S960QL钢窄间隙熔化极气体保护焊
2012-11-14易耀勇郑世达易江龙张宇鹏
易耀勇,郑世达,易江龙,张宇鹏
(广东省工业技术研究院 焊接技术研究所,广东 广州 510650)
S960QL钢窄间隙熔化极气体保护焊
易耀勇,郑世达,易江龙,张宇鹏
(广东省工业技术研究院 焊接技术研究所,广东 广州 510650)
用新研发的自动焊接系统成功进行了S960QL钢材的窄间隙熔化极气体保护焊,结果证明其接头的机械性能可满足欧盟标准要求。焊接接头先焊部分的机械性能优于后焊部分;此外,同一接头的不同部位具有不同的韧性,其原因是接头的不同部位具有不同的化学成分,以及多道焊的热循环对接头显微组织有影响。
高强钢;S960QL;窄间隙焊;气体保护焊
0 前言
提高材料强度有利于降低产品的制造和运行成本并提高其功效,应优先采用高强细晶结构钢[1]。焊接该类材料的关键是使其焊缝和热影响区的机械性能满足要求,同时要防止产生冷裂纹[2-3]。
窄间隙焊坡口较小,节约填充材料和焊接时间;同时,通过多层焊技术,接头能获得良好的冶金和机械性能。窄间隙焊接头残余内应力小,有利于防止产生冷裂纹。因此,通过新研发的自动焊系统对S960QL高强细晶结构钢进行焊接试验,并深入探究其窄间隙焊接头性能的特点。
1 实验材料、焊接方法和试样制备
母材为德国Dillinger Hütte公司提供的高强细晶结构钢S960QL,板厚40mm。焊材是德国Thyssen公司生产的φ 1.0mm实心UNION X 96焊丝。母材和焊丝的化学成分和机械性能如表1、表2所示。保护气体为φ(Ar)90%+φ(CO2)10%。

表1 母材及焊丝的化学成分Tab.1 Chemical compositions of the base metal and welding wire %
