对斜辊矫直机滑架与快开缸结构的研究
2012-11-18汪恩辉黄维勇左雁冰彭金龙
何 潜,汪恩辉,黄维勇,左雁冰,常 瑜,彭金龙
(1.中国重型机械研究院有限公司,陕西 西安 710032;2.西安启源机电装备股份有限公司,陕西 西安 710018)
0 前言
近20年来,我国石油钻探、机械制造等行业的迅猛发展推动了钢管加工业的进步;同时,对各类钢管生产设备提出了更高的要求,不仅表现在产能方面,也表现在产品的品种、规格及质量方面;矫直是钢管加工生产的精整工序,直接影响钢管矫直质量的好坏。
为了满足管加工业优质、多品种、高生产能力及特殊钢管的矫直需求,各矫直设备生产厂家加速了矫直机新结构的开发与设计,以求在本行业有一席之地。传统的管材矫直机不论在矫直质量、装机水平及矫直速度等方面均难以满足要求,特别是在矫直管端增厚特种管(俗称“大头管”)方面更是无能为力,为此英国布朗克斯(Bronx)公司以及法国米尔(Meer)公司相继推出了可以矫直所谓大头管的斜辊矫直机,我国于上世纪90年代相继引进了布朗克斯和米尔公司的六辊矫直机,基本都使用在热处理线上矫直大头管;也有的装在管加工线上。由于无缝管生产速度很快,甚至要求矫直节奏达到5根/min;对产品质量要求也越来越高,为了防止碰坏管端,工艺上要求管端在即将碰到矫直辊时,矫直辊要快速打开,等到头部过去以后再快速压下,这也就是俗称的“快开”功能。国内一些矫直设备生产厂家及其相关科研单位经过消化吸收,研制出同类矫直机设备,结构形式有六辊八立柱、十辊十二立柱等。所采用的滑架结构主要有两种,即布朗克斯的四滑套双丝杠双快开型;米尔型的两滑套单丝杠单快开缸型,本文对这两种结构进行了分析与比较,以方便矫直设备的选型。
1 两滑套滑架结构性能特点
1.1 两滑套滑架基本结构
两滑套滑架结构如图1所示,工件1、立柱3和压套(图中未画出)用来支撑上、下横梁,形成整体预应力框架结构,滑架4通过两个滑套套装在两根立柱上,并可以由丝杠驱动沿立柱上、下精确地运动,矫直辊2装在滑架上并随滑架上、下运动,使矫直辊实现压下调节(转角结构未在示意图中画出);快开缸6使矫直辊能快速打开,在矫直工件1时平衡缸处于充压与保压状态;两套平衡缸始终给矫直辊以及滑架施加一个向上的拉力。

图1 两滑套式滑架压下调节及受力示意图Fig.1 Screw-down regulation and force distribution of sliding beam with two sliding sleeves
1.2 滑架的受力分析
由图1可见,矫直辊在工作中受垂直向上的矫直力P3的作用,实际上该力是一个不确定的分布力,该分布力所产生的摩擦合力使滑架4有沿中心轴线M-M旋转的倾向,并最终作用在滑架的滑套上;在矫直过程中横向力P3·μ在瞬间总是存在的,这些力均会对滑架造成扭转,使滑架的工作环境恶化。在矫直速度较高的情况下(矫直速度>90 m/min),矫直辊的震动甚至可能会加剧立柱的横向摆动,不但影响矫直精度,甚至也有可能破坏滑架和降低滑套内的衬套的使用寿命;生产中曾发生过在滑架与滑套的连结处产生裂纹,从而使滑架失效。因此,后来的设计中增加了滑架的刚度,并采用铸件结构。连结处的扭矩可近似表达为

