无机填料增强改性超高相对分子质量聚乙烯的研究
2012-11-23何振强戚晓芸
何振强,薛 平,戚晓芸
(北京化工大学机电工程学院,北京100029)
0 前言
PE-UHMW是一种应用前景良好的热塑性工程塑料,具有很多优良特性,如抗冲击强度高,耐磨损性能优异,耐化学腐蚀和耐低温性良好等,因此广泛应用于化工、建筑、纺织等领域。但与其他工程塑料相比,它的耐高温性能较差、表面硬度低、弯曲强度以及抗蠕变性能差。这些年来,如何提高PE-UHMW的强度和耐温性能,进一步提高其耐磨性能,进而扩大其应用范围已经成为一个研究热点[1-5]。针状硅灰石是一种含钙的偏硅酸盐类矿物,经特殊的粉体加工工艺而成的针状具有较高的长径比,与其他填料相比,具有优良热力学性能和较高的硬度,用作填料可以明显降低成本[6]。超细白云母是一种优良的塑料无机填料,具有模量高、绝缘性好、耐热性高、抗拉伸等特点,它微观上呈薄片状结构,对PE-UHMW能起到二维增强作用[7-8]。本文研究了超细白云母和针状硅灰石两种无机填料对PE-UHMW性能的影响。
1 实验部分
1.1 主要原料
PE-UHMW粉料,M-Ⅱ,相对分子质量2.0×106~3.0×106,北京助剂二厂;
针状硅灰石,粒径<44μm,长径比15∶1,湖北省大冶市曹家晚硅灰石厂;
超细白云母,粒径<10μm,苏州市申威非金属材料有限公司;
偶联剂,KH560,北京乐泰化工超市;
硬脂酸,分析纯,北京乐泰化工超市;
聚乙烯蜡,LPE-4,北京化工大学精细化工厂;
抗氧化剂,KY-1076,北京加成助剂研究所。
1.2 主要仪器及设备
超高相对分子质量聚乙烯单螺杆挤出机,SJ-45×25,自制;
万能材料试验机,XWW-20,承德市金建检测仪器有限公司;
热变形维卡软化点测定仪,XRW-300H,苏州科晟泰机械设备有限公司;
扫描电镜(SEM),S-4700,日本 HITACHI公司;
立式万能摩擦磨损试验机,MMW-1,济南试验机厂;
邵氏硬度计,XHS,营口市材料试验机厂。
1.3 样品制备
采用PE-UHMW专用单螺杆挤出机成型板材,该挤出机由北京化工大学塑料机械及塑料工程研究所自主研发设计,其螺杆直径D=45mm,螺杆长径比L/D=25。与常规的单螺杆挤出机不同,该挤出机机筒、螺杆及传动系统均采用特殊设计专门用于挤出PE-UHMW[9],针对无机填料填充PE-UHMW 体系,使用该挤出机相比传统模压烧结方法更加合理。所有挤出用无机填料均采用偶联剂预先处理。板材模具属于组合式模具,由加热段和冷却定型段组成,口模尺寸为:宽度×厚度=100mm×4mm。PE-UHMW板材的挤出成型工艺如表1所示。

表1 PE-UHMW板材的挤出工艺条件Tab.1 Process conditions for extruding PE-UHMW sheet
1.4 性能测试与结构表征
拉伸强度按GB/T 1040.1—2006进行测试;
表面硬度按GB/T 2411—1980进行测试;
热变形温度按GB/T 1634.1—2004进行测试;
扫描电子显微镜(SEM):将试样浸泡在液氮中,一段时间后取出并迅速用钳子掰断,在脆断面上喷金,然后在扫描电镜上进行观察。裁取摩擦磨损试验后的试样,在摩擦磨损表面喷金,然后置于扫描电镜上进行观察;
摩擦磨损性能测试:试验前需用无水乙醇清洗摩擦试样和对磨钢环,并用吹风机吹干,此外还需用800目的砂纸对钢环摩擦表面进行抛光。试验中转轴以200r/min转动,试样与钢环之间的摩擦属于滑动干摩擦,摩擦载荷为200N,对磨时间为1h,试验环境温度为(21.6±3)℃。摩擦试样与摩擦对偶钢环接触示意图1所示。
2 结果与讨论