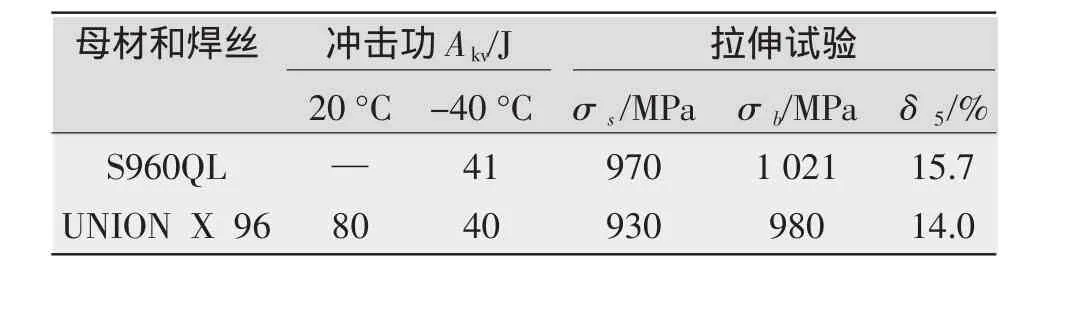
表2 母材及焊丝的机械性能Tab.2 Mechanical properties of the base metal and welding wire
采用自主研发、带电弧传感器的过程控制窄间隙熔化极气体保护焊系统完成试验[4]。该窄间隙焊枪可焊接坡口宽度小至10mm的接头。焊接S890QL的试验结果显示,要获得满足要求的机械性能,接头坡口宽度必须小于14 mm[5]。因此,试验的坡口宽度控制为10~13 mm。要获得无咬边、无未焊透的无缺陷接头,坡口宽度、进丝速度与焊接速度应匹配良好。试验送丝速度为9.0 m/min,预热温度和层间温度170°C。其他焊接参数如表3所示。

表3 焊接参数和焊接线能量Tab.3 Welding parameters and heat input per unit length
S960QL试板尺寸为500 mm×200 mm×40 mm,I型坡口。据DIN EN 288-3从接头上半部和下半部分别取样加工制作测试机械性能的试样。据DIN EN 10002制作测试接头和焊缝金属性能的试样,试样符合DIN 50125;据DIN EN 875和DIN EN 10045-1做冲击试验,试验温度分别为-40℃、-20℃和20℃。据DIN EN 1043-1测试接头上、中、下三个横截面的硬度,上部位于距表面2 mm处,中部在试板正中间,下部位于距底面2 mm处。
2 试验结果
2.1 焊接接头和焊缝金属的拉伸试验结果
根据DIN50125-B10x50,从坡口宽度为10 mm、11 mm、12 mm和13 mm的接头分别取样加工成两个圆形试样以测试其机械性能,如表4所示。所有拉伸试样均在靠近母材的热影响区处断裂。从表4可知,随着焊接线能量的提高,屈服强度和拉伸强度略微降低,而断裂韧性则稍微改善。接头坡口宽度为13 mm的接头屈服强度略低于960 MPa,可见该宽度不适合用于焊接S960QL。
