汽车涂装工艺参数的正交试验优化
2012-11-30曹晓根杨亚蒲
曹晓根,杨亚蒲
(长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心,河北 保定 071000)
汽车涂装工艺参数的正交试验优化
曹晓根*,杨亚蒲
(长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心,河北 保定 071000)
为了解决汽车涂装生产中由于工艺设计不合理而造成的涂料使用过量的问题,通过正交试验对喷涂SPM-155珠光黑工艺进行了优化,找出了影响色漆用量的主次因素,确定了最优的工艺参数为:静电电压70 kV,涂料喷涂量270 mL/min,成型空气压力0.16 MPa,旋杯转速27 000 r/min,施工黏度12.5 s。3个月的生产实践证明,优化后的工艺使单车色漆用量降为1.84 kg,比优化前的用量2.1 kg节约了0.26 kg,年效益可达70万元。
汽车;珠光黑色漆;涂装;用量;工艺优化;正交试验
1 前言
涂料用量的多少不仅影响到产品的直接成本,而且多消耗的涂料还会给环境带来危害,增加后处理的费用。除了已知的设备类型、喷涂距离[1]等影响涂料的利用率外,其他工艺参数的设计是否科学合理同样影响涂料的用量。而在很多工艺设计中,工艺参数往往以达到产品要求为目标,未能充分发挥工艺设计的真正作用,致使在生产过程中造成很多浪费。鉴于此,本文通过正交试验优化涂装工艺参数,为汽车涂装生产提供借鉴。
2 现状及存在的问题
一涂装生产线担负某款乘用车的涂装生产任务,涂料使用量为单车2.1 kg左右,用量较高(经理论计算其用量应不高于1.9 kg/车)。该款乘用车平均月度产量近万台,其中珠光黑色约为3 000台。按单车多使用0.2 kg计算,每年多消耗色漆7 200 kg(不含稀释剂用量),浪费资金近50万元(含其他辅助费用)。
在工艺设计之初,工艺参数的确定主要由材料供应商和设备提供商提供施工范围,在调试过程中对参数进行微调,以达到产品要求的工艺参数作为生产用工艺参数。由于工艺参数的设定不精细,未能找出相对合理的工艺参数,导致珠光黑的实际用量偏高,而外观等产品指标也仅仅停留在合格的基础上,未能借助合理的工艺设计发挥原材料的性能,提高产品的品质。
原材料的主要性能指标有:不挥发分36% ~ 40%,工程遮盖力≤10 μm(底材为灰色中涂),施工黏度12.5 ~ 13.5 s(20 °C,涂-4杯)。喷涂方式:两站机器人喷涂,第一站为旋杯,第二站为喷枪。第二站的涂料吐出量约为第一站的1/3。短波均值在17左右,长波均值在11以下,均能达到产品要求,但与竞争对手相比无明显优势。
3 汽车涂装工艺参数的优化
3. 1 目标
根据理论计算的结果确定改进的目标:
(1) 在保证外观质量的情况下,达到涂料单车用量在1.9 kg以下。
(2) 找出喷涂色漆过程中影响面漆后外观(长波、短波)的因素(因子)的重要程度及其之间的关系。
