260 t转炉吹氧装置的研究与开发
2012-11-18张春
张 春
(鞍钢集团工程技术有限公司,辽宁 鞍山 114021)
0 前言
吹氧装置[1]是氧气顶吹转炉车间的关键工艺设备之一,完成向转炉内吹送氧气的工作。此前,国内仅有两家钢厂拥有250 t以上大型转炉,其吹氧装置主要设备由国外引进,投资大、吨钢氧气耗量大、氧枪更换时间长。在借鉴引进设备的基础上,鞍钢自行研制了260 t转炉吹氧装置。
1 260 t转炉吹氧装置
1.1 工艺技术参数和技术指标
转炉平均出钢量/t/炉 260
转炉最大出钢量/t/炉 270
供氧强度/Nm3/(min·t钢) 3.44
纯吹氧时间/min 16
2 氧枪的研究与开发
2.1 氧枪结构
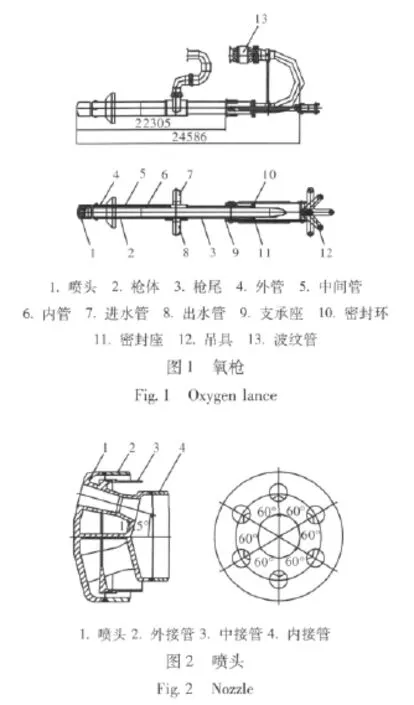
氧枪由喷头、枪体和枪尾组成,在炉内高温下工作,采用循环水冷却。260 t转炉氧枪结构如图1所示。
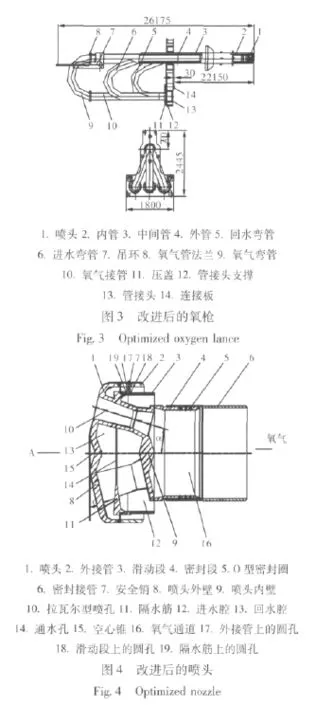
(1)喷头。喷头采用铸造式六孔拉瓦尔型结构,喷头结构如图2所示。
(2)枪体。枪体由三层同心直管组成,内管通氧气;内管和中间管之间的通路进水;中间管与外管之间的通路排水。枪体的材质为20无缝钢管;无缝钢管要求经过清洗、去污、脱脂。内管尺寸 Φ273 mm×8 mm;中间管尺寸,Φ351 mm×8 mm;外管尺寸:Φ402 mm×12 mm。
(3)枪尾。枪尾结构如图1所示。氧枪采用枪尾密封,氧气管(内管)可轴向自由伸缩。枪尾的氧气弯管端部通过法兰与一个波纹管连接,波纹管通过法兰与金属软管连接。枪尾的进水管和出水管都带有两个活接、四个90°弯头。枪尾的进水管和出水管分别通过法兰与金属软管连接。
2.2 氧枪在使用中存在的问题
(1)氧枪喷头经常出现喷头鼓包、拉瓦尔喷嘴扩孔、倒棱现象;转炉冶炼过程中,经常出现跑渣、粘渣、粘钢现象,直接影响冶金效果;氧枪使用寿命较低,平均为100炉以下。
(2)氧枪更换时间长,更换一根氧枪约需2 h,最长需4 h。
2.3 分析问题产生的原因
(1)氧枪内管与中间管之间的密封在氧枪枪尾,主要由密封座、密封环、支撑环和压盖等组成。由于氧枪枪尾的密封需承担枪管重量,为保证密封,采用盘根或唇形密封圈,造成内管与密封环之间的滑动间隙小,氧枪吹氧时滑动段在受热膨胀时不滑动,起不到补偿作用,只能靠枪尾的波纹管补偿热膨胀。由于波纹管的补偿能力有限,所以内管的热膨胀导致了与其焊接的喷头的变形,出现喷头鼓包现象。
(2)由于现有氧枪枪尾进、出水管各有4个弯头,造成氧枪进出水阻力增大,氧枪喷头冷却效果不理想,是导致出现喷头鼓包、拉瓦尔喷嘴扩孔、倒棱现象的主要原因。
(3)由于车间管网氧气压力达不到设计值,导致氧枪实际入口压力低于设计值,故喷头出口马赫数、喷孔夹角等重要参数及其结构不能满足实际需要,导致炼钢过程中出现跑渣、粘渣、粘钢现象。
