图3所示。
2.3 系统软件设计
系统采用西门子公司生产的S7-200型PLC作为控制中心,用PLC去控制变频器来达到液压的稳定效果。软件编制如下:
(1)压力传感器。采集管网的液体压力给PLC传回电压或电流信号(0~10V或4~20 mA);
(2)开关。控制变频器的启、停;
(3)图形显示器(TD200)。人机界面显示各种工况以及运行状况。
当启动开关按下时变频器运行,程序根据压力传感器反馈的数据通过PLC输出一个电压或电流信号(0~10V或4~20mA)给变频器,该电压或电流信号控制变频器的输出功率,使电机增速或减速从而达到调压的目的。如果停止按钮按下时,PLC会给变频器一个停止信号,则乳化液泵停运。恒压供液自动控制系统程序压力监测系统框图如图4所示。
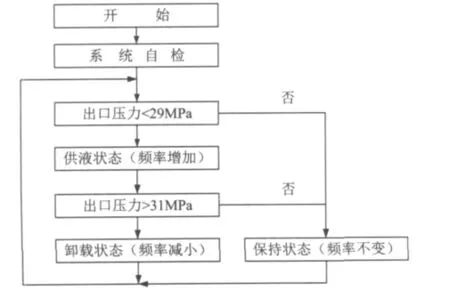
图4 恒压供液自动控制系统压力监测系统框图
3 结语
针对当前乳化液泵站供液存在的问题,设计了综采工作面液压支架恒压供液自动控制系统。系统既实现了乳化液泵站自动控制恒压供液,又可以有效地节约电能。由于使用的变频器电动机起动和加速平稳,一方面减少了电机起动时对电网的冲击,另一方面也减少了电机起动时对乳化液泵的机械冲击,延长了乳化液泵站的使用寿命,降低了事故率和维护量,满足了煤矿安全生产和节能的要求。
[1] 《综采技术手册》编委会.综采技术手册[M].北京:煤炭工业出版社,2000
[2] 贾有生.新型乳化液泵控制系统的设计[J].中国煤炭,2009(1)
[3] 田建辉.PLC控制的变频调速供水系统实例分析[J].给水排水,2000(8)
[4] 廖常初.PLC编程及应用[M].北京:机械工业出版社,2005
[5] 侯水云,刘玉彬.液压支架工[M].北京:煤炭工业出版社,2005
Research on constant pressure fluid feeding system with speed regulation by frequency conversion based on PLC for fully mechanized working face
Sun Yong
(Taiyuan Research Institute of China Coal Technology and Engineering Group,Taiyuan,Shanxi 030006,China)
Complex geological structure leads to obvious fluctuation of fluid feeding pressure required for hydraulic supports,which eventually causes frequent breakdown of emulsion pump and high energy consumption of motor.The fluid feeding system under constant pressure discussed in this paper could ensure the consistency of fluid feeding,reduce the electrical energy consumption and prolong the life of pump station,meeting the requirements for safe production and energy conversation.
PLC,fully mechanized working face,fluid feeding under constant pressure,speed regulation by frequency conversion
TD409
A
孙勇(1983-),男,辽宁大连人,硕士,助理工程师,2009年毕业于辽宁工程技术大学电机与电器专业,现在中煤科工集团太原研究院特种车辆研发中心工作,主要从事煤矿特种车辆电气自动化研究和开发工作。
(责任编辑 路 强)