3. 2 优化方案
考虑到影响外观的工艺参数较多,且部分参数之间的关系比较复杂且未能得到确认,故采用DOE(试验设计)重新进行试验,找出较优方案,实现优化工艺参数、达成改进目标的目的。
首先确定产品要求。结合产品性能及对外观的期望,确定产品的要求为:目视外观完全遮盖底色,短波≤20,长波≤15(长波和短波用橘皮仪测量)。通过小组论证,对此3个指标进行量化。其中,外观明显可见露底,分值为2;可见露底,分值为4;可遮盖底色、与原颜色不易辨识色差,分值为6。长波和短波的分值设定如表1所示。
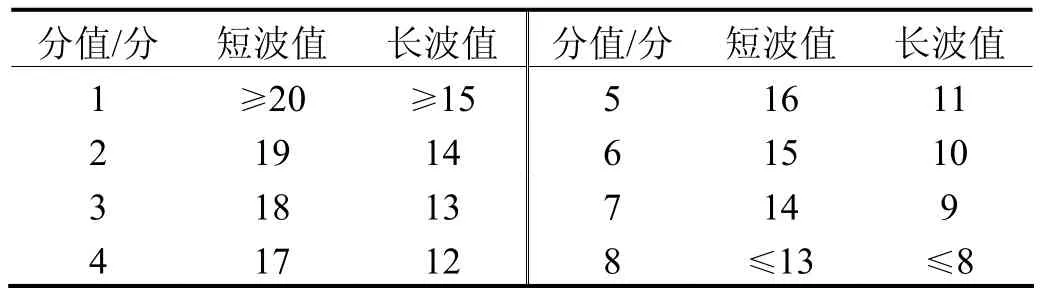
表1 长波和短波分值设定Table 1 Scoring of long- and short-wave values
采用综合评分法。总分采用各项得分相加的方式,要求平面不小于16分,立面不小于15分。试验中要找出影响最终结果的因子的重要程度及其之间的关系。3个指标的重要程度为:目视外观完全遮盖底色 >短波 > 长波。另外,在判定单车用量时采用吐出量代替使用量,小批量验证时则采用实际用量来判定。原材料采用SPM-155珠光黑。
3. 3 正交试验因素水平的确定
根据涂装生产经验,确定正交试验的因素为静电压力(A)、涂料喷涂量(B)、旋杯转速(C)、施工黏度(D)和成型空气压力(E)。正交试验因素水平见表2。
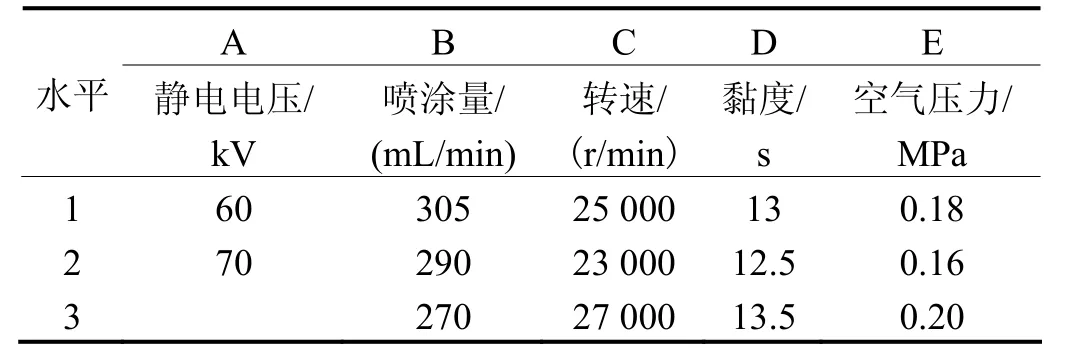
表2 正交试验因素水平Table 2 Factors and levels of orthogonal test
需注意的是:
(1) 在 1水平时,所取的数据均为机盖喷涂处的参数,其他位置的参数根据生产实际,参考此数据来确定。平面以机盖为测量点,立面以左前门为测量点。找出平、立面各自较优的水平后,其余位置按照此水平进行调整,然后进行样车及小批量验证。
(2) 仅对第一站喷涂的相应因子进行调整,其他因子如色漆第二站喷涂、清漆、中涂、烘烤等工序涉及到的各因子及珠光黑漆喷涂工位的涂料温度,喷漆室温度、相对湿度和垂直平均风速,涂料压力,接地电阻,涂料型号,喷幅,搭接宽度和喷涂速度等均采用固定值。
(3) 实验前对第二站的喷枪进行调整,固定参数(施工黏度会有变化),然后按照实验方案进行实验。
(4) 以往试验中发现,吐出量与旋杯转速有时存在交互作用,故在试验中应充分考虑二者之间存在的交互关系,采用L18(2 × 37)正交表进行试验。每组实验完成3台车,在每台车上测量长、短波,每个数据测量3次,结果取3次测量的平均值。
3. 4 正交试验结果
按照正交试验设计方案在样车上进行试验,得到的结果见表3。其中,B×C项按照其对应的B、C列中相同的组合的得分结果进行计算。如B列中1水平对应于C列中1水平的得分之和(即第1组和第10组得分之和)为B1C1的总分;同理,第4组和第13组的得分之和为B2C1的总分,以此类推。对表3平面得分结果进行比较发现,B3C3> B3C2> B3C1> B1C3= B2C1>B1C2= B2C2= B2C3> B1C1。同时,B3、C3分别为因子B、C的较优水平,故B×C的较优水平为B3C3。因B3C3为非主要影响因子,且极差与空列数值相当,故此时不存在交互作用。