(4)氧枪氧管、进出水管与氧气金属软管、水金属软管采用法兰联接。拆氧枪时需拆卸40只螺栓,换上新枪时又需重新旋紧这40只螺栓,导致了换枪时间长。
(5)由于氧枪枪尾的氧管与两个水管不是固定在同一个平面上,相对独立,在制造时难免会有误差,使得枪尾的氧管和两个水管不能同时与金属软管联接紧密,经常出现氧管和一个水管联接紧密而另一个水管无法与金属软管联接紧密,出现漏水现象。需要反复调整金属软管上的法兰来保证枪尾氧管和两个水管分别与三个金属软管紧密联接,导致换枪时间长。
2.4 改进措施
(1)对喷头的重要参数进行优化。喷孔出口马赫数由2.11改为2.06;将喷孔夹角由17.5°改为15°;重新计算喷孔出口直径。
(2)对喷头的结构进行优化。根据优化后的重要参数修改喷头的结构。喷头外壁中央部分由平面改为倒锥面;取消喷头外壁与内壁之间的中央筋板;将喷头内壁中央部分由“V”型改为“双锥”型;将喷头与内管由焊接改为滑动密封联接。
(3)对枪尾结构进行优化。取消枪尾密封;重新设计枪尾,将进、出水管弯成R≥700 mm的弧,且进、回水管与氧枪枪体由垂直相交改为长径≥800 mm的椭圆形相贯线相交;枪尾的氧管和进、出水管分别与固定在支撑架内的相应的管接头焊接。枪尾的氧管和进、出水管通过升降小车上的密封接管间接与金属软管联接。
氧枪枪体粘上一定厚度的钢渣后,维修工人需站在转炉炉口上方27.30 m平台上进行清渣处理,工作条件十分恶劣,为减轻维修工人的劳动强度,解决氧枪粘渣问题,在氧枪的枪体与喷头之间增设一段锥段。
改进后的氧枪和喷头结构分别如图3、图4所示。
2.5 改进后的氧枪使用效果
(1)氧枪的使用寿命由原来的100炉提高到400炉左右;
(2)氧枪喷头使得转炉平均纯吹氧时间由14.24 min缩短至13.98 min,吨钢耗氧量由55.66 Nm3降至51.088 Nm3;
(3)氧枪枪尾对快速更换氧枪提供了有利条件;
(4)使用锥体氧枪后,有效地解决了氧枪的粘渣问题,减轻了维修工人的劳动强度。
3 氧枪升降横移装置
3.1 氧枪升降横移装置结构组成
氧枪升降横移装置由一个固定导轨、两台升降小车、两套升降传动机构、两台横移台车和一套锁紧装置组成。其中,两套升降传动机构分别布置在两台横移台车上。氧枪升降横移装置如图5所示。转炉吹炼设两支氧枪,一支在工作位,一支在备用位。换枪时,氧枪横移台车将工作氧枪横移到备用位;同时备用氧枪换到工作位,并用锁紧装置锁定。
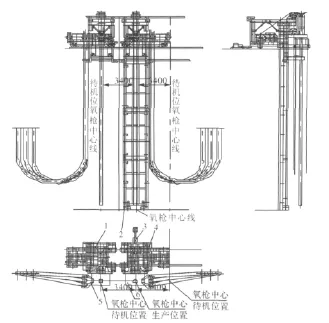
图5 氧枪升降横移装置Fig.5 Lowering-hoisting and horizontal moving equipment of oxygen lance
(1)固定导轨。如图5所示的固定导轨为开口的框架结构。当横移台车在工作位停止时,横移台车上的移动导轨与固定导轨合为一个完整的导轨,此时,升降小车可沿导轨上下移动。
(2)升降小车。升降小车的结构如图6所示。
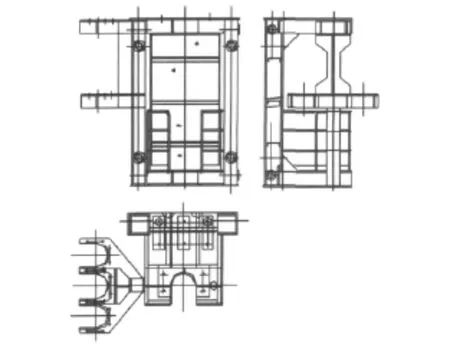
