ABS和PS-HI在加工过程中的降解研究进展
2012-11-30白晓涓
白晓涓
(中国地质大学材料科学与化学工程学院,湖北 武汉430074)
ABS和PS-HI在加工过程中的降解研究进展
白晓涓
(中国地质大学材料科学与化学工程学院,湖北 武汉430074)
综述了多次加工和加速老化对丙烯腈-丁二烯-苯乙烯共聚物(ABS)和高抗冲聚苯乙烯(PS-HI)性能的影响以及不同加工温度对ABS和PS-HI性能的影响方面的研究进展,为加工、回收ABS和PS-HI提供参考。
丙烯腈-丁二烯-苯乙烯共聚物;高抗冲聚苯乙烯;降解;加工
0 前言
ABS是一种工程塑料,具有很好的力学性能,特别是抗冲击性能,大量应用于汽车工业,通讯、电器产品等方面。ABS具有微观(或亚微观)相分离结构,苯乙烯-丙烯腈共聚物(SAN)形成连续相,聚丁二烯(PB)或丁二烯共聚物为分散相。由于SAN能够接枝在分散相的表面,使得两相能够相容[1]。另外,合成工艺也决定了橡胶颗粒的结构[2]。
PS-HI是一种广泛应用的热塑性塑料,其结构也可定义为一个多相体系,以脆性的聚苯乙烯(PS)为连续相,橡胶颗粒作为分散相。用于合成PS-HI的橡胶通常是PB或丁苯橡胶,合成条件下生成的橡胶颗粒具有一定的交联度,表面接枝有PS,有时一些PS会包在橡胶颗粒中。PS-HI广泛用于制作家用电器外壳和部件、电话听筒、玩具、照明设备、办公用具等制品。
聚合物材料会在其生命周期的每一阶段发生降解,但在加工和使用期间发生降解,会影响到材料的力学性能和长期稳定性[3]。ABS和PS-HI都是有回收价值的塑料,而经过多次加工,聚合物的降解程度会增大。了解ABS和PS-HI在加工过程的降解情况,不但可以指导材料加工,还可以指导其回收利用。为了研究聚合物的降解,不同技术被用来观测宏观和微观性质。下面将按时间的顺序介绍这两种聚合物在多次加工和不同加工温度下的降解研究成果。
1 多次加工对ABS和PS-HI的影响
1.1 多次加工后ABS的降解情况
Kim等[4]用双螺杆挤出机多次加工3种不同种类的ABS树脂。这3种ABS的PB含量和SAN的相对分子质量有差别。差示扫描量热法(DSC)数据显示多次加工没有改变SAN的玻璃化转变温度(Tg);热失重分析(TG)数据显示加工5个周期后,热分解温度略有上升;透射电子显微镜(TEM)图片显示橡胶粒子形态没有受到多次加工的影响;凝胶渗透色谱(GPC)结果表明相对分子质量没有明显改变;红外分析(FTIR)谱图中羰基和反式-1,4-丁二烯的吸收峰发生了改变。经多次加工,3种ABS的拉伸性能均没有明显改变,橡胶含量少的2种ABS经多次加工后冲击性能略微下降,而橡胶含量多的ABS冲击性能下降明显,该研究表明ABS的冲击性能下降与橡胶相的变化有关。