从表3可以看出,在平面上,影响外观的因子的主次是涂料喷出量(B)>静电电压(A)>成型空气压力(E)>施工黏度(D)>旋杯转速(C)>吐出量与旋杯转速的交互(B×C),主要影响因子为喷出量和静电电压这两个因子。最优水平为B3A2E3D2C3。因在B3时喷出量最低,故达到了涂料用量较少的目的。
根据表3立面试验结果对B×C进行计算,结果发现,B3C3> B2C2> B3C1> B3C2> B2C3> B2C1> B1C2= B1C3> B1C1。由于B3、C3为因子B、C的较优水平,故B×C的最优水平为B3C3。因B×C的极差明显大于空列的相应数值,故在立面上,涂料喷出量与旋杯转速存在交互作用。
从表3可以看出,在立面上影响漆膜性能的因子主次是涂料喷出量(B)>静电电压(A)>施工黏度(D)>喷出量与旋杯转速的交互(B×C)>成型空气压力(E)>旋杯转速(C),主要影响因子为涂料喷出量和静电电压这两个因子。较优水平为B3A2D2E3C3。平面与立面相比,最优水平相同,但因子主次的排序上有区别。
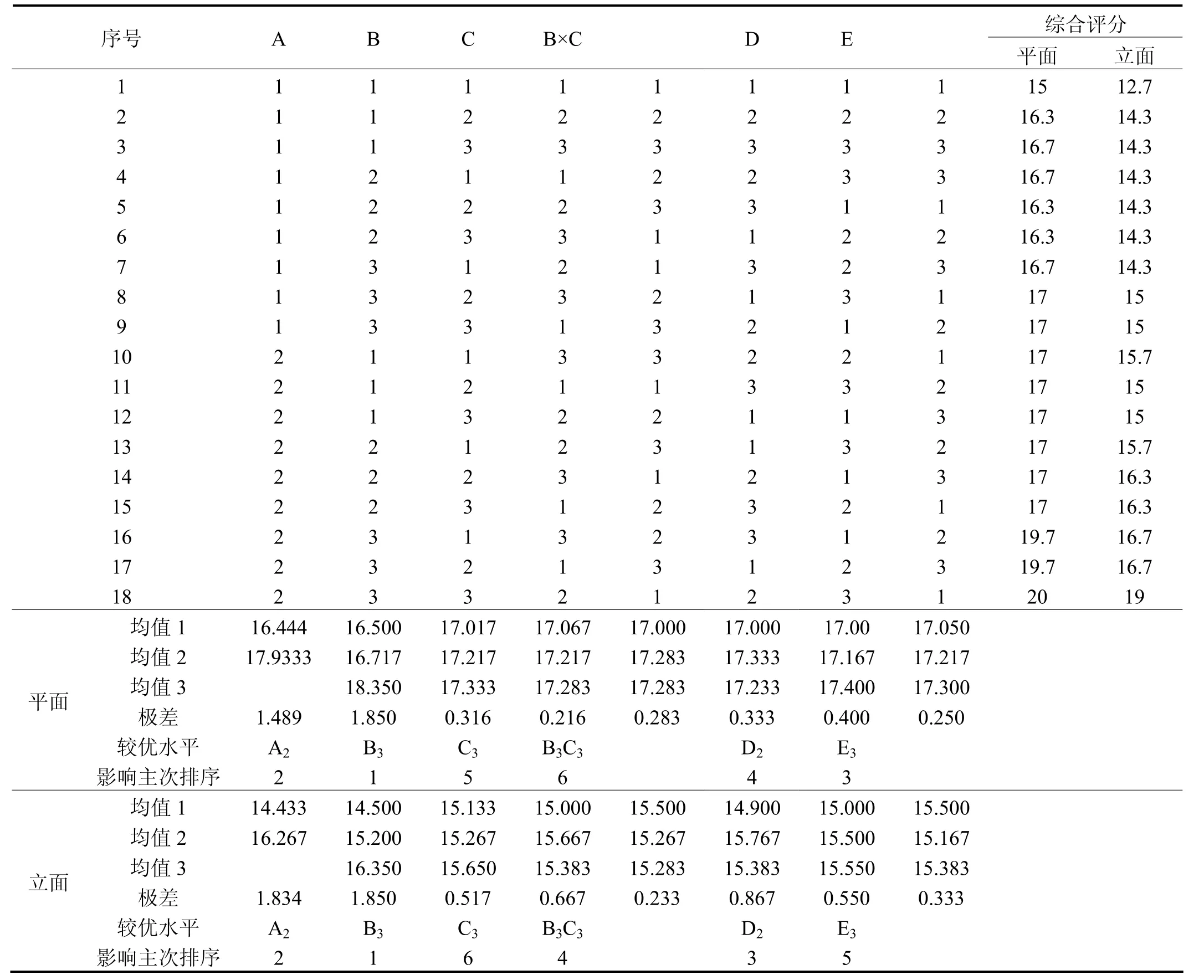
表3 正交试验结果和极差分析Table 3 Orthogonal test results and range analysis
3. 5 小批量验证
按正交试验中最优的组合,即表 3(平面和立面)中第18组实验的条件(即静电电压70 kV、吐出量270 mL/min、成型空气压力 0.16 MPa、旋杯转速27 000 r/min和施工黏度12.5 s)进行小批量试验,计算了单车涂装的理论吐出量,并对试验后整车的长短波进行了测量,结果为:短波均值在13左右,长波均值在9以下,无露底、目视可见的色差等缺陷。虽然指标略低于样车试验结果,但明显优于改进前的水平(短波均值在17左右,长波均值在11以下)。小批量试验理论喷出量为270 mL,比改进前的吐出量310 mL降低了12.9%,可节省涂料0.271 kg/车,即用量降低为1.829 kg。由于理论喷出量是典型值,实际上不可能每一枪都能采用同一喷出量,故实际节约的效果需要使用一段时间后根据实际用量确定。
4 结语
经过3个月的使用,对实际用量进行统计,单车用量约为1.84 kg,单车节约0.26 kg,年效益可达70万元。同时外观质量有了明显改善,而投入的成本不到3 000元(不包含人工成本),取得了较好的经济效益。同时,此案例具有普遍性。通过DOE进行工艺设计,能够找出较优工艺,从而实现提升品质、降低成本的目的。
[1] 曹晓根, 粟玉山, 王娜. 喷涂距离对涂料利用率的影响分析[J]. 上海涂料, 2011, 49 (9): 40-42.