2.1 不同填料对PE-UHMW拉伸性能的影响

图1 试样与钢环接触示意图Fig.1 Schematic of contact of the sample and the steel ring
由图2可以看出,当填充5%针状硅灰石时,复合材料的拉伸强度达到最大值,与纯PE-UHMW相比提高了13.6%,而后随着填料含量的增大,拉伸强度呈现下降的趋势。当填充5%的超细白云母时,复合材料的拉伸强度达到最大值,与纯PE-UHMW相比提高了28.7%,而后随着填料含量的增大,拉伸强度呈现下降趋势。因此,填充适量的针状硅灰石和超细白云母能明显提高材料的拉伸强度,其中超细白云母对PE-UHMW的增强效果更加明显。
超细白云母具有独特的二维片状结构,当填充适量的白云母时,在二维平面方向上能够起到很好的增强效果。针状硅灰石呈短纤维状,具有一定的长径比,与PE-UHMW结合力的大小在很大程度上决定于填料的表面预处理。当填料含量过多时,填料不易分散在基体中,易发生团聚现象,形成应力集中点,在进行拉伸试验时,这些点就比较容易发生断裂,从而影响其拉伸强度。此外,填料表面预处理的好坏也会影响材料的拉伸强度,当经过偶联剂处理的填料与PE-UHMW结合良好时,拉伸试验过程中复合材料不易发生断裂破坏,从而提高拉伸强度。

图2 针状硅灰石和超细白云母用量对PE-UHMW的拉伸强度的影响Fig.2 Effect of wollastonite and ultrafine muscovite content on tensile strength of PE-UHMW
2.2 不同填料对PE-UHMW表面硬度的影响
从图3中可以看出,随着针状硅灰石和超细白云母含量的增大,复合材料的表面硬度有明显的增大,都会出现一个极值点,当针状硅灰石的含量为15%时,PE-UHMW的表面硬度提高了14.3%,当超细白云母的含量为10%时,PE-UHMW的表面硬度提高了11.4%。由于针状硅灰石和超细白云母本身就是一种具有较高表面硬度的刚性无机粒子,当良好地分散在PE-UHMW基体中时有助于复合材料的表面硬度的提高。但是随着填料含量的增大,复合材料的表面硬度出现了下降的趋势,其原因是较多填料不易分散,容易发生团聚现象,形成应力集中点,进而导致表面硬度的降低。
2.3 不同填料对PE-UHMW热变形温度的影响
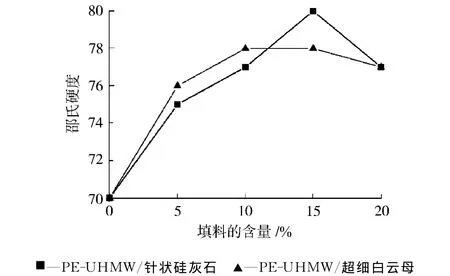
图3 不同填料的用量对复合材料表面硬度的影响Fig.3 Effect of filler content on surface hardness of PE-UHMW
当填充适量的无机填料时,填料能够较好地分散在基体中,形成良好的物理交联点,分子链的运动受阻,在受热后能够抵抗一定的热变形,从而提高热变形温度[10]。由图4知,填充10%针状硅灰石的PE-UHMW,其热变形温度提高了12℃,提高幅度达17.6%;填充5%云母的PE-UHMW,其热变形温度提高了16℃,提高幅度达23.5%。由此可见,填充适量超细白云母和针状硅灰石均可以提高PE-UHMW的热变形温度,其中超细白云母提高的效果较好,针状硅灰石的效果稍差。具有独特二维片状结构的超细白云母在PE-UHMW基体中起到很好的二维增强作用,能够大幅度提高PE-UHMW防翘曲变形的能力,因此能够提高材料的热变形温度。由于针状硅灰石呈纤维状,在PE-UHMW中不易分散,与PE-UHMW基体的结合力较弱,复合材料的连续性和增强效果也不如超细白云母,因此对热变形温度的提高效果并不理想。
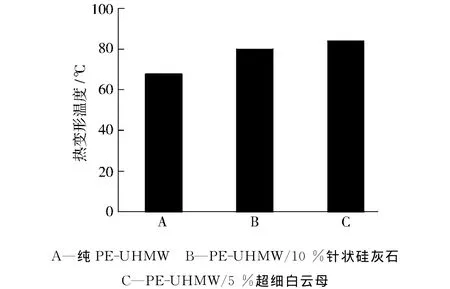
