灰关联分析在煮茧与缫丝中的应用
2012-11-16陈强,黄晨
陈 强,黄 晨
(1.金富春集团有限公司,浙江 富阳 311418;2.安徽农业大学 轻纺工程与艺术学院,合肥 230036)
灰关联分析在煮茧与缫丝中的应用
陈 强1,2,黄 晨2
(1.金富春集团有限公司,浙江 富阳 311418;2.安徽农业大学 轻纺工程与艺术学院,合肥 230036)
为提高生丝的产质量和管理水平,重点就自动缫丝过程中的煮茧工艺和缫丝工艺进行探讨。运用灰色系统理论建立数学模型,通过灰关联分析计算各影响因素与生丝各指标的关联度。定性分析得出,蒸煮室温度对煮茧结果影响最大,理绪温度对缫丝影响最大。
自动缫丝机;生产工艺;灰关联分析;关联度
蚕丝纤维作为“绿色环保”产品,将成为国际纺织消费品的主流之一[1]。虽然蚕丝具有诸多的优良性能,但其加工过程复杂、工艺流程长、影响因素众多。为了提高生丝的质量等级,笔者对当前制丝企业普遍应用的自动缫丝机,运用灰色系统理论建立数学模型,对不同庄口进行定性分析。在生丝生产中,一般采用定纤缫制规格生丝,为做小生丝纤度偏差、最大偏差及缫折,提高生丝清洁、洁净成绩,降低均匀Ⅱ度变化,本研究着重分析了煮茧时各区的温度及缫丝时的自缫车速、索理绪温度等因素对解舒率、清洁、洁净等指标的影响。
数据分析已广泛应用于工业、农业、生物、医学、气象、水文地质、社会科学、人文科学等各方面的研究。本研究在数据分析处理时主要采用灰关联分析。
1 试验材料与方法
1.1 试验材料与设备
试验材料:庄口1~庄口6等庄口茧。
试验设备:ZB104型煮茧机、FY2000型自动缫丝机、79型复摇机、Y871型旦尼尔秤等。
1.2 试验的数据收集
按数理统计的要求,原始数据越多越好,因为统计规律是建立在大样本基础上的,但实际上却很难满足,即使获得了大样本,大样本也不一定是典型的,而非典型的过程(如非平稳过程、非高斯过程和非噪声过程等)是难以用统计规律处理的,灰色系统则无此限制。只要原始数据列有4个以上的数据,就可以通过生成变换来建立模型[2]30-31。本研究原始数据均为5次的均值。
1.2.1 煮茧工艺的样本数据收集
