鼻咽癌放疗低熔点铅挡块制作误差相关因素分析
2012-11-16丁秋娥姜仁伟王思阳潘启勇朱寿武程志斌
丁秋娥 姜仁伟 王思阳 潘启勇 朱寿武 程志斌
鼻咽癌放疗低熔点铅挡块制作误差相关因素分析
丁秋娥①姜仁伟①王思阳①潘启勇①朱寿武①程志斌①
目的:探讨鼻咽癌放射治疗面颈联合照射野低熔点铅挡块制作误差的原因。方法:对不合格的低熔点铅挡块进行观察和分析,重新分为四组进行制作,对照分析和评估。结果:鼻咽癌放射治疗面颈联合照射野低熔点铅挡块误差与技师操作、切割机精度、泡沫材料的密度、熔铅炉的温度相关(P<0.05)。结论:加强制作铅挡块技师的培训,调试好制作设备的精度,保证泡沫材料的高密度,控制好熔铅炉的温度,能够减少鼻咽癌面颈联合野铅挡块的综合误差。
鼻咽癌; 放疗; 低熔点铅挡块; 验证误差
照射野加铅挡块不仅是为了适应靶区和计划区形状的需要,同时是为了保护射野内的重要器官和正常组织免受不必要的照射[1]。鼻咽癌根治性放疗面颈联合野铅挡块遮挡器官较多,有凹凸面、弧形等不规则形状,制作精度就显得非常重要。本科室2009年4月-2010年2月制作的合格率为95%,误差最大值为7 mm,最小值为3.1 mm。通过对不合格低熔点铅挡块进行观察和分析,考虑与技师操作、机械精度、熔铅炉的温度和泡沫材料的密度等因素相关,为了进一步明确误差相关因素,笔者根据2010年3月-2011年8月制作鼻咽癌面颈联合野不规则低熔点铅挡块2000块数据分四组进行对照比较,现报道如下。
1 材料与方法
1.1 材料 华盼yc2d-A型全自动热丝切割机,戈瑞公司8 cm厚高密度塑料泡沫,70 ℃低熔点铅合金,温控熔铅炉,影子板(托盘),计量用具(卡尺、水平尺、直尺),带有磁性的钢板模具,冷却钢板,3 M胶带,打磨工具,西门子模拟定位机,定位X线片,标准验证柜。
1.2 方法
1.2.1 常规制作方式 模室技师根据医师勾画出的靶区轮廓在数字仪板上描绘轮廓。将泡沫放在切割机槽内,按要求固定、切割,形成射野形状的泡沫模具并放在冷却钢板上固定,注入加热融化的低熔点铅,冷却后拆除泡沫形成低熔点铅挡块粗胚并进行打磨。将挡块核准后用3M胶带固定在影子板(托盘)上,在标准验证机上核准验证,再到模拟机验证。模拟机验证:患者取模拟定位机定位时的体位,机器参数调到定位状态,将挡块托盘插入托架,拍摄验证片,检查遮挡部位与定位片是否一致并找出误差,调整铅挡块直至遮挡部分与定位片完全一致[2]。本组制作第一批低熔点铅挡块500块设为A组(标准组),将验证片与定位片进行对比,测量出误差的最大值和最小值。
1.2.2 更改质量控制方式 按照质量控制方式不同另外制作1500块挡块(试验组),分为B组:技师每周定期调试切割机,制作方式不变,制作500块;C组:技师上岗后更换一个新的温度控制熔铅炉严格控制熔铅温度70℃,制作方式不变,制作500块;D组:技师上岗后购入新的一批高密度塑料泡沫,制作方式不变,制作500块。
将上述三组低熔点铅挡块在模拟机验证后将验证片与定位片进行对比,测量出误差的最大值和最小值。将后三组的测量误差分别与标准组的测量误差进行比较,了解不同的质量控制方式对提高低熔点铅挡块制作精度的影响。
1.3 评价标准 投影处验证误差≤1 mm为完全合格,1 mm<误差≤3 mm为合格,误差>3 mm为不合格[3]。
1.4 统计学处理 使用PEMS 3.1统计学软件进行分析,计量资料以(±s)形式表示,采用t检验;计数资料采用字检验。P<0.05为差异有统计学意义。
2 结果
2.1 各组测量的合格率见表1。
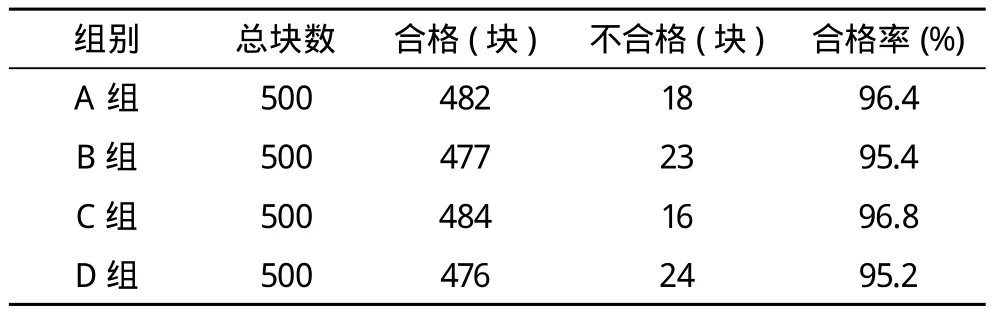
表1 各种情况下制作挡块合格率比较
2.2 各组误差比较 将B、C、D组分别与A组比较,差异均具有统计学意义(P<0.05),见表2-4。