图4 不同填料对PE-UHMW的热变形温度的影响Fig.4 Effect of filler content on heat distortion temperature of PE-UHMW
2.4 不同填料对PE-UHMW摩擦磨损性能的影响
由图5可知,随着超细白云母含量的增加,复合材料的摩擦因数和磨损量均呈现出先减小后增大的趋势,当超细白云母的含量达到15%时,摩擦因数达到最小值,与纯PE-UHMW相比降低了26.8%,而后随着超细白云母的增大,复合材料的摩擦因数又有所上升,但与纯PE-UHMW 相比,填充云母后的PE-UHMW的摩擦因数显著减小。当超细白云母含量为5%时,磨损量达到最小值,与纯PE-UHMW相比降低了58.3%,而后随着超细白云母含量的增加,磨损量也随之增大,当超细白云母含量为20%时,其磨损量已大于纯PE-UHMW的磨损量。在对磨的过程中,由于摩擦的作用,片状白云母脱离PE-UHMW基体,附着在表面,形成了较薄的转移膜,起到了一定的润滑的作用,因此能够降低摩擦因数和磨损量。当云母含量较多时,随着转移膜的增厚,磨屑也增多,硬度较大的磨屑与硬度较小的PE-UHMW基体相互摩擦,产生磨粒磨损,这可能是磨损量增大的主要原因。
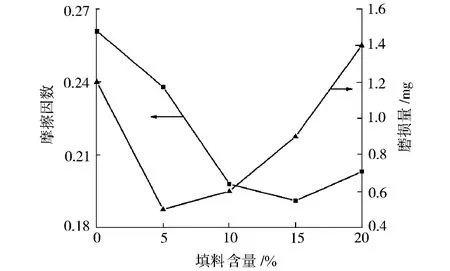
图5 超细白云母用量对复合材料的摩擦因数和磨损量的影响Fig.5 Effect of ultrafine muscovite content on coefficient of friction and wear rate of PE-UHMW
由图6可知,随着针状硅灰石含量的增加,复合材料的摩擦因数呈现一直下降的趋势,当针状硅灰石的含量为20%时,摩擦因数降低了12.6%。复合材料的磨损量则呈现出减小后增大的规律,当针状硅灰石含量为10%时,磨损量达到最小值,与纯PE-UHMW相比降低了41.7%,而后随着针状硅灰石含量的增加,磨损量也随之增大。填加硅灰石后,复合材料的表面硬度增大,提高了其抵抗外力的能力,在对磨的过程中,硅灰石纤维承受了大部分的摩擦载荷,并减小了摩擦接触面积,在钢环对磨面可以观察到转移膜,这些转移膜能够起到一定的润滑作用,因此能够减低摩擦因数和磨损量。但填料过多会破坏PE-UHMW基体的连续性,填料与基体之间的结合力也较弱,填料容易从基体中剥落而导致磨损量的增加。

图6 针状硅灰石用量对PE-UHMW摩擦因数和磨损量的影响Fig.6 Effect of needle-like wollastonite content on coefficient of friction and wear rate of PE-UHMW
添加超细白云母和针状硅灰石均能有效地降低PE-UHMW的摩擦因数,且在填料含量相同的情况下,PE-UHMW/超细白云母复合材料的摩擦因数要明显小于PE-UHMW/针状硅灰石的摩擦因数。当填料含量小于10%时,PE-UHMW/超细白云母复合材料的磨损量要小于PE-UHMW/针状硅灰石的磨损量,当填料含量大于10%时,PE-UHMW/超细白云母复合材料的磨损量大于PE-UHMW/针状硅灰石的磨损量。综合对比,在提高PE-UHMW耐磨性能方面,具有二维层状结构的超细白云母的效果要优于纤维状的针状硅灰石。
2.5 摩擦磨损表面形貌分析

图7 添加不同填料PE-UHMW复合材料的磨损面SEM照片Fig.7 SEM micrographs for wear surfaces of PE-UHMW filled with different kinds of inorganic fillers