综合生产实际及相关资料,对能反映煮茧工艺的指标考察了以下几个:解舒率(Y1)、丝胶溶失率(Y2)、万米吊糙次数(Y3)、内层落绪率(Y4)、中心粒数符合率(Y5)及洁净(Y6)等;对煮茧工艺影响因素主要考察:蒸煮Ⅰ室温度(X1)、调整段的中水区温度(X2)、动摇区温度(X3)、静煮区温度(X4)和出口保护区温度(X5)等。
在原始数据中,令各指标值Yi(i=1,2,…)为母函数,影响因素Xj(j=1,2,…)为子函数,分别如表1,表2所示。
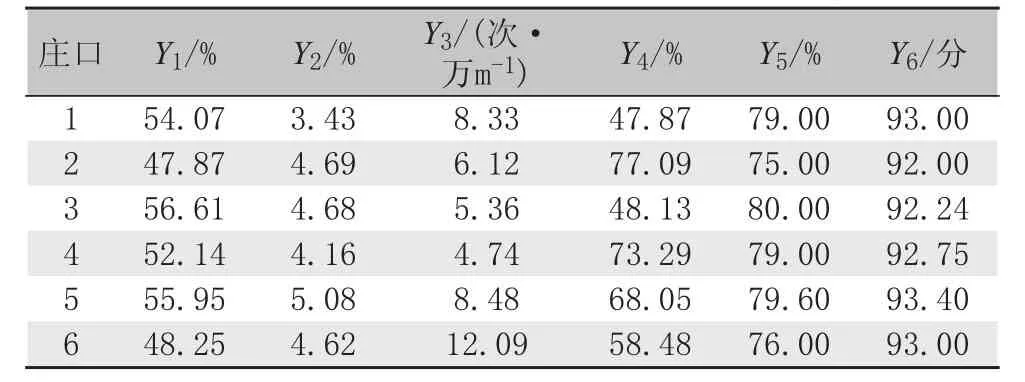
表1 煮茧工艺中指标值原始数据Tab.1 Initial datum of index in the craft of boiling cocoon
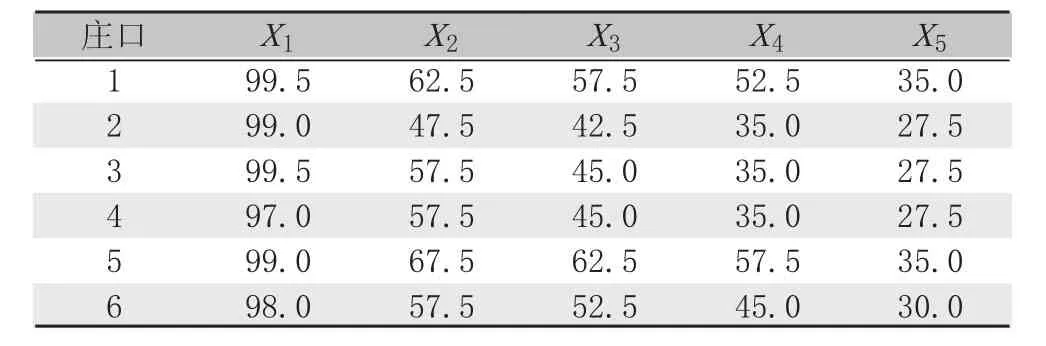
表2 煮茧工艺中影响因素原始数据Tab.2 Initial datum of in fl uencing factor in the craft of boiling cocoon ℃
1.2.2 缫丝工艺的原始数据收集
缫丝是制丝工艺中重要的一步,为了提高生丝的产质量,结合实际生产和相关经验,在缫丝工艺各指标中主要考察清洁(Y1)、洁净(Y2)、均Ⅱ度变化(Y3)、偏差(Y4)及缫折(Y5)等;在影响因素中主要考察:自缫车速(X1)、索绪温度(X2)、理绪温度(X3)、缫丝汤温(X4)等。
在原始数据中令各指标值Yi(i=1,2,…)为母函数,影响因素Xj(j=1,2,…)为子函数。分别如表3,表4所示。
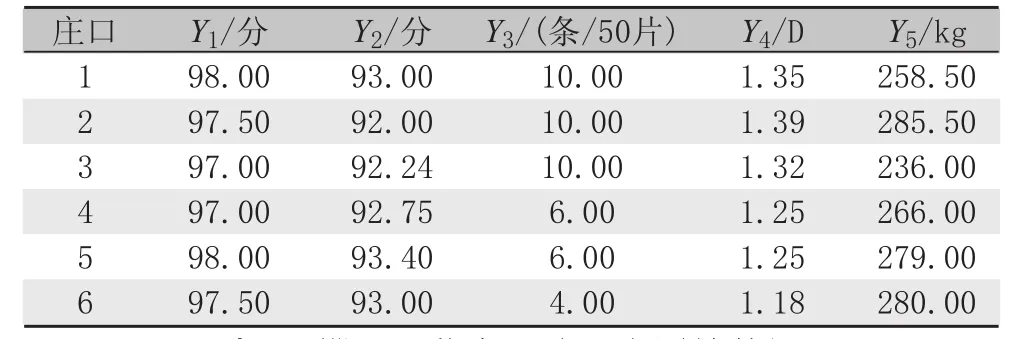
表3 缫丝工艺中指标值原始数据Tab.3 Initial datum of index in the craft of reeling silk

表4 缫丝工艺中影响因素原始数据Tab.4 Initial datum of in fl uencing factor in the craft of reeling silk
1.3 试验数据处理方法
在原始数据中,因为母函数不止一个,被比较的子函数也不止一个,所以可构成关联矩阵,如母函数Y1与子函数Xj可得到它们的关联度r1j=Y1与Xj的关联度=r(Y1,Xj)(j=1,2,…)。
1.3.1 原始数据标准化处理