表2 B组与A组比较 mm

表3 C组与A组比较 mm

表4 D组与A组比较 mm
3 讨论
鼻咽癌局部浸润范围不规则,致使放射野大小和形状各不相同。放射线在杀灭肿瘤细胞的同时,周围正常组织和器官不可避免地受到照射而产生放射反应,如口咽黏膜、唾液腺、皮肤等早期放射反应及放射性脑脊髓病、张口困难、放射性龋齿、放射性下颌骨骨髓炎等晚期放射反应[4]。施行放疗时低熔点铅挡块必须100%合格,但实际情况有各种误差存在。制作挡块技师必须在定位片扫描前画外轮廓时把笔尖放在X线片上轮廓线的中心线,画在轮廓线的内侧或外侧都会造成误差,固定铅挡块时要对准标记线固定在影子板上,避免旋转、上下、左右移位粘贴,模室技师要认真做好培训,加强责任心。表2可知,重新调试和检查切割机精度到最佳状态,切割机和热阻丝的两轨操纵杆要平稳、平行,不能上下、左右摇摆。表3可知,熔化炉的温度一定要控制在70℃,过低铅合金熔解不均匀、过热则挤压塑料泡沫过多而引起遮挡过多的误差。表4可知,高密度和中高密度的塑料泡沫不易被融化的液态铅热膨胀所挤压,稳定性好于低密度的塑料泡沫。本组挡块的制作实践中还观察到,凡是X轴和Y轴相差较大或者一侧遮挡较多另一侧遮挡较少的窄长型或者凹形泡沫挡块误差较多,部分误差可通过缩短或加大SFD补偿来纠正。铅挡块表面如有飞边、毛刺,应修整打磨,避免引起误差。
[1] 段蔚伯,余子豪,徐国镇,等.肿瘤放射治疗学[M].北京:中国协和医科大学出版社,2008:136.
[2] 叶继刚.低熔点铅挡块的制作和应用及质量保证[J].临床和实用医学杂志,2009,8(3):71.
[3] 林发生,潘建基,吴君心,等.个体挡块制作的体会和质量保证[J].中华放射肿瘤学杂志,2003,12(4):280-281.
[4] 陈显明,张纯,成奇峰,等.低熔点铅不规则挡块等中心治疗在鼻咽癌放疗中点应用[J].河南肿瘤学杂志,2005,18(1):42-44.
Analysis of Interrelated Factors About of Production Error of Low Melting Point Lead Block Piece in Radiotherapy of Nasopharyngeal Carcinoma
DING Qiu-e, JIANG Ren-wei, WANG Si-yang, et al.
Objective: To explore cause of error of radiotherapy of nasopharyngeal carcinoma face-neck combined radiation fields irregular wild low melting point lead block piece. Method: To analyze the low melting point lead block pieces which were unqualified. Result: The error was related to the operation of technician, cutting machine precision, foam density, melting furnace temperature lead(P<0.05). Conclusion: To strengthen the production of lead block the technician training, debug the accuracy of production equipment well, ensure the high density of the foam, control the temperature of molten lead furnace well, can reduce rate of the face-neck combined radiation fields lead block a comprehensive error.
Nasopharyngeal carcinoma; Radiotherapy; Low melting point lead block pieces; Validation error
The Fifth Affiliated Hospital of Sun Yat-Sen University, Zhuhai 519000, China
Medical Innovation of China,2012,9(24):144-145
10.3969/j.issn.1674-4985.2012.24.092
①中山大学附属第五医院 广东 珠海 519000
王思阳
2012-06-13) (本文编辑:王宇)