Boldiza等[5]同时考虑了多次加工和加速老化对ABS的影响。ABS被分为3组:第1组在200~230℃条件下用挤出机多次加工;第2组于空气中在90℃放置72h为一个热老化周期,不断进行加速老化;第3组在每次200~230℃加工后进行热氧老化,温度为90℃,时间72h,这样的联合老化过程重复多次。DSC测试结果表明,在多次加工和多次联合老化过程中SAN的Tg没有明显改变,而对于不断热氧老化过程,Tg上升了10℃,可能是由于SAN相发生了物理老化造成的。拉伸试验发现对于多次加工的这一组试样,断裂伸长率在经过前2个周期的波动后,不断上升,这可能与ABS物理老化的恢复有关。相反,对于不断加速热氧老化的这一组试样,随老化周期的增加断裂伸长率不断下降,这可能与SAN的物理老化和丁二烯的热氧老化有关。而在联合老化过程中,断裂伸长率呈波动状态,这与ABS的物理老化恢复和热氧老化造成降解有关。该研究结果表明,在评价聚合物可回收潜力时,要把物理老化和化学老化的影响区分开,因为聚合物的物理老化是可恢复的。
Bai等[6]研究了多次加工对ABS回收塑料的影响。用转矩流变仪模拟加工过程,对废电脑塑料外壳进行了多次加工。动态力学性能测试(DMTA)结果表明PB的Tg上升且变宽,有交联和氧化反应发生。结合DMTA、FTIR和GPC的分析结果可以看出,多次加工后橡胶发生了交联反应,ABS有少量热氧老化断链反应。色谱/质谱(GC/MS)检测到试样中有3种添加剂:抗氧化剂、润滑剂乙撑双硬脂酸酰胺、脂肪酸盐。这些添加剂的分解产物挥发性较强,会在加工中失去。扫描电子显微镜(SEM)图片显示多次加工后填料TiO2出现团聚现象,微观结构变化较大,这也是造成冲击性能下降的原因之一。TiO2的团聚可能与加工方法不当有关,据另一项研究显示,填料TiO2经多次加工之后,并没有发生明显的团聚现象[7]。该研究结果表明,在ABS回收塑料的多次加工中,添加剂和小分子物质也会发生变化,要将其与ABS聚合物结构变化的影响综合起来考虑,来解释多次加工中ABS回收塑料力学性能的变化。
Salari等[8]比较了多次加工和反复热氧老化中ABS的降解情况。用双螺杆挤出机挤出的料条用冷水冷却,用切粒机切成小颗粒,所得的颗粒在烘箱中80℃干燥2h。部分粒料进行性能分析,其余的再次挤出。热氧老化过程在烘箱内进行,温度为120℃。在经过不同加工周期和不同老化时间后,进行性能测试。本文中笔者认为使用期间的性质变化是影响材料的回收性质的主要原因。
Karahaliou等[9]研究了一种流动性、抗冲击性好的耐热型ABS经多次加工后的稳定性。多次加工过程中熔体流动速率基本稳定;FTIR分析表明1600~1800cm-1区间(羰基)的吸收峰值有所提高;TG结果显示多次加工没有对ABS的分解温度造成影响,只是分解残留物的质量减少,这可能是由于加工中存在断链反应,含有较高的氧成分。多次加工过程中,拉伸模量和拉伸强度稍有上升;断裂伸长率在前4个周期呈波动性上升趋势,第5个周期开始下降;其余性质均无大的变化。这种ABS与蒙脱石制备的纳米复合材料在多次加工后,流变、力学、热学等性能均保持稳定[10]。
˙Eenkiewicz等[11]研究了多次注射成型对 ABS性能的影响。注射成型制品的一部分用粉碎磨制出下一周期的物料;熔体流动速率在第1周期上升了15%,之后缓慢上升;DSC结果表明,ABS的橡胶相和SAN相的Tg均无大的变化。多次注射成型中,拉伸性能变化不大;TG结果表明ABS的分解温度变化不大。这项研究结果表明ABS在合适条件下,可多次回收利用。
