窄间隙TIG全位置自动焊保护气体选择
2012-11-14郭彦辉张伟栋曹冬巍白春淼刘丽丽
郭彦辉,张伟栋,曹冬巍,白春淼,刘丽丽
(核工业工程技术研究设计有限公司,北京 101300)
窄间隙TIG全位置自动焊保护气体选择
郭彦辉,张伟栋,曹冬巍,白春淼,刘丽丽
(核工业工程技术研究设计有限公司,北京 101300)
窄间隙深坡口自动焊主要用于厚壁构件的焊接,保护气体以高纯度(99.999%)Ar为宜。通过试验分析了在给定的焊缝深度下,保护气体流量的确定以及气体出口压力对焊缝成形的影响。
窄间隙;TIG自动焊;保护气体;全位置焊接
0 前言
窄间隙深坡口自动焊是近年发展起来的用于厚壁构件的焊接方法。该工艺再现性好、焊接质量高、焊缝成形美观,广泛应用于一些重要行业,如航空航天、核电站建设、大功率汽轮机等。
在核电站建设过程中,窄间隙TIG焊主要应用于主回路大厚壁不锈钢管道的焊接。
1 窄间隙TIG全位置自动焊特点
窄间隙TIG自动焊区别于传统的TIG焊接,主要表现在三方面:
(1)整个焊接过程自动化。焊接规范如电流、弧压、焊接速度、送丝速度等可以精确编程控制,而传统的TIG焊接只能精确设置电流大小,焊接弧压和焊接速度等设置全凭焊接人员的技术水平。
(2)气体保护方式。传统的TIG焊接保护罩尺寸通常在φ 30mm以内,钨极伸出长度15~20 mm;但是窄间隙深坡口自动焊的气体保护罩无法到达焊缝表面进行保护,钨极则需要伸出保护罩100 mm(焊接厚度为100 mm的构件)。
(3)手工TIG焊接位置主要为平焊或立向上焊单一焊接位置。窄间隙TIG全位置自动焊为全位置焊接,平、立向下、立向上、仰位置在一次焊接过程中都有。自动焊和手工焊焊接位置如图1所示。

图1 自动焊和手工焊的焊接位置
由于钨极伸出保护罩的长度远远超过了手工TIG焊的钨极伸出长度,同时保护气体无法充分接近熔池进行保护,如果气体选择不当会对焊接质量产生很大的影响。所以保护气体的种类、纯度、流量、气体挺度等因素就显得非常重要。
2 试验条件
2.1 试验装置
常用试验装置如图2所示,保护罩尺寸φ 70mm,钨极伸出保护罩的距离约为80 mm。

图2 实验装置简图
2.2 焊接规范
采用脉冲电源,焊接规范为:峰值电流200 A,基值电流100 A,峰值电压8.5 V,送丝速度15 mm/s,行走速度60 mm/min,占空比45%。
3 保护气体的选择
3.1 保护气体种类
对于窄间隙TIG焊接方法,保护气体主要是惰性气体Ar(氩气)和He(氦气),或者这两者的混合气体。Ar原子量39.4,He原子量4.0[1]。Ar主要由空气液化分馏得到,而He在空气中的含量特别少(小于5.2×10-7),它主要从含He的天然气中提取。就成本而言,由于国内不生产He,工业用He基本都是进口,所以Ar的价格要远远低于He的价格。
3.2 保护气体类型的选择
Ar在工业生产中较常用。Ar作为保护气体,电弧电压可以设定得较低,其电弧热量也较少,熔池相对好控制,所以它适合任何位置的焊接。较低的电弧长度使电弧更加稳定,不易受外界气体的影响。氩气的分子量比空气大,所以一般Ar的气体流量要小于He保护气体的气体流量。但是当焊接速度较快(超过250 mm/min[2])时,Ar气保护的焊缝较容易出现气孔和侧壁熔合不良,如图3所示。
He作为保护气体时,电弧电压较高,同样的焊接电流,He电弧的热量约是Ar电弧热量的1.3倍。同时氦气易于放电,故电弧挺度较大,熔池较深,如图4所示。从宏观金相照片可以看出He的熔深要略大于Ar的熔池深度。He分子量较小,在相同的焊接条件下,所用气流量明显大于Ar气流量。He相对于空气的流动性好,所以对于焊接周围的空气流动较敏感,如果施焊周围空气存在较剧烈的空气扰动,如人员的快速走动,则焊缝容易出现气孔等缺陷。