在上述的原始数据中,由于空间的数在大小上相差较大,参数单位不同,为便于比较,需要对数据作无量纲化处理或数据的初始化,即按下述方法处理。
设指标值时间数列和影响因素时间数列分别为:
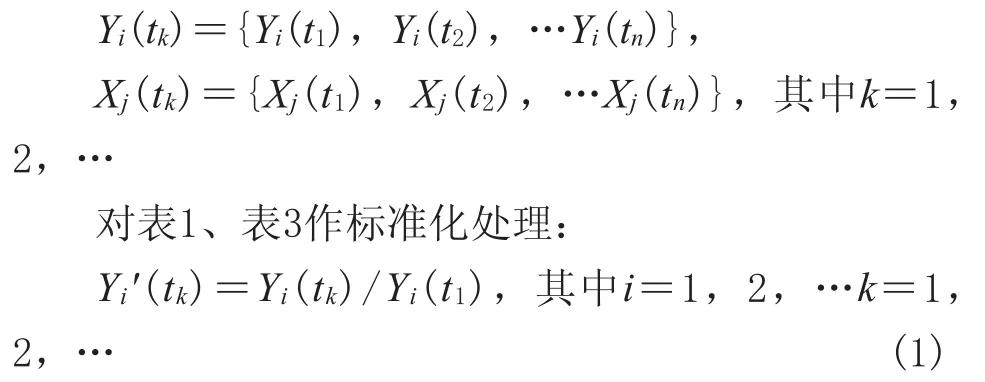

对表2、表4作标准化处理:1.3.2 求绝对差序列Δij(tk)
Δij(tk)=|Yi(tk)-Xj(tk)|k=1,2,…为各个时刻Yi与Xj的绝对差值,它是以标准化后的数据为处理对象。
1.3.3 计算关联系数ξij(tk)[3]

式(3)中:记tk时刻Xj对Yi的关联系数为ξij(tk);Δij(tk)=|Yi(tk)-Xj(tk)|,k=1,2,…为其绝对差值,Δmin为各时刻的最小绝对差值,即Δmin=|Yi(tk)-Xj(tk)|;Δmax为各时刻的最大绝对差值,即Δmax=|Yi(tk)-Xj(tk)|;k称为分辨系数,在本文中k值取0.5。
由式(3)可得:

1.3.4 计算关联度
在关联度计算中,主要采用面积关联度分析法,由于有多个母函数和子函数,最终将得到一个关联度矩阵,关联度反映的是某个指标受某个因素的影响大小。关联度计算采用下式:

2 试验结果与分析
2.1 煮茧工艺原始数据处理
2.1.1 标准化处理
将表1、表2的数据按照1.3.1所述的方法进行标准化处理,所得结果分别如表5、表6所示。
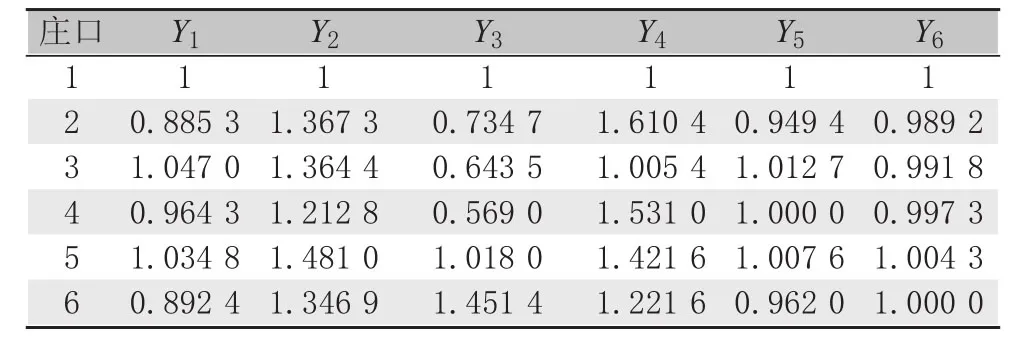
表5 煮茧工艺中指标值的标准化处理Tab.5 Standardized treatment of index in the craft of boiling cocoon

表6 煮茧工艺中影响因素的标准化处理Tab.6 Standardized treatment of in fl uencing factor in the craft of boiling cocoon
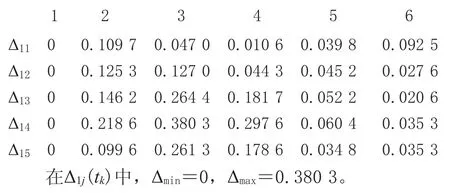
2.1.2 求绝对差序列Δij(tk)
根据1.3.2所述,以表5中Y1对表6中的Xj为例,求得的绝对差序列Δij(tk)如下,其余略。
2.1.3 计算关联系数