白晓涓等[12]为了解多次加工对 ABS/CaCO3复合材料的影响,与ABS在多次加工中的情况进行了对比。FTIR结果显示ABS的橡胶相在多次加工后反式-1,4-丁二烯峰会减弱,高CaCO3含量的复合材料中反式-1,4-丁二烯峰也会减弱,但减小的幅度较小。ABS冲击性能随加工周期的增加而不断降低,复合材料随CaCO3含量增加,冲击性能随周期数增加而降低的趋势减弱。该研究表明CaCO3可能减慢了氧分子和降解产物的扩散速率,使橡胶相的氧化降解减慢。
1.2 多次加工后PS-HI的降解情况
Kalfoglou等[13]将一种商业耐热型 PS-HI(含有9%的顺式-1,4-丁二烯)在220℃用挤出机反复加工8次。GPC结果表明,PS的平均相对分子质量有所减小;FTIR结果显示,丁二烯的含量略有下降;DMTA结果显示,橡胶相的Tg由-84℃降至-82℃,SAN的Tg为97~99℃;拉伸模量无变化,拉伸强度略有上升,断裂伸长率由46%降为31%,冲击强度略有降低。笔者认为多次加工后PS-HI冲击性能和断裂伸长率下降的主要原因是剪切作用破坏了橡胶相和基体材料之间的相互作用。该研究说明耐热PS-HI具有较好的回收性能。
Covavisaruch等[14]对2种PS-HI回收材料进行了多次加工,一种是来自PS-HI生产厂家,不含添加剂;另一种PS-HI是加工好的制品,含有一定量的TiO2。GPC数据显示多次加工过程中,2种材料的重均相对分子质量均有所下降。经多次加工,不含TiO2的PSHI拉伸强度基本不变,含TiO2的PS-HI拉伸强度略有上升;冲击性能都随加工周期的增加而降低,但含TiO2的PS-HI的冲击性能下降得更快。笔者认为TiO2与基体之间的粘接性能较差是导致冲击性能下降更快的原因,但他们没有对造成填充PS-HI冲击性能更快下降的原因进行进一步的研究。
Vilaplana等[15-16]比较了多次加工和热氧老化对PS-HI的影响。多次加工的条件是用双螺杆挤出机在180~200℃加工出测试试样,一部分用来进行性能测试,其余部分破碎后用于下一周期加工。PS-HI在热氧老化实验中,在90℃温度下放置不同时间,然后进行性能测试。对比热氧老化的结果,笔者认为热氧老化对材料的稳定性和力学性能影响更大;多次加工使PB相发生交联,使PS链发生重排;在热氧老化过程中,开始物理老化的影响大,后来化学老化的影响大。
Peydró等[17]用Cross-WLF模型研究了 PS-HI在回收过程中的流变性能。首先,未经使用的PS-HI被重复加工5周期,然后从第6周期开始,每次加工加入2%PB或2%苯乙烯-乙烯-丁二烯-苯乙烯嵌段共聚物(SEBS),直至加工到第9周期,每一周期用双螺杆挤出机在210℃挤出造粒,然后挤出的颗粒用流变仪测试流变性能。第1周期到第5周期PS-HI的拉伸强度上升了15%,断裂伸长率下降了18%,这一现象被认为是由橡胶的交联作用所引起的。同时黏度不断下降,被认为是由于加工中高聚物发生了降解、低相对分子质量的成分增多引起的。用PB和SEBS增韧加工了多次的PS-HI,其拉伸性能好于加入PB的材料,但其流动性太强,容易产生溢料。
