非金属耐磨材料在矿山过流设备中的选择与应用
2012-11-17杨昌凯曾汉东
杨昌凯,曾汉东
(大冶有色金属有限责任公司铜山口铜矿, 湖北大冶市 435122)
非金属耐磨材料在矿山过流设备中的选择与应用
杨昌凯,曾汉东
(大冶有色金属有限责任公司铜山口铜矿, 湖北大冶市 435122)
设备过流件的磨损和腐蚀是影响矿山、冶金、石油等行业生产和可持续发展的重要因素之一,简要分析了过流件磨损失效机理及主要影响因素,提出采用DX非金属耐磨材料对已报废的渣流泵过流件进行修复。通过对其主要性能进行测试及现场试验,证明该非金属耐磨材料可减少过流设备磨损、提高其使用寿命、降低使用成本,具有良好的市场前景和广泛的社会经济效益。
非金属耐磨材料;耐磨度;过流件;渣浆泵;磨损机理
0 前 言
在冶金、化工、矿山、电力、石油等工业生产过程中,过流设备的磨损和腐蚀是不可避免的,工况条件的不同使这些过流件的使用寿命也存在着很大的差异,给企业正常生产和设备维护带来很大困难,生产成本也不断加大。据不完全统计,2010年我国因设备磨损和腐蚀造成的经济损失为9500亿元,机电产品失效原因大多为磨损和腐蚀,约有80%的机器零部件都是因为磨损而失效。
铜山口铜矿是大冶有色金属公司的主要生产矿山之一,矿石主要有用矿物成份为铜、黄铁矿、钼、硫等,采用铜钼混合浮选、铜硫分离、铜钼分离技术进行浮选,选矿处理能力为4000t/d,工艺流程为碎矿-磨矿-浮选-脱水,受铜矿物与黄铁矿连生成矿条件和选矿工艺的影响,属于难分离矿石,可选性不佳,生产过程中极易造成选矿设备负荷过重和老化现象,特别是过流设备(如碴浆泵、球磨机、浮选机)过流件磨损严重。因此,如何利用新技术和新材料解决过流设备的磨损问题、提高过流件的使用寿命、降低生产成本,是矿山实现资源高效利用,经济效益、社会效益、环境效益的有机统一和可持续发展的必由之路。
1 过流件磨损失效的机理及主要破坏部位
1.1 过流件磨损失效机理
碴浆泵(涡漫泵)是金属矿山选矿工艺流程中最常见的过流设备。根据流体中的固体颗粒与过流部件工作面的接触方式,其常见的破坏形式主要有冲击磨损、剥蚀、研磨破坏3种。由于通流物质为含有固体颗粒的矿浆,其工作性质决定了过流部件的破坏主要为流体颗粒磨损。
实际工况条件下,过流件的磨损机理非常复杂,磨损现象也不能简单地认为是单一的磨损类型,而往往是多种形式的复合或派生,如气蚀磨损、冲蚀磨损和研磨破坏等。此外,过流件的使用寿命往往还受工况条件的影响,如流速、矿浆(砂浆)浓度、压力、酸碱性等,正常工况下,过流件的气蚀磨损和冲蚀磨损都存在,且往往是气蚀的存在进一步加快了过流件磨损的进程,气蚀磨损严重者,其扩展深度可达20mm以上,甚至穿透过流件的基体。理论上气蚀磨损和冲蚀磨损属于侵蚀磨损,也可以作为疲劳磨损的派生形式,其实质主要是由于机械力造成的表面疲劳破坏,是矿浆的化学和电化学作用使过流件的耐磨度减小。
1.2 过流件主要破坏部位
从该矿选矿流程中使用的各种碴浆泵的使用情况来看,除工况条件和泵位不同时磨损情况也不同外,实际工况情况下,矿浆浓度不同其磨损程度也存在较大的差异。矿浆浓度较低时,过流件磨损以剥蚀为主,气蚀为辅,在吸嘴和叶轮叶片根部主要的磨损方式为剥削磨损,涡流的增加使磨损加剧;矿浆浓度较高时,过流件磨损以冲击磨损为主,特别是在有涡流的情况下,由于矿浆中大颗粒的惯性和离心作用,泥浆颗粒以较大的动能冲击叶轮,且频率很快,则造成过流件破坏严重,主要是叶轮和护板之间的间隙小容易引起研磨破坏。在蜗壳内,泥浆(矿浆)中的颗粒在圆形流道内受离心力的作用撞击泵壳内壁,蜗壳受到全方位的冲击,磨损以犁切或切削磨损和气蚀磨损为主。