记Y1与子函数Xj所得的关联系数为ξ1j(tk),由式(4)及2.1.2所得结果,ξ1j((tk)如表7所示,其余略。
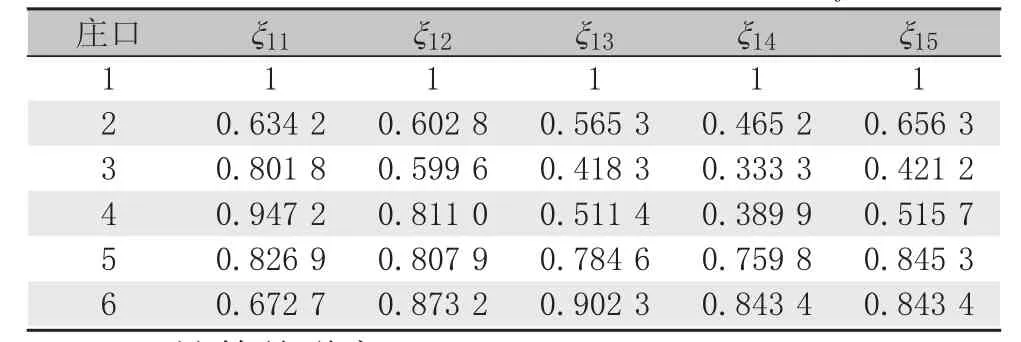
表7 Y1与Xj的关联系数Tab.7 Correlation coef fi cient of Y1 and Xj
2.1.4 计算关联度
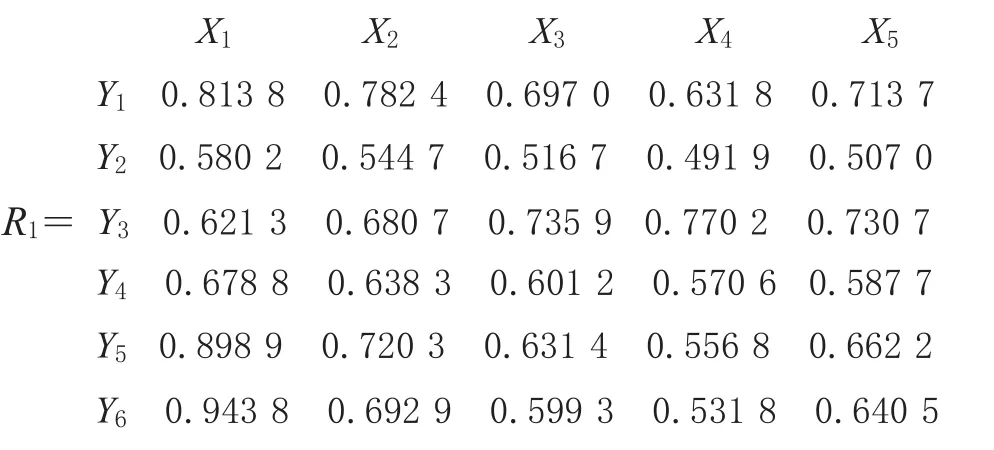
由式(5)和2.1.3的计算结果可得到煮茧工艺中Yi与Xj的关联度矩阵,记为R1。
2.2 煮茧工艺优势分析
2.2.1 对关联度矩阵R1进行列分析
它表明煮茧工艺中某一因素对各项指标的关联度大小。其中对各项指标影响最大的是蒸煮Ⅰ室温度,其次是中水区温度、出口保护区温度等。
排列次序为:蒸煮Ⅰ室温度>中水区温度>出口保护区温度>动摇区温度>静煮区温度。
可以看出:蒸煮Ⅰ室温度对洁净的成绩影响最大,对中心粒数符合率、解舒率影响显著,在生产中一定要管控好蒸煮Ⅰ室的温度;中水区温度对解舒率影响最大,其次为中心粒数符合率、洁净的成绩、万米吊糙次数等;出口保护区温度对万米吊糙次数、解舒率影响显著,其他指标一般;动摇区温度对万米吊糙次数影响最大,对解舒率影响显著;静煮区温度对万米吊糙次数、解舒率影响显著,其他一般。
2.2.2 对R1进行行分析
它表示某个指标受煮茧各影响因素的显著程度。从R1中可以看出:解舒率受蒸煮Ⅰ室、中水区温度影响很大,受出口保护区、动摇区温度影响较大;丝胶的溶失受蒸煮Ⅰ室影响最大,但可看到各因素对丝胶溶失率影响相当;万米吊糙受静煮区温度影响最大,其次为动摇区、出口保护区温、中水区温度,蒸煮Ⅰ室对其影响最小;内层落绪率受蒸煮Ⅰ室影响最大,其他各因素基本相当;中心粒数符合率同样受蒸煮Ⅰ室影响最大,中水区温度对其影响显著;洁净成绩受蒸煮Ⅰ室温度影响最大。整体分析可看出茧的解舒率受煮茧工艺影响最显著。丝胶溶失率与各因素的关联度最小,这是因为丝胶的溶失在各个阶段进行,且其溶解是个缓慢的过程,所以其与各个因素的关联度大小相近。
2.3 缫丝工艺原始数据处理
2.3.1 标准化处理
将表3、表4的数据按照1.3.1所述的方法进行标准化处理,所得结果分别如表8、表9所示。