Parres等[18]的研究过程与Peydró等的研究过程相似,PS-HI的重复加工过程分为两个阶段。第1阶段PS-HI用挤出机在180~200℃条件下重复加工1~5次,每次加工后用注塑机在220℃条件下制出试样,测试其性能。第2阶段在重复加工过程中,每次加入2%丁苯橡胶(SBR)或2%SEBS,比较两种增韧剂的效果。对于第1个重复加工阶段,除发现拉伸强度略有上升、断裂伸长率不断下降之外,还发现冲击强度不断下降。DSC测试结果表明,除PS的玻璃化转变(95℃)的吸热峰外,还有PB交联反应的放热峰(209℃)。丁二烯的交联反应放热过程焓变随加工周期增加不断减小,表明重复加工过程中,有丁二烯的交联反应发生。TG结果表明,加工周期对PS-HI的热分解性能没有影响,通过各种性能比较,SEBS恢复性能的效果要好于SBR。
张玉冰等[19]对2种不同牌号的PS-HI进行了多次注射成型,分别对各次注塑样品进行力学性能测试及核磁共振(NMR)分析。PS-HI经过多次注射成型后,断裂伸长率变化最明显,随着注塑次数的增加材料韧性迅速下降,冲击强度次之,弯曲强度、拉伸强度相对变化较小。13C-NMR分析结果表明经过多次注塑加工后,PB的碳峰强度明显减弱,填充剂的碳峰强度明显减弱或消失,PS的碳峰变化不大。多次加工中材料力学性能的降低与PB含量的改变有较好的对应关系。
从以上观测到的聚合物结构和性质的变化,可以看出由于ABS和PS-HI结构相似,两者在多次加工过程中性能变化趋势也是相似的。为便于对比说明,将上述研究的一些结果列于表1。
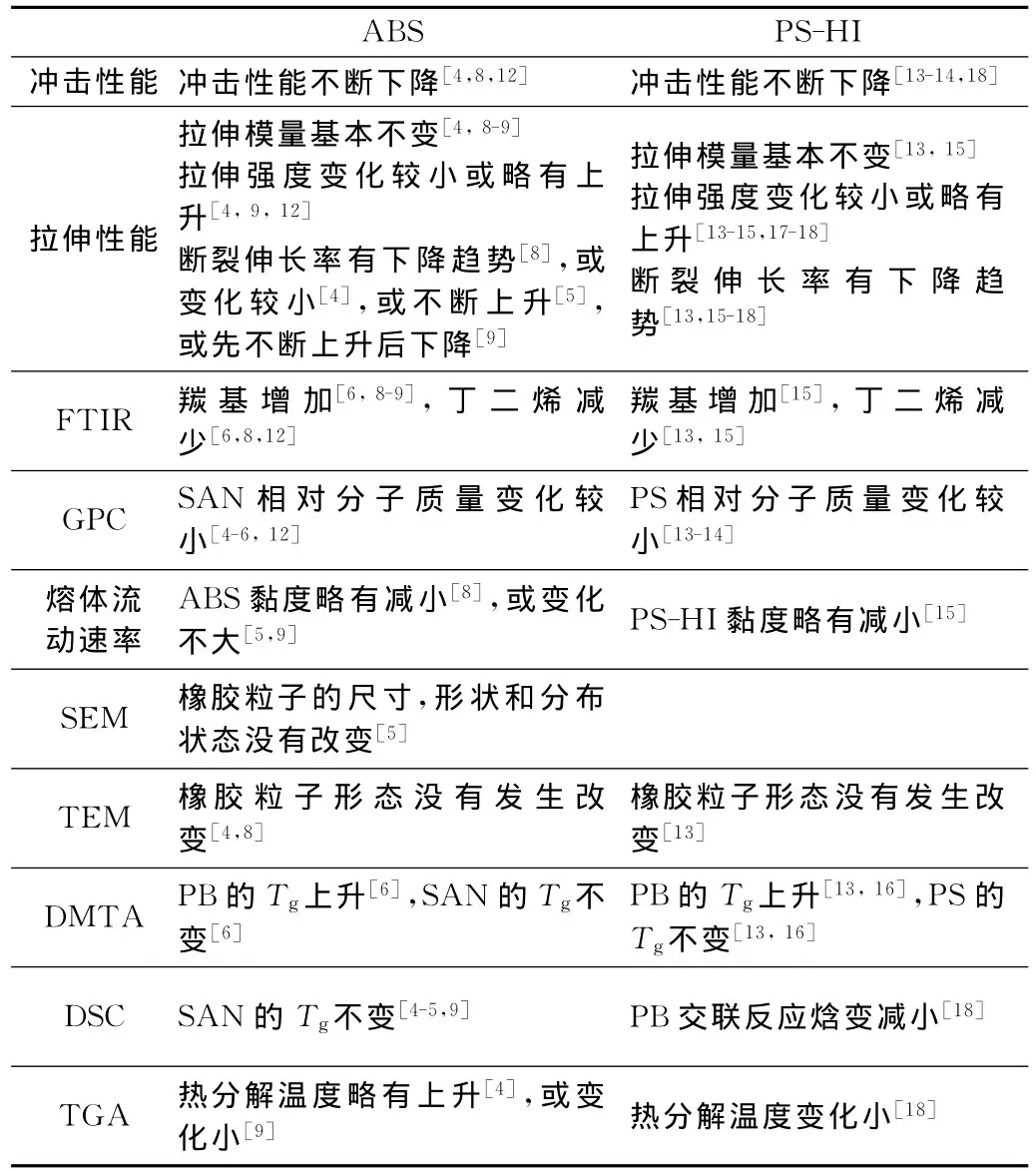
表1 不同测试技术观察到的加工周期增加对ABS和PS-HI的性能影响Tab.1 Effect of increasing processing cycles observed by different test methods on properties of PS-HI and ABS
由表1可以得到以下几个主要结论:(1)橡胶相容易在多次加工过程中发生交联反应,聚合物氧化现象有时比较明显,连续相相对分子质量的变化不大;(2)冲击性能在多次加工过程中不断下降,主要原因是橡胶相的降解;(3)多次加工对拉伸强度和拉伸模量影响较小,这与连续相相对稳定有关。ABS的断裂伸长率经多次加工后变化趋势不一致。可能是由于影响断裂伸长率的因素较多,如橡胶相的老化、SAN相的降解、SAN相物理老化的恢复等;(4)正常加工温度下,多次加工对橡胶粒子的形态影响不大。
2 不同加工温度对ABS和PS-HI的影响
2.1 ABS在不同加工温度下的降解情况
Casale等[20]用一个带有往复螺杆的注塑机来研究加工温度和加工周期时间对ABS的影响。在设定的温度下,ABS被重复加工5次,在下次加工前,上一周期的成型制品被粉碎用作原料。研究结果表明,加工温度和加工周期时间都对ABS的化学结构和物理性能有影响。SAN的相对分子质量只是在加工温度高和加工周期时间长条件下才会有改变;PB相在高于210℃时会发生降解,其减少量与加工周期时间成正比,且随温度升高减少量增加;羰基随加工周期时间增加、温度升高而含量增大;随加工温度升高,ABS的冲击性能下降、断裂伸长率下降、模量和拉伸强度有所增加。这些物理性能的改变量均与加工时间成正比,且变化趋势与化学结构的改变相对应。橡胶相的降解被认为是ABS韧性效果下降的主要原因。TEM的图片显示在280℃加工条件下,橡胶粒子发生团聚,ABS微观相形态发生了改变。
