激光熔覆层形貌尺寸预测研究
2012-11-18张炳发
张炳发 洪 蕾
(上海海事大学,上海 201306)
激光熔覆技术是具有发展前景的材料表面改性技术之一,是一种先进实用的材料修复强化技术。激光熔覆过程中激光束作用于熔覆材料和基体表面,使之迅速熔化后快速凝固,从而在基体表面形成与基体组织性能不同的合金层。激光熔覆中的工艺参数很多,包括激光功率、光斑尺寸、扫描速度、送粉喷嘴几何尺寸、送粉角度及送粉量、粉末气流中颗粒所占的固相分数、粉末颗粒的速度等等,而且工艺参数之间相互影响,实际生产中还存在着许多不稳定性。因此,要想获得最佳熔覆层形貌,必须通过大量实验来确定合适的工艺参数,这样会提高成本、增加工作量,尤其在高附加值的部件修复时成本更高,所以有必要提出一种预测方法,能够通过不同的工艺参数组合预测出熔覆后工件表面形貌尺寸[1~3]。
1 实验设备、材料
基体材料选用45 钢,尺寸为100 mm×50 mm×4 mm,熔覆材料选用镍60 自熔性合金粉末,粒度尺寸为45 μm~105 μm,熔覆层长度为60 mm,离焦量160 mm。实验采用SLC-20×30D 型3 kW连续矩形波CO2数控激光器,DPSF-2 型同轴自动空气送粉器,西门子数控系统和四轴联动数控机床。
2 熔覆层形貌尺寸预测
2.1 预测模型建立
在实际应用中,我们往往通过数次实验才能确定合适的工艺参数,为此必须提出一种预测方法,能够通过不同的工艺参数组合预测出熔覆后工件表面形态。激光熔覆是一个非常复杂的冶金结合过程,有许多影响因素,单从现象上无法了解客观规律,分析实际的因果关系,而回归分析可以通过建立回归模型,分析各个因素的影响大小以及各个因素之间的线性关系,进一步完善激光熔覆过程控制。
回归分析是研究变量之间相关关系的一种统计推断法,目的在于试图用自变量来预测应变量的值,回归模型有一元回归模型和多元回归模型,本文研究的激光熔覆工艺参数不止一个,所以采用多元回归模型。设响应变量Y 和n 个随机变量X1、X2、X3、…、Xn,则Y 和X1、X2、X3、…、Xn之间的线性回归模型为:

式中,β0,β1,β2,…,βn为常数,成为偏回归系数,X1、X2、X3、…、Xn是可以精确测量的一般变量[4,5]。于是,对于激光熔覆可以建立熔覆高度H、熔覆宽度W 和自变量熔覆激光功率P,扫描速度Vs,送粉速率Vr3 个自变量的回归方程:

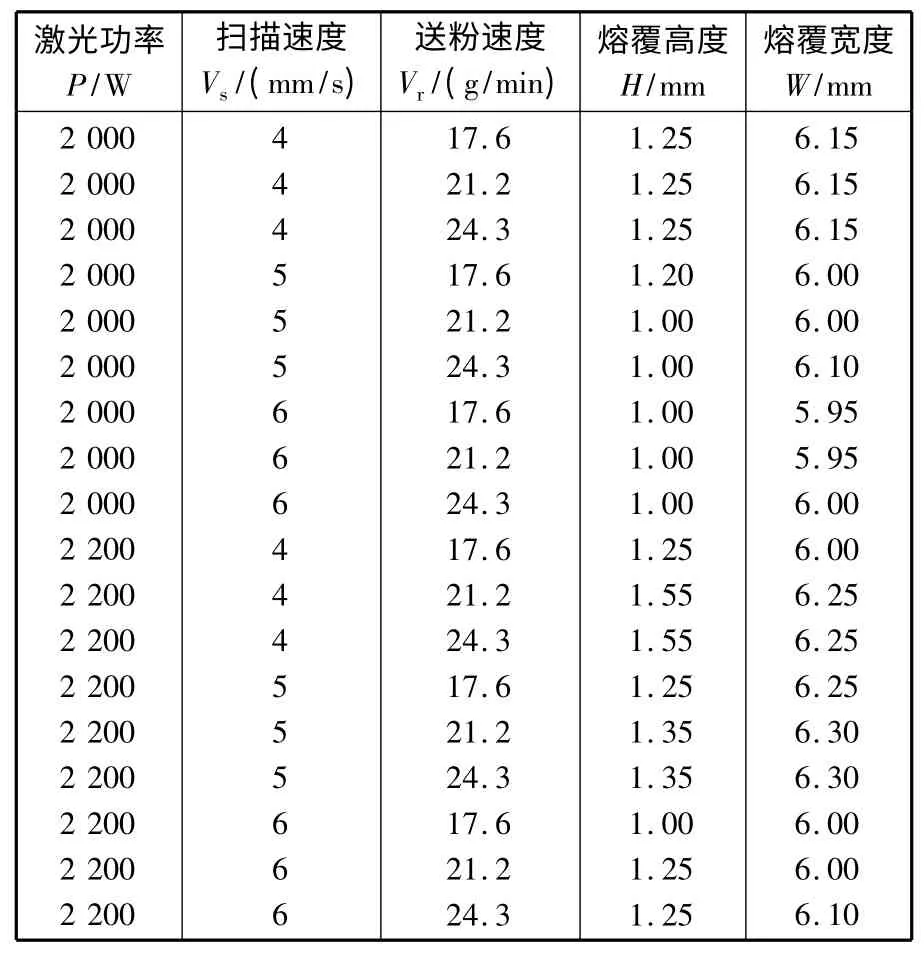
表1 熔覆层高度、宽度实验数据Table 1 Test data of fuse cladding height & width
激光熔覆中所测得的熔覆层高度、宽度实验数据如表1 所示。
应用SPSS 统计分析软件进行多元线性回归分析,参与回归的数据如表1 所示,可以求得系数:β0=-0.524,β1=1.028,β2=-0.133,β3=0.011;α0=5.047,α1=0.556,α2=-0.079,α3=0.014。将系数带入式(2)、式(3),可以得到熔覆层高度和宽度的预测公式:

2.2 模型验证及误差分析
由式(4)、式(5)可以预测出熔覆层的高度和宽度,相对误差可用下式计算:

式中,P 表示预测值,Pexp表示实测值。预测结果与实验检测值的比较如表2 所示,P 为激光功率(kW),Vs为扫描速度(mm/s),Vr为送粉速率(g/min),H、W 分别为实测熔覆层高度(mm)、宽度(mm),H1、W1分别表示多元线性回归高度、宽度预测值,Δ1、Δ2分别表示熔覆层高度、宽度的相对误差。由表2 可以看出,四组数据中预测的最大相对误差为11.94%,最小误差为0.02%,平均相对误差为4.38%,因此多元线性回归分析用于激光熔覆层的形貌预测是可行的[5]。

表2 多元线性回归预测值与实测值比较Table 2 Comparison between predicted values by multielement linear regression and measured values by test
虽然回归系数与熔覆中的其他参数相关,但是对于某一特定的激光熔覆过程来说,只要熔覆材料、熔覆功率、扫描速度、送粉速率及焦点位置等都确定,回归系数就是确定的。因此,对于我们所研究的控制过程来说,多元线性回归分析应用于激光熔覆层的形貌预测具有一定的可行性。
3 结论
探讨熔覆层的表面形貌尺寸与激光工艺参数间的关系变化规律,不仅有利于熔覆层质量的控制,而且有助于熔覆成形尺寸的精度保证,其中熔覆层的高度、宽度是激光熔覆形成特征的重要参数,也是激光熔覆成形技术中的重要参数。通过对实验过程的综合分析,可以看出多元线性回归分析应用于激光熔覆层的形貌预测是可行的,四组分析数据的最大相对误差为11.94%,最小误差为0.02%,平均相对误差仅为4.38%。
[1]黄凤晓,蒋中浩,张健.激光熔覆工艺参数对单道熔覆层宏观尺寸的影响[J].材料热处理技术,2010,39(18):119-121.
[2]洪蕾,吴钢.激光制造技术基础[M].北京:人民交通出版社,2008.
[3]陈长军,张敏,张诗昌,等.激光熔覆技术用于高附加值部件和设备的修复再制造[J].中国设备工程,2010,11-12.
[4]董佳奇.CO2激光焊接光致等离子体信号的实验研究[D].武汉:华中科技大学,2009.
[5]杨维忠,张甜.SPSS 统计分析与行业应用案例详解[M].北京:清华大学出版社,2011.
[6]赵洪运,杨贤群,舒凤远,徐春华.激光熔覆层形貌对比分析[J].焊接学报,2009,30(1):51-59.