图7是添加不同填料PE-UHMW复合材料的磨损面SEM照片,在图7(a)中可以看到明显的犁沟和划痕,犁沟较深且宽,犁沟两侧有明显的塑性变形痕迹,在垂直于犁沟的方向上裂纹较少。在图7(b)中没有观察到犁沟和划痕,可以看到表面附着一些片状的白云母,在对磨的过程中,由于摩擦的作用,片状白云母脱离PE-UHMW基体,附着在表面,起到了一定的润滑的作用,减少了摩擦面积,因此能够降低摩擦因数。在图7(c)中没有观察到犁沟和划痕,磨损面较粗糙,可以看到表面裸露着许多纤维状的硅灰石,但界面较模糊。填加硅灰石后,复合材料的表面硬度增大,提高了其抵抗外力的能力,在对磨的过程中,硅灰石纤维承受了大部分的摩擦载荷,并减小了摩擦接触面积,因此能够减低摩擦因数。在钢环对磨面可以观察到转移膜,如果填料过多,会破坏PE-UHMW基体的连续性,填料与基体之间的结合力也较弱,填料容易从基体中剥落而导致磨损量的增加。同时,脱落的硅灰石纤维使摩擦接触面积减小,因此,与云母相比,添加硅灰石后复合材料的摩擦因数和磨损量较大。
2.6 复合材料断面微观结构分析
图8是添加不同填料PE-UHMW复合材料的脆断面SEM照片。在图8(a)中,纯PE-UHMW熔融效果较好,没有明显的熔融缺陷,其断面表现出来的是韧性断裂。在图8(b)中,可以看到许多片状的白云母较均匀地分散在PE-UHMW基体中,脆断表面较粗糙,其脆断面表现出来的断裂形式为韧性断裂。白云母与PE-UHMW基体之间的界面较模糊,表明它与PE-UHMW基体结合较好,因此添加白云母后PEUHMW的增强效果较明显。在图8(c)中,可以看到添加硅灰石后PE-UHMW的脆断面形态与纯PE-UHMW的脆断面形态相类似,其断裂形式同样表现为韧性断裂,部分针状硅灰石纤维裸露在断面的表面,还有一些因硅灰石纤维被拔出而遗留下的空洞,部分硅灰石与PE-UHMW之间的界面也较明显,这可能是由于偶联剂处理的效果不是很理想,导致硅灰石与PE-UHMW的界面结合不是很好,这也是添加针状硅灰石后PE-UHMW的增强效果不佳的原因之一。

图8 添加不同填料PE-UHMW复合材料的脆断面SEM照片Fig.8 SEM micrographs for freeze fracture surfaces of PE-UHMW filled with different kinds of inorganic fillers
3 结论
(1)填充适量的无机填料均能提高PE-UHMW的拉伸强度,在同等处理条件及工艺条件下采用超细白云母的效果较好,而针状硅灰石的效果较差。当超细白云母的含量为5%时,PE-UHMW的拉伸强度提高了28.7%;当针状硅灰石的含量为5%时,PE-UHMW的拉伸强度提高了13.6%。
(2)填充适量超细白云母和针状硅灰石均可以提高PE-UHMW的热变形温度,当填充5%云母时,PE-UHMW的热变形温度提高了16℃。填充10%针状硅灰石时,PE-UHMW的热变形温度提高了12℃。
(3)填充适量的超细白云母和针状硅灰石能够提高PE-UHMW的表面硬度和耐磨性,其中超细白云母的效果最明显,针状硅灰石的效果稍差。当云母含量为5%时,磨损量降低了58.3%;当针状硅灰石含量为10%时,磨损量降低了41.7%。当云母的含量为15%时,PE-UHMW的摩擦因数降低了26.8%。当针状硅灰石的含量为20%时,摩擦因数降低了12.6%。
[1]Xie X L,Tang C Y,Chan Kathy Y Y,et al.Wear Performance Ultrahigh Molecular Weight Polyethylene/Quartz Composites[J].Biomaterials,2003,24(11):1889-1896.