图6 升降小车Fig.6 lowering and hoisting trolley
(3)升降传动机构。升降传动机构由电动机、减速器、制动器、卷筒装置、滑轮组、钢丝绳等组成;升降传动机构的技术参数
提升负荷/t 20
提升速度/m·min-1v高=40,v低=10
升降行程/m 18.4
(4)横移台车。每座转炉有两台氧枪升降装置(包括升降小车和升降传动机构),分别装置在两台氧枪横移台车上。一台横移台车携带氧枪升降装置处于转炉中心的操作位置时,另一台处于等待备用位置,每台都各有独自的驱动装置。
为了使氧枪横移台车准确地对中转炉的中心,设置了横移对位止动装置,即锁紧装置。当行程限位开关将小车停在距炉子中心±20 mm范围内之后,启动锁紧装置,将其顶杆推入横移台车定位槽中,使横移台车对中。
横移台车的结构如图7所示。车体及其载荷的全部重量都由四个走行轮支承,而车体的倾翻力距则由两个导向辊形成的一组力偶平衡,所以导向辊的作用是既起导向作用又承受倾翻力。车体由横移台车电动机驱动。电动机经减速器和链轮链条直接传动行走轮。借行程开关停车,没有刹闸制动装置。
当工作枪需要更换时,氧枪横移机构将实现快速更换氧枪的功能。氧枪横移机构由横移小车及横移小车驱动装置组成,横移小车是一个焊接的矩形框架组成。通过小车上的车轮支撑在导轨上。
横移台车的技术参数:
运行负荷/t 50
运行速度/m/min 0~4
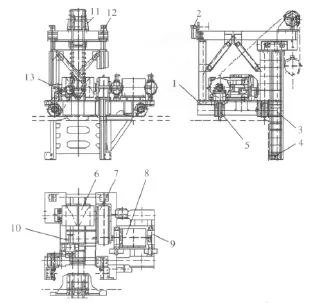
图7 横移台车(右)Fig.7 Horizontal moving device(right)
横移距离/m 3.4
驱动方式 电动
(5)锁紧装置。如图8所示,锁紧装置主要由电液推动器、辊子、支座、底座、磁块、磁开关和定位板等组成。主要用来对位制动工作位的横移台车。
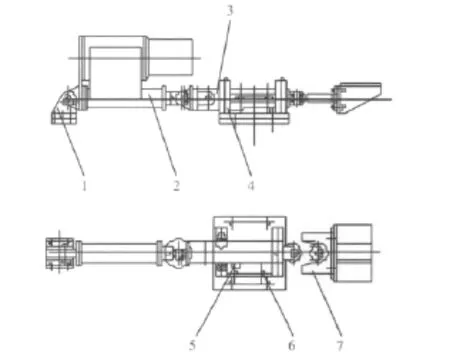
图8 锁紧装置Fig.8 Locking device
3.2 氧枪升降横移装置在生产中存在的问题
(1)氧枪换枪的时间平均为2 h,最长可达4 h,换枪时间长,导致劳动强度增大、生产效率降低;
(2)升降小车车轮啃轨道。
3.3 分析氧枪升降横移装置问题产生的原因
(1)现有的氧枪升降导轨是框架结构,升降小车的车轮在框架的升降导轨内旋转,由于加工精度和磨损的原因,再加上三条金属软管的偏重,需要人工来调正氧枪。260 t转炉氧枪的外径是Φ402 mm,氧枪在通入冷却水的情况下,把重量将近10 t氧枪的中心线与炉口中心线调重合比较困难。
(2)由于来回水管及氧管挂在升降小车一侧,造成氧枪和升降小车偏重,氧枪中心偏离转炉中心,升降小车车轮啃轨道。
3.4 改进措施
(1)枪尾的进水管、出水管和氧管分别与三个管接头焊接,三个管接头通过一个连接板的加固与枪体组成整体氧枪,见图3。
(2)将原氧枪升降小车上用于固定。氧枪尾部氧管,进水管和回水管的两个悬臂取消。