式中,P3为矫直力;H为矫直辊中心线到滑架的高度差;Ry为矫直辊中心到滑套中心的水平距离。
假设断面形状为矩形,最大的扭转剪应力为
式中,α为与b/h相关的系数,当b/h=5时,α=0.29;b与h分别为端面矩形宽度与高度。
应力分布如图2所示。
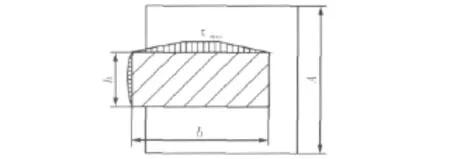
图2 滑架连结处的剪应力分布(N-N)Fig.2 Shearing stress distribution at link point of sliding beam
另外,由于采用单快开缸,力的作用点在滑架和矫直辊中心,降低了滑架系统的相对刚度,使其综合力学特性变坏。
1.3 滑套长度
滑套中的衬套承受较大的摩擦力,为了不发生自锁,一般需要加长滑套的长度A(见图2),显然当工作一段时间后衬套磨损间隙会加大,自锁角也会同时加大,因此滑套长度A一般取1.8倍滑套直径。
1.4 制造特性
先单独分析一个组合结构单元,两滑套的滑架结构属于静定问题,制造简单,但是再考虑矫直辊中心与立柱之间需要保证位置公差,则属于一次超静定问题;再考虑相邻一组滑架装置,就形成多次超静定问题;为解决制造精度问题,需要在可编程万能镗铣床上加工,不能在普通机床上加工。
2 四滑套滑架性能特点
2.1 四滑套滑架基本结构
如图3所示,四滑套滑架结构大体上与两滑套滑架相同,主要区别表现在四组滑套分别在四根立柱上滑动,实现压下调节;快开缸一般设计为两个,分别作用在矫直辊两端轴承座上;平衡缸为一个,作用在矫直辊中心处;由于四滑套结构导向性能良好,因此所需滑套长度较小,因此缩短了立柱长度,提高了立柱及整体框架的相对刚度,同时也有利于减轻设备重量;转角系统不同,因与本文所述问题无关,在此不予讨论。
2.2 滑架的受力状态
由图3可以明显看出,四滑套的滑架在受横向力Tf作用时,因为有另外两个滑套的约束,滑套与滑架连结处基本不受扭转剪应力作用,即τmax可以近似认为等于零;但是滑架整体受扭转,考虑到架体上装有刚性很大的矫直辊座及转角调节过渡盘,架体的扭转变形很小;再加之快开缸分别作用在矫直辊两端轴承座中线上,因此矫直工件时,矫直力不会对架体产生弯曲作用,大大的提高了架体的综合刚度。因有四个立柱的支撑,还大大地降低了由横向力引起的横向震动,从而可以显著提高矫直速度。
2.3 制造特性
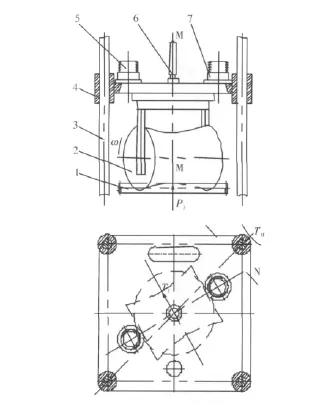
图3 四滑套式滑架压下调节及受力示意图Fig.3 Screw-down regulation and force distribution of sliding beam with four sliding sleeves
就一组结构单元而言,四滑套结构单元由于四个约束的存在属于超静定问题,再考虑到相邻结构单元,就属于更多次超静定问题,比两滑套结构超静定次数更多,制造难度更大;但是在加工机床非常先进的今天,采用可编程数控万能镗铣床加工滑架,两者之间的制造难度几乎没有区别。
3 两种结构的主要技术指标比较
滑架组件是斜辊管材矫直机的重要组成部分,现将分别采用两滑套滑架结构和四滑套滑架的矫直机的技术指标进行比较,详见表1。

表1 两滑套机型与四滑套机型的技术指标对照表Table 1 Comparison list for qualifications of two straightening machines which adopt two sliding sleeves and four sliding sleeves respectively
4 结论
在理论研究的基础上,中国重型机械研究院有限公司研制的六辊快开矫直机组采用了四滑套滑架结构,在太原钢铁不锈钢钢管公司、山东墨龙石油机械股份有限公司、山东巨能钢管厂、江阴长江钢管厂等单位得到了使用,取得了良好的经济效益;生产实践证明:四滑套滑架结构综合技术性能指标明显优于两滑套滑架结构,尤其是在矫直厚壁“大头管”时以及高速矫直领域,所以该型矫直机更应得到广泛的推广与使用。
[1] 曲洪德,徐素文,汪恩辉,等.18~65 mm十一辊高精度矫直机研究[J].重型机械,1997(4):5-7.
[2] 于凤琴.钢管矫直力能参数研究[J].钢管,2008,37(5):26-29.
[3] 陈峰.国产 Ф220精密钢管矫直机[J].焊管,2008,31(1):50-52.
[4] 黄建国,吕昌.无缝钢管矫直分析[J].包钢科技,2007,33(2):20-21.