Optimization of automobile coating process parameters by orthogonal test //
CAO Xiao-gen*, YANG Ya-pu
The irrationality of process design leads to the excess use of coating material during automobile coating production. To solve this problem, the spraying process of SPM-155 pearl black paint was optimized by orthogonal test. The primary and secondary factors influencing the paint dosage were found out. The optimized process parameters were ascertained as follows: electrostatic voltage 70 kV, paint spraying rate 270 mL/min, forming air pressure 0.16 MPa, rotation rate of spin cup 27 000 r/min, and construction viscosity 12.5 s. The production practice in three months proved that the paint dosage per car is decreased to 1.84 kg, leading to a reduction of 0.26 kg, in comparison with the previous dosage of 2.1 kg. The economic benefit is up to RMB 700 000 per year.
automobile; pearl black paint; coating; dosage; process optimization; orthogonal test
Hebei Province Automobile Engineering Technology Research Center, Technological Center of Changcheng Automobile Co., Ltd., Baoding 071000, China
TQ633.52
A
1004 – 227X (2012) 08 – 0066 – 03
2012–04–16
2012–05–17
曹晓根(1978–),男,河北人,专科,长城公司副高级工程师,研究方向为汽车涂装,已发表论文10余篇。
作者联系方式:(E-mail) caoxiaogen@gwm.cn。
[ 编辑:韦凤仙 ]