2 碴浆泵磨损的影响因素
(1)碎矿细度。正常情况下,碎矿细度与过流件的磨损程度成正比,主要原因是:粒度越大,往往传递的动能也越大,使磨损加剧,而细颗粒能形成滑移层,保护过流部件免受磨损,降低了过流件的整体磨损量。
(2)转速。理论上,过流件的磨损量随转速的增加,呈几何指数增加。该矿选矿车间使用渣浆泵的电机转速都是额定的,为800~1000r/min,不利于减少过流件的磨损。因此,应在保持流量和扬程的前提下,尽量选用低转速,有条件的可以选用调速电机来控制转速。
(3)矿浆(泥浆)浓度。一般工况条件下,矿浆浓度为20%~50%,磨损量随着矿浆浓度的增加而增加,但当浓度增加到40%以上时,磨损量随浓度的增加反而减小。
(4)泵工作地点。在不影响选矿工艺的情况下,泵应根据需要放置在效率较高的地点,避免因效率过低或超负荷运转产生涡流,使过流件磨损加快。
3 非金属耐磨材料的选择和应用
大冶有色公司铜山口矿选矿工艺流程由碎矿、磨矿、脱水三大部分组成,矿浆和尾矿的输送主要采用渣浆泵输送,共有各种类型渣浆泵20余台,主要型号为125ZGB-360、150ZGB-360、200ZBG-760等,渣浆泵的泵体、叶轮多采用高铬合金整铸,采购成本也较高。由于矿浆(特别是尾矿)的输送量大、运距远,每台泵的过流件(前后护板、护套、叶轮等)的更换周期较短,约为40~60d,造成生产使用过程中过流件消耗量较大,更换频繁维护费用高,年消耗金额约60~80万元,且工人劳动强度大,对于选矿的成本单耗影响较大,严重影响生产和企业效益,而对于磨损的过流件通常只能做废品处理。
为降低生产成本,提高过流件的使用寿命,该矿和省外的科研院所合作进行了科技攻关,选用DX非金属耐磨材料对已经报废的渣浆泵过流件进行整体修复试验。该材料具有施工方便、耐磨度高、耐酸碱、与金属粘合强度高等特点,完全适合选矿流程中的固体双相或多相流体输送设备过流件的修复和保护,特别对于处于酸碱腐蚀等特殊工况条件下的过流设备的磨损,具有其它金属材料性能所不具备的防腐性能。其理化性能见表1。
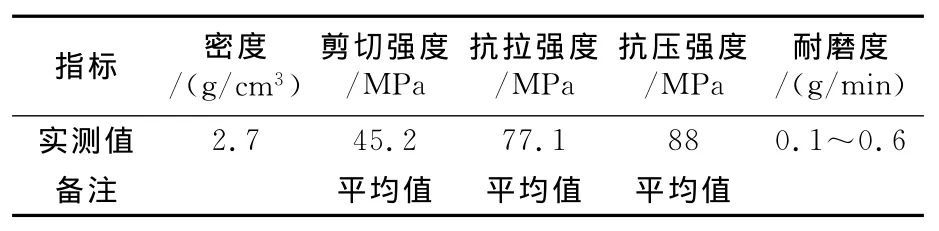
表1 DX耐磨材料主要性能
为检验非金属耐磨材料在渣浆泵过流件修复后的磨损情况,选择在3#球磨混合精矿再磨矿浆输送的1#渣浆泵(150ZGD-630A型)进行现场试验,所输送的矿浆浓度为15%,粒度为-200目占75%左右,矿浆量为100~130m3/h。试验结果表明,1#泵位新备件平均使用寿命为1440h(连续运转2个月),经DX非金属耐磨材料修复后,试验件连续运转使用时间已超过1900h(2个半月),且目前仍在使用,修复成本仅为更换新件的70%左右,达到了预期效果。
4 结 论
实践证明,在使用各种类型过流设备的矿山中,根据设备的实际工况条件,合理配置,采用新技术、新材料提高其过流设备的循环利用是完全可行的。DX非金属耐磨材料的应用,不但能减少过流设备的磨损、降低消耗、提高过流件的使用寿命、减少过流设备的维护成本、降低工人劳动强度,而且也是矿山实现资源综合利用和循环经济发展模式的一种有效途径,对推进矿山可持续发展、提高矿山经济效益、促进资源综合利用来说都是非常有意义的。
2012-03-01)
杨昌凯(1963-),男,工程师,现从事矿山设备及技术管理工作,Email:13451074345@163.com。