表8 缫丝工艺中指标值标准化处理Tab.8 Standardized treatment of index in the craft of reeling silk
2.3.2 求绝对差序列Δij(tk)
具体同1.3.2所述,在此略。
2.3.3 计算关联系数
如2.1.3所述,其结果如表10所示,其余略。
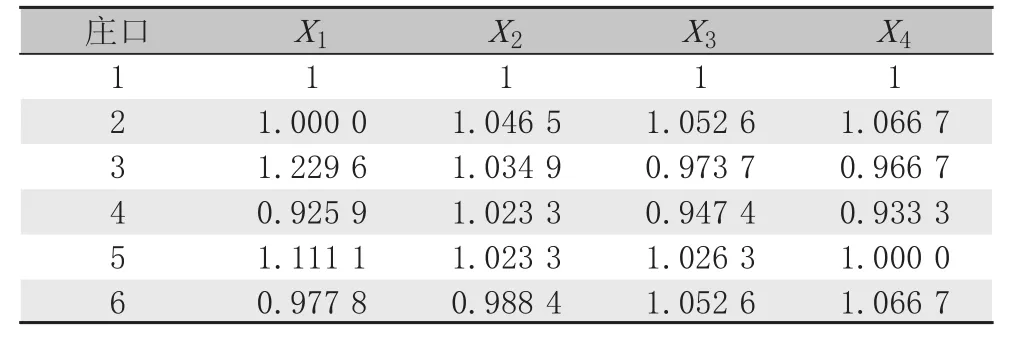
表9 缫丝工艺中影响因素的标准化处理Tab.9 Standardized treatment of in fl uencing factor in the craft of reeling silk
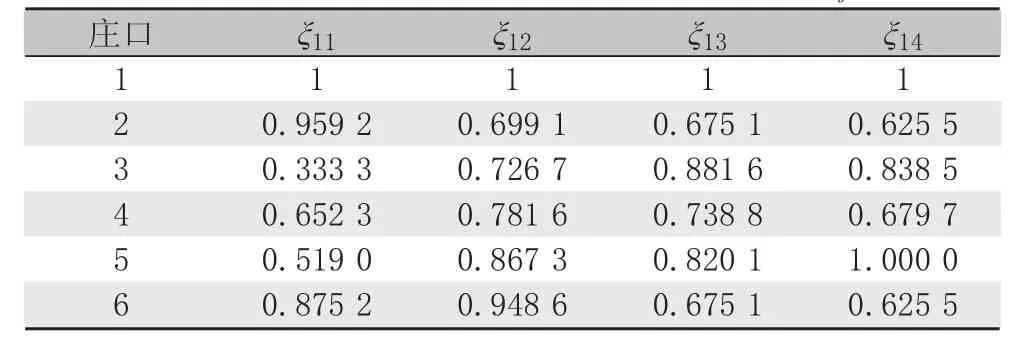
表10 Y1与Xj的关联系数Tab.10 Correlation coef fi cient of Y1 and Xj
2.3.4 计算关联度
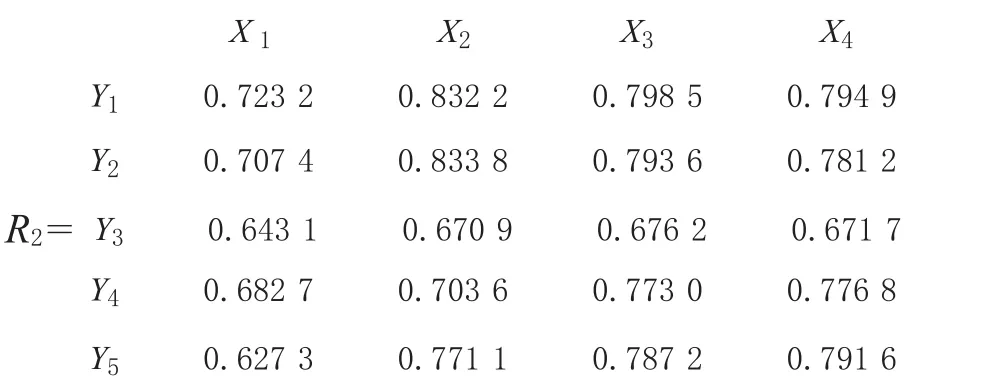
由(5)式和2.3.3的计算结果可得到缫丝工艺中Y1与Xj的关联度矩阵,记为R2。
2.4 缫丝工艺优势分析
2.4.1 对关联度矩阵R2进行列分析
它表明缫丝中某个因素对生丝质量各项指标的影响大小。从R2中可看出,理绪温度对清洁、洁净、缫折、偏差的影响显著;缫丝汤温对均Ⅱ度变化影响最小,而对其他指标影响显著;索绪温度与清洁、洁净的关联度大小相当,影响显著,对偏差、缫折也有一定的影响,而与均Ⅱ度变化关联不大;自缫车速对各指标影响相当。总体来看,索理绪温度、缫丝汤温对各指标影响程度相当,说明生丝质量受其影响最大。
2.4.2 对R2进行行分析
它表示某个指标受各因素的影响大小。清洁成绩受索理绪温度、缫丝汤温的影响比较显著,但是各个因素对清洁成绩均有很明显的影响;洁净成绩受索绪温度影响最大,其次为理绪温度、缫丝汤温;最小的为自缫车速;均Ⅱ度变化与各影响因素关联度大小相当,说明其受原料本身的影响最大;生丝偏差受缫丝汤温、理绪温度影响最大;缫折受自缫车速影响最小,而与其他因素关联度较大,这是因为任何不当的操作和工艺均会增加茧丝的浪费,当索绪温度适当时解舒良好,可减少长吐量,缫丝汤温适当,可减少丝条故障、减少内层落绪降低缫折。
自缫车速对制丝来说是一个重要的工艺参数,在生产中,随着小上生丝的重量不断增加,芯套与