[2]何振强,薛 平,何继敏,等.超高分子量聚乙烯成型加工技术最新进展[J].塑料科技,2011,39(6):92-99.HE Zhenqiang,XUE Ping,HE Jimin,et al.Processing Techniques Progress of Ultra High Molecular Weight Polythene[J].Plastics Science and Technology,2011,39(6):92-99.
[3]Jing Tong,Yunhai Ma,Man Jiang.Effect of the Wollastonite Fiber Modification on the Sliding Wear Behavior of the UHMWPE Composites[J].Wear,2003,255(1):734-741.
[4]Liu C Z,Ren L Q,Tong J,et al.Statistical Wear Analysis of PA-6/UHMWPE Alloy,UHMWPE and PA-6[J].Wear,2001,249(1):31-36.
[5]Pradhan Siddhartha K,Dwarakadasa E S,Reucroft Philip J.Processing and Characterization of Coconut Shell Powder Filled UHMWPE [J].Materials Science and Engineering,2004,367(1/2):57-62.
[6]孔庆杰,冯 新,王海棠,等.硅灰石的表面改性对其填充PTFE复合材料摩擦学性能和力学性能的影响[J].工程塑料应用,2008,36(8):14-16.Sun Qingjie,Feng Xin,Wang Haitang,et al.The Influence of Surface Modification of Wollastonite on the Tribological and Mechanical Properties of Its PTFE Composites[J].Engineering Plastics Application,2008,36(8):14-16.
[7]王庭慰,张 军,邵英光.云母在尼龙6中的增强作用[J].中国塑料,2002,16(8):40-43.Wang Tingwei,Zhang Jun,Shao Yingguang.Reinforce-ment of Mica to Polyamide 6[J].China Plastics,2002,16(8):40-43.
[8]高岩磊,周二鹏,梁惠霞,等.PA-6/云母复合材料性能研究[J].硅酸盐通报,2011,30(2):428-430.Gao Yanlei,Zhou Erpeng,Liang Huixia,et al.Study on Properties of PA-6/Mica Composite[J].Bulletin of the Chinese Ceramic Society,2011,30(2):428-430.
[9]何继敏,薛 平.超高分子量聚乙烯管材的单螺杆挤出及应用[J].塑料,1998,27(01):38-42,31.He Jimin,Xue Ping.Single-screw Extrusion of Ultra High Molecular Weight Polyethylene Pipe and Its Applications[J].Plastics,1998,27(01):38-42,31.
[10]张道权,林薇薇,陈 浮.UHMWPE填料改性研究[J].材料科学与工程,1997,15(4):61-63.Zhao Daoquan,Lin Weiwei,Chen Fu.Study on the Properties of UHMWPE Modified by the Fillers[J].Materials Science and Engineering,1997,15(4):61-63.