(3)升降小车悬挂点位置与氧枪及升降小车重心在同一直线上。
(4)在改进后的氧枪开降小车上安装一个自行研制的转炉氧枪快换装置,如图9、图10所示。
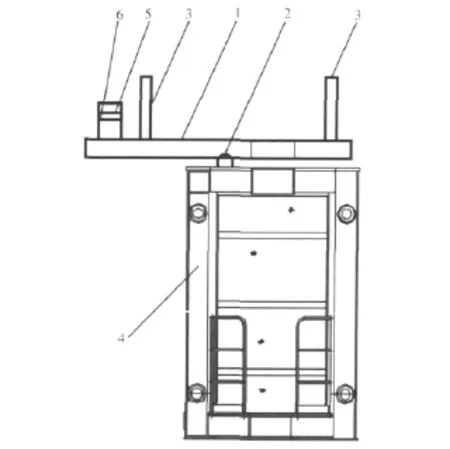
图9 转炉氧枪快换装置的断面图Fig.9 Cross section of oxygen lance quick replacement equipment of converter
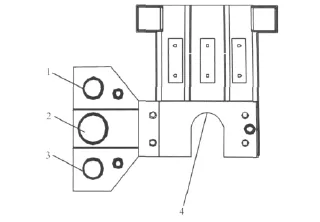
图10 转炉氧枪快换装置的平面图Fig.10 Planar graph of oxygen lance quick replacement equipment of converter
3.5 改进后的升降小车的使用效果
(1)通过氧枪枪尾与转炉氧枪快换装置的整体插接,实现氧枪和升降小车自动快换,不需要人工调整对正,整个换枪时间可缩短到30 min,降低了工人的劳动强度,提高了工作效率。
(2)通过密封圈密封,保证氧枪枪尾各管接头在2.5 MPa的压力下不会泄漏,有效地增强了设备的安全性。
(3)转炉氧枪快换装置的底拍下部的半球凹坑与设在氧枪托架上的凸球配合,形成转动的球形关节,实现氧枪在任何状态下都能与炉口垂直并随意调整。
(4)氧枪及小车不再偏重,升降小车车轮不再啃轨道。
4 260 t转炉吹氧装置生产情况
鞍钢260 t转炉与国外采用炉内脱磷和脱碳工艺的大型转炉吹氧装置相比较见表1。
从2005年4月至2007年1月,1#、2#、3#转炉相继投产、达产。多年的生产实践证明,鞍钢3座260 t转炉氧枪系统吹炼效果良好,设备运行稳定,各项工艺技术指标均达到或超过设计指标,如转炉耗氧量为51.088 Nm3/t钢,平均纯吹氧时间只用13.98 min;氧枪更换只30 min;氧枪寿命达到400炉左右。

表1 鞍钢与国外大型转炉吹氧装置对比Tab.1 Comparison of blowing oxygen equipments of large converters in An Gang and abroad
5 结论
(1)鞍钢260 t转炉吹氧装置与国外大型炉内脱磷和脱碳的转炉吹氧装置相比,投资少、氧气耗量低、可快速换枪、检修维护方便。
(2)鞍钢260 t转炉吹氧装置,既适用于新厂建设,也适用于老厂改造,具有良好的发展前景。
[1] 谭牧田.氧气转炉炼钢设备(M).北京.机械工业出版社,1983:414.
[2] 鞍钢股份有限公司.转炉氧枪快换装置.中国,200810011269.4[P/OL].2009-11-4[2012-2-11].http://211.157.104.87:8080/sipo/zljs/.
[3] 鞍钢股份有限公司.一种转炉氧枪.中国,200820012523.8[P/OL].2009 -2 -25[2012 -2 -11].http://211.157.104.87:8080/sipo/zljs/.