棒之间的摩擦力不断增加,小的速度就会不断增快,为了控制缫丝速度对生丝纤度的影响,在实缫时,从上丝至落丝,速不能只按照工艺设计的速度一成不变,在空上丝时,应将速调至比工艺设计的快,然后每运行1 h后再调慢一些,在满落丝时速比设计的要慢一些[4]。
3 结 语
经过对以上数据的定性分析,可得出在煮茧工艺中:蒸煮Ⅰ室温度>中水区温度>出口保护区温度>动摇区温度>静煮区温度;在缫丝工艺中:理绪温度>缫丝汤温>索绪温度>自缫车速。希望可以为解决生产中的一些实际问题提供理论依据。但是,制丝企业必须加强管理来提高生丝的产质量。首先,要准确地了解原料茧质特征,根据茧质量结合自动缫的特点来制定生产工艺;其次,在生产中要加强对煮茧工艺、缫丝工艺等的管理,以达到做小生丝纤度偏差、最大偏差和缫折;再者,要加强对员工的操作方法和设备的管理,制订科学合理的工艺检查标准和管理制度。
总之,提高生丝的产质量是一个复杂的工程,企业必须全面地、实事求是地去解决问题,才能更好地提高企业自身的社会和经济效益。
[1] 国家茧丝绸办公室.我国茧丝绸现状及“十五”发展规划[J].丝绸,2002(2):1-4.
[2] 傅立.灰色系统理论及其应用[M].北京:科学技术出版社,1992.
[3] 袁嘉祖.灰色系统理论及其应用[M].北京:科学出版社,1991:16-38.
[4] 许才定,唐先红,孔育国,等.自动缫缫丝生产的技术总结[J].丝绸,2001(4):18-21;2001(5):22-26.
[5] 苏州丝绸工学院,浙江丝绸工学院.制丝学:上、下册[M].北京:中国纺织出版社,1993.
[6] 方一平,黄晨.家蚕品种综合性状的灰色评估[J].生产效率,1994(4):53-55.
[7] 浙江丝绸公司.制丝手册:合订本[M].北京:中国纺织出版社,1986.
[8] 刘刚,石显能,朱卫东.非织造过滤材料性能的灰色关联分析[J].东华大学学报:自然科学版,2003(5):50-52.
[9] 尹云静,杨运义.自动缫绪下茧粒数管理标准的探索[J].丝绸,1997(6):20-22.
[10] 朱文慧.做小自动缫生丝偏差和总差的措施[J].丝绸,1999(7):18-19.
[11] 邓聚龙.灰色系统基本方法[M].武汉:华中理工大学出版社,1987.
Application of grey association analysis on boiling cocoon and reeling silk
CHEN Qiang1,2, HUANG Chen2
(1.Jinfuchun Group Co., Ltd., Fuyang 311418, China; 2.College of Light-Textile Engineering and Art, Anhui Agricultural University, Hefei 230036,China)
For improving the output quality and management level of raw silk, this paper focused on the craft of boiling cocoon and reeling silk in auto reeling silk process. Using the grey system theory to build math model,degree of association between effecting factor and silk index was computed by grey association analysis.Through qualitative analysis, it was concluded that the temperature of boiling room was most influencing to the result, and the deviation was affected most by brushing temperature.
Automatic reeling machine; Production craft; Grey association analysis; Degree of association
TS143
A
1001-7003(2012)02-0021-04
2011-09-07
陈强(1983- ),男,助理工程师,主要从事制丝、丝织的生产管理。通讯作者:黄晨,教授,hc@ahau.edu.cn。