Kohkame等[21]用注塑机在各种温度下加工高抗冲击等级的丙烯腈-丙烯酸弹性体-苯乙烯共聚物(AAS)和 ABS。设置机筒温度从180℃上升到280℃。结果表明,随温度升高ABS的冲击性能明显下降,高速弯曲测试的结果与冲击测试结果一致;FTIR分析结果表明,经280℃成型后,丁二烯的双键与苯乙烯骨架的吸收强度比值比未成型前下降了一半;用TEM观察橡胶颗粒的分布状态,发现当机筒温度由180℃升到280℃时,橡胶颗粒的分布状态保持稳定。文中作者指出ABS的冲击性能下降主要是由于橡胶相的化学降解引起的,但未给出是何种化学降解。
Bai等[6]用转矩流变仪模拟加工两块选自废电脑外壳的ABS回收塑料,研究加工温度对ABS塑料的影响。DMTA结果显示PB相的Tg在270℃加工后比在190℃加工后有所提高;FTIR分析结果表明在270℃加工后ABS的反式-1,4-丁二烯的含量比在190℃加工后的含量略低;GPC结果显示SAN的降解程度随温度升高略有增加;GC/MS结果表明塑料中的主要添加剂有抗氧化剂和润滑剂,在270℃加工过程中损失明显,进一步研究表明,有些添加剂在230℃加工过程中也会大量丢失。随加工温度升高,冲击性能下降,拉伸模量和拉伸强度略有升高。该研究表明,ABS塑料在不同温度加工后的力学性能变化与橡胶的降解和一些小分子物质的丢失有关。
2.2 PS-HI在不同加工温度下的降解情况
Kalfoglou等[13]用挤出机在290℃加工PS-HI,然后用注塑机在218℃条件下制成拉伸和冲击试样。将PS-HI的降解情况与在220℃条件下加工多次的降解情况进行了比较,GPC、FTIR和DMTA结果表明,在290℃条件下加工,PS-HI的降解要比在220℃加工8次后的降解明显。而且TEM图片显示橡胶颗粒发生了团聚,橡胶的形状改变。因此,PS-HI的力学性能,特别是材料的弹性和韧性,要比在220℃加工8次的情况下差。
Parres等[22]用注塑机在不同温度下加工PS-HI,然后用DSC分析其热性能。DSC结果显示,测试温度区间有2个热转变过程。在95℃PS玻璃化转变吸热;在209℃PB发生交联反应放热。PS的玻璃化转变在不同温度下加工后变化不大。而丁二烯的交联反应的放热过程随加工温度的升高焓变减小。这从侧面反应了加工过程中温度升高,PB的交联度增大。
各种测试方法观测到加工温度的升高对ABS和PS-HI的影响列于表2。由表2可知,ABS和PS-HI在高温加工过程中结构和性质的变化有相似之处,比如橡胶的丁二烯含量下降,发生了交联反应;冲击性能下降、拉伸模量和强度变化较小、材料断裂伸长率下降;橡胶形态有时会发生改变等。
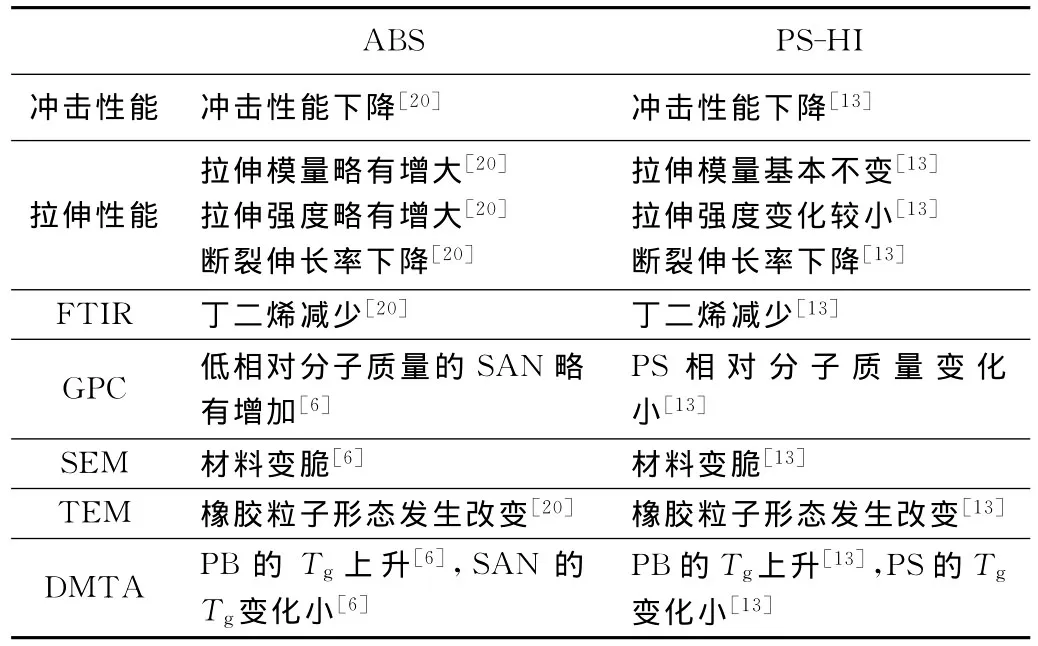