图3 不同保护气体、焊接速度大于等于250 mm/min的焊缝成形

图4 不同保护气体的熔深
综上所述,进行全位置焊接时,从可操作性、焊缝质量以及使用成本方面考虑,在窄间隙TIG焊接中选用Ar要优于He作为保护气体。
4 保护气体纯度的选择
气体纯度的选择主要从保证焊缝质量的角度来考虑。由于奥氏体不锈钢在焊接过程中的主要缺陷是气孔和氧化物夹渣,气孔主要是氢气孔和氮气孔[3],而氧化物夹渣主要是来自保护气体中的氧元素或者是外界空气的混入,导致熔池保护不好而氧化。所以保护气中的H2、O2和H2O的含量对焊接质量影响很大。纯氩(≥99.99%)和高纯氩(≥99.999%)的杂质含量如表1所示。
由表1可知,纯氩中的名义H2含量是高纯氩中名义H2含量的10倍,名义O2含量是高纯氩中名义O2含量的6.7倍,名义H2O含量是高纯氩中名义H2O含量的5倍。虽然体积分数均为10-6级别,但是在窄间隙TIG自动焊焊接过程中,气体中杂质气体的存在对于焊缝仍然有潜在的不利影响,所以保护气体选择高纯氩。
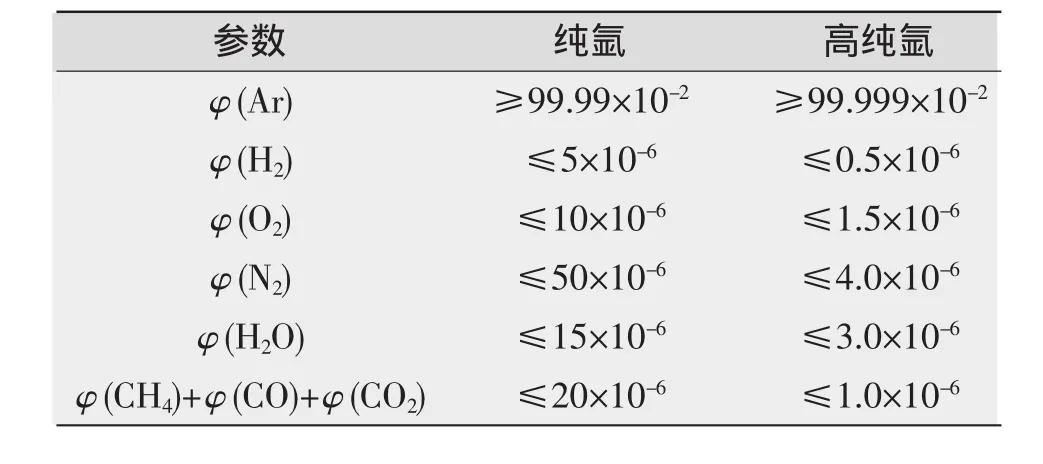
表1 纯Ar和高纯Ar的气体组分[3]
5 保护气体流量和压力选择
由于钨极伸入坡口较深,保护气体流量和气体挺度在窄间隙深坡口焊接中就显得很重要。快速确定气体流量可以在工艺开发过程中节省大量试验时间和试验材料,而且对于后续的工艺开发影响较大。
5.1 气体流量选择
当焊接深度为80mm时,气体流量选择75L/min,采用2.2节的焊接规范,在90°位置,焊缝表面成形如图5所示,经射线探伤,无任何缺陷。采用相同的焊接规范,在同样的焊接深度,气体流量为50 L/min时的焊缝成形如图6所示。焊缝表面有氧化皮出现,同时焊缝表面发蓝,说明气体保护不好。经过大量实验证明,氩气流量确定为

式中 Q为需要设定的气体流量;k1为深度系数,k1=0.8~1.0;k2为调整范围参数,k2=0.8~1.2;D为保护罩直径。

图5 气体流量为75 L/min时的焊缝表面成形
k1根据焊缝深度适当调整,在保证焊接质量的前提下节省氩气。例如:焊缝深度为100 mm,那么在焊接50 mm深度时,k1选择0.9。k2是经验值,可根据不同的焊接情况选择不同的值,其大小主要与操作习惯有关。本研究中焊接深度为80 mm,所以k1=1.0,k2=1.1,D=70 mm的气体流量为73.2 L/min。

图6 气体流量为50 L/min时的焊缝表面成形
5.2 出口压力选择
出口压力是气体在进入流量计前的压力,该值影响气体挺度和气体流量设定上限值。如果出口压力设置太大,那么气体挺度就大,可能会搅拌熔池,紊乱熔池,形成气孔等缺陷。出口压力设置较小,气体发散,相同的气流量焊接相同的深度,保护效果不好,而且容易受外界气流的干扰,易形成氧化皮或侵入性气孔;同时,出口压力设定过小,保护气体流量可能达不到工艺要求值。
通过试验证明,当出口压力设定为0.5 MPa时,气体流量为50 L/min,采用焊接规范焊接后,全位置焊接质量稳定,不易出现气孔。当出口压力为0.7MPa时,在相同的焊接规范下,出现气孔的几率就较大。而当出口压力为0.35 MPa时,焊缝表面保护效果很差,钨极有烧损现象,焊接质量不稳定,当周围有剧烈的空气扰动时,易出现密集性气孔。
6 结论
在窄间隙深坡口自动焊过程中,保护气体选择纯度为99.999%Ar较好;在焊接80 mm深焊缝时,气体流量根据经验公式选定为73L/min,出口压力设定为0.7 MPa较好。
[1]门捷列夫.元素周期表[S].
[2]美国金属学会.焊接与钎焊[M].北京:机械工业出版社,1984.
[3]GB4842-2006氩[S].
Selection of Shielded gas narrow gap TIG all-position welding
GUO Yan-hui,ZHANG Wei-dong,CAO Dong-wei,BAI Chun-miao,LIU Li-li
(Nuclear Industry Research and Design Engineering Ltd.,Beijing 101300,China)
Narrow gap TIG all-position automatic welding for welding thick wall components,the shielded gas with high pure Ar(99.999%) as well.By analyzing the test results given in the weld depth under the Shielded gas flow is determined,and the gas outlet pressure effects on the weld shaping.
narrow gap;TIG automatic welding;shielded gas;all-position welding
TG444+.74
B
1001-2303(2012)04-0079-03
2011-07-14
郭彦辉(1982—),男,河北石家庄人,工程师,硕士,主要从事核电站焊接工艺研究工作。