依据DIN 50125-B6x30,从坡口宽度为11 mm和12 mm的接头的上半部和下半部分别取样测试焊缝金属的机械性能,如表5所示。由表5可知,接头下半部的焊缝金属有更好的韧性和延伸率,而上半部拉伸强度更好。
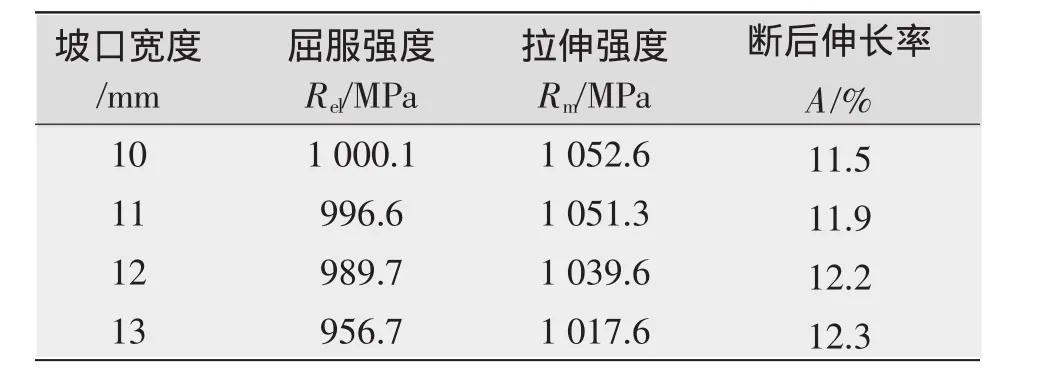
表4 接头拉伸试验结果Tab.4 Tensile test results of the welded joint
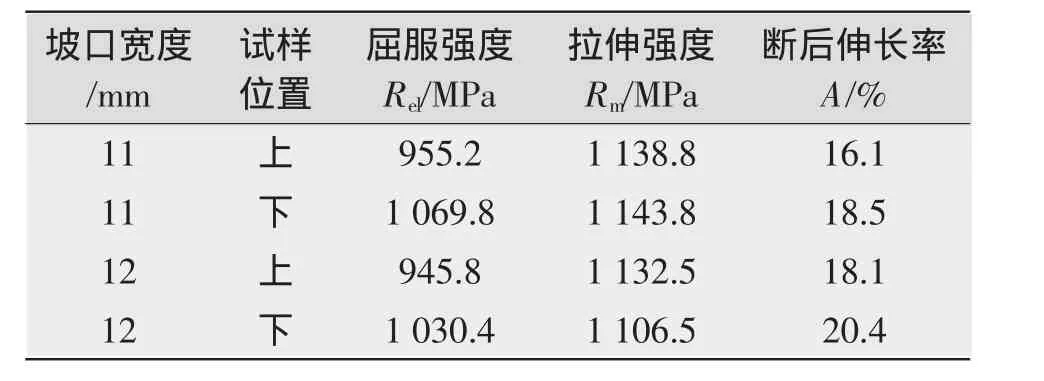
表5 焊缝拉伸试验结果Tab.5 Tensile test results of the welded metal
2.2 冲击试验结果
从坡口宽度为12 mm接头的上半部取样做冲击试验,如图1所示。在-40℃、-20℃和20℃时,热影响区冲击韧性均是焊缝金属的两倍多。坡口宽度为11 mm接头的上半部焊缝金属的冲击韧性平均值在-40℃、-20℃和20℃时分别为40 J、47 J、62 J,满足DIN EN10137-2的要求。
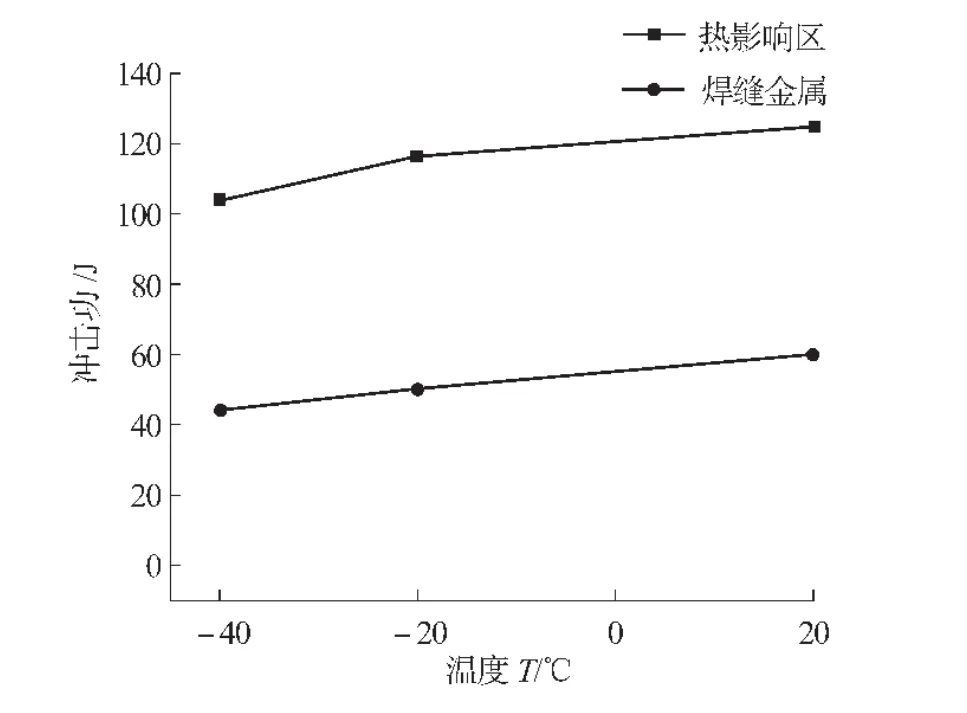
图1 坡口宽度12 mm的焊缝金属与热影响区冲击试验结果Fig.1 Charpy-V results at the centre of the weld metal and in the HAZ,groove width 12 mm
2.3 焊接接头的硬度分布
焊接接头的宏观组织和硬度分布如图2所示。由图2可知,焊缝金属的硬度值高于热影响区,最小硬度值出现在热影响区。
3 讨论