表2 不同测试技术观察到的加工温度升高对ABS和PS-HI性能的影响Tab.2 Effect of increasing temperature observed by different test methods on properties of PS-HI and ABS
3 结语
ABS和PS-HI在多次加工过程中的降解研究从20世纪70年代到现在一直在进行。伴随新研究方法的应用,人们对ABS和PS-HI加工过程中降解的认识越来越清楚。以往的研究结果表明,加工过程对ABS和PS-HI结构和性质的影响是相似的:在加工过程后,橡胶相容易降解,导致材料的冲击性能下降;多次加工后,橡胶相会发生氧化和交联;在高温加工时,橡胶交联程度增大。因此,在加工、回收ABS和PS-HI时,应尽量降低加工温度,回收时添加橡胶或弹性体和补充抗氧化剂,可以减缓材料冲击性能的下降。
[1] Wegmann A.A Novel Additive Concept for the Stabilisation of ABS[J].Polymers &Polymer Composites,2003,11(2):45-152.
[2] Bucknall C B.Toughened Plastics[M].London:Applied Science Publishers,1977:102-105.
[3] Karlsson S.Recycled Polyofins.Material Properties and Means for Quality Determination[J].Advances in Polymer Science,2004,169:201-230.
[4] Kim J K,Kang C K.Basic Studies on Recycling of ABS Resin[J].Polymer Plastics Technology and Engineering,1995,34(6):875-890.
[5] Boldiza A,Möller K.Degradation of ABS During Repeated Processing and Accelerated Ageing[J].Polymer Degradation and Stability,2003,81(2):359-366.
[6] Bai X,Isaac D H,Smith K.Reprocessing Acrylonitrilebutadiene-styrene Plastics:Structure-property Relationships[J].Polymer Engineering and Science,2007,47(2):120-130.
[7] Tang H Y,Chaffey C E.Mechanical and Flow Properties of Recycled Filled Polystyrene[J].Plastics and Rubber Processing and Application,1989,12:53-61.
[8] Salari D,Ranjbar H.Study on the Recycling of ABS Resins:Simulation of Reprocessing and Thermo-oxidation[J].Iranian Polymer Journal,2008,17(8):599-610.
[9] Karahaliou E K,Tarantili P A.Stability of ABS Compounds Subjected to Repeated Cycles of Extrusion Processing [J].Polymer Engineering and Science,2009,49(11):2269-2275.
[10] Karahaliou E K,Tarantili P A.Preparation of Poly(acrylonitrile-butadiene-styrene)/Montmorillonite Nanocomposites and Degradation Studies During Extrusion Reprocessing[J].Journal of Applied Polymer Science,2009,113:2271-2281.
[12] 白晓涓,梁 鹏,杨国刚,等.ABS/CaCO3复合材料中ABS的降解[J],合成材料老化与应用,2010,39(4):1-3.Bai Xiaojuan,Liang Peng,Yang Guogang,et al.The Degradation of ABS in ABS/CaCO3Composite[J].Synthetic Materials Aging and Application,2010,39(4):1-3.
[13] Kalfoglou N K,Chaffey C E.Effect of Extrusion on the Structure and Properties of High-impact Polystyrene [J].Polymer Engineering and Science,1979,19(8):552-557.
[14] Covavisaruch S, Tangratanasophon S, Pisitpong S.Effect of the Number of Recycling Passes on High Impact Polystyrene[C].In Proceeding of the Fourth World Congress on R99:Recovery,Recycling and Re-intergration.Geneva,1999,III:443-447.
[15] Vilaplana F,Ribes-Greus A,Karlsson S.Degradation of Recycled High-impact Polystyrene.Simulation by Reprocessing and Thermo-oxidation[J].Polymer Degradation and Stability,2006,91:2163-2170.
[16] Vilaplana F,Karlsson S,Ribes-Greus A.Changes in the Microstructure and Morphology of High-impact Polystyrene Subjected to Multiple Processing and Thermo-oxidative Degradation[J].European Polymer Journal,2007,43:4371-4381.
[17] PeydróM A,Parres F,Crespo J E,et al.Study of Rheological Behavior During the Recovery Process of High Impact Polystyrene Using Cross-WLF Model[J].Journal of Applied Polymer Science,2011,120:2400-2410.
[18] Parres F,Crespo J E.Degradation of High-impact Polystyrene with Processing and Its Recovery via the Addition of Styrene-butadiene Rubber and Styrene-ethylenebutylene-styrene Block Copolymer [J].Journal of Applied Polymer Science,2011,121:574-581.
[19] 张玉冰,高照明,徐庆强,等.多次注塑PS-HI的力学性能与化学结构的关联性研究 [J].中国塑料,2010,24(1):85-93.Zhang Yubing,Gao Zhaoming,Xu Qingqiang,et al.Study on Relationship Between Mechanical Properties and Molecular Structure of Repetitious Injection Molded PSHI[J].China Plastics,2010,24(1):85-93.
[20] Casale A,Salvatore O,Pizzigoni G.Measurement of Aging Effects of ABS Polymers[J].Polymer and Engineering Science,1975,15(4):286-293.
[21] Kohkame H,Asano H,Goto M,et al.Analysis of Thermal Stability of Acrylonitrile-acrylic Elastomer-styrene Terpolymer in Injection Molding[J].Polymer Engineering and Science,1993,33(10):607-613.
[22] Parres F,Balart R,Crespo J E,et al.Effect of the Injection-molding Temperatures and Pyrolysis Cycles on the Butadiene Phase of High-impact Polystyrene[J].Journal of Applied Science,2007,106:1903-1908.
Research Progress in Degradation of ABS and PS-HI During Processing
BAI Xiaojuan
(School of Material Science and Chemical Engineering,China University of Geosciences,Wuhan 430074,China)
Some studies on the effects of processing cycle and processing temperature as well as accelerated aging on the degradation of acrylonitrile-butadiene-styrene(ABS)copolymer and high impact polystyrene(PS-HI)were introduced to supply information for the people who processed and recycled ABS and PS-HI.
acrylonitrile-butadiene-styrene copolymer;high impact polystyrene;degradation;processing
TQ325.2
A
1001-9278(2012)01-0007-05
2011-07-31
联系人,baixiao814juan@yahoo.com
(本文编辑:刘本刚)