试验结果显示:焊接接头下半部焊缝金属的韧性明显优于上半部;离熔合线1 mm处热影响区的韧性优于焊缝金属的韧性;所有接头拉伸试样的断裂处均位于靠近母材一侧的热影响区。为解释这些现象,分析了热循环和化学成分对接头性能的影响。
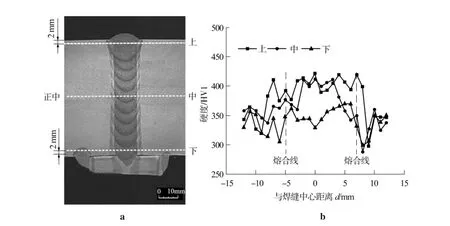
图2 焊接接头的宏观组织与硬度分布Fig.2 Macrostucture and hardness distribution of the welded joint
3.1 焊接热循环的影响
通过测量紧靠熔合线附近热影响区的热循环,揭示下一道焊缝对前一道焊缝的热处理作用。焊接热循环的测量结果如图3所示。由图3b可知,焊道5的显微组织至少受到焊道6和7的热处理。因为在完成焊道6和7时,相同位置测到的最高温度分别高于800℃和500℃,该温度足以影响焊缝的显微组织。因此,焊接接头下部分的焊缝金属显微组织将更细小,韧性更好。同理,一道焊缝附近的热影响区组织也受其前后多道焊缝的热处理,因此,机械性能也将受到影响。例如,焊道5附近热影响区的显微组织就受到焊道4、6、7和8的热影响。
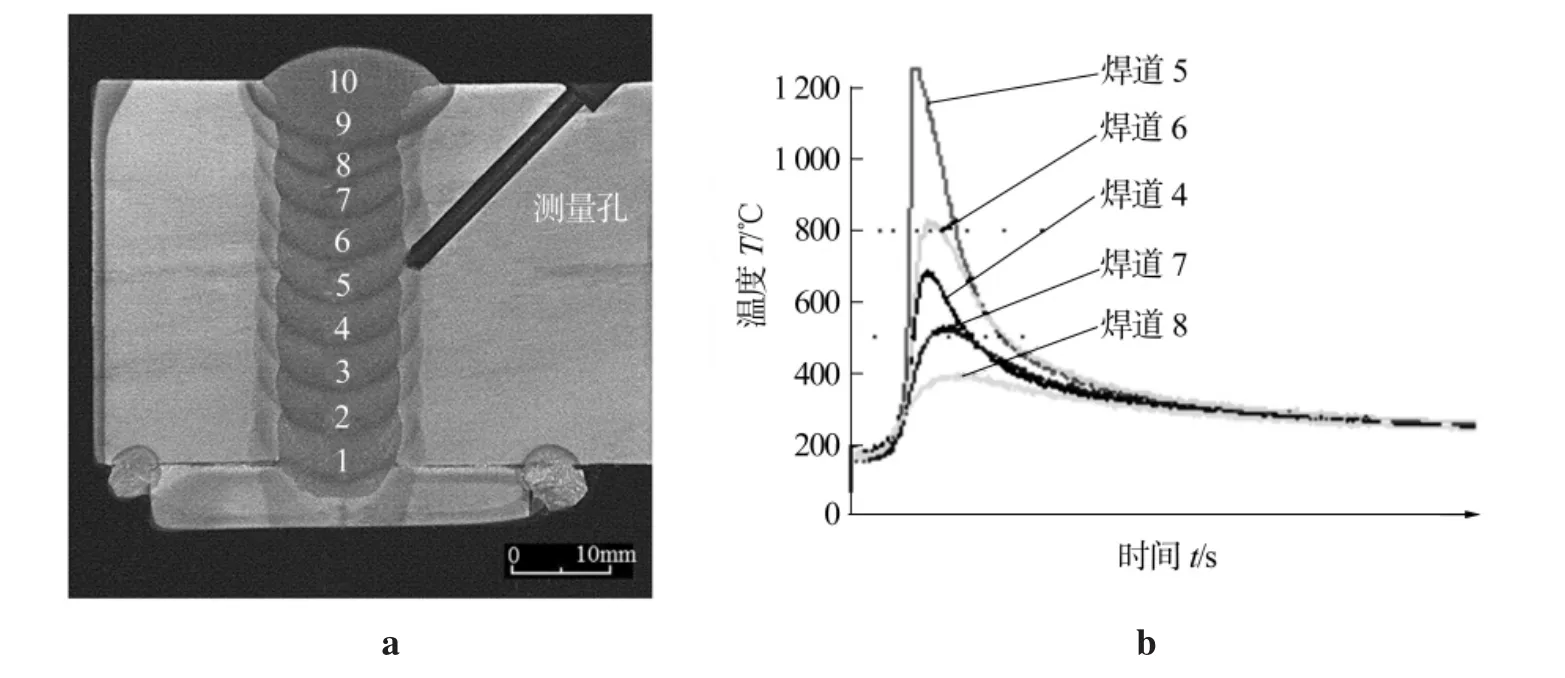
图3 焊接时的热循环Fig.3 The heat cycling by welding
根据ASTM标准,母材的晶粒尺寸为13级。但很难确定热影响区和焊缝金属的晶粒尺寸,因为它们特别细小。最后一道焊缝金属的显微组织呈树枝状,因为它不能像前面焊缝一样受到后续焊道的热影响。因此,焊接接头下半部焊缝金属的韧性优于上半部可以通过焊接时热循环对接头组织的影响来解释。
3.2 焊接接头化学成分的影响
尽管熔合线处的显微组织比焊缝金属和母材的组织更为粗大,但接头的最弱环节却在靠近母材的热影响区。焊接接头不同位置的能谱分析结果如图4所示。受填充材料影响,焊缝金属及靠近熔合线的热影响区的镍、硅和锰含量均高于母材和热影响区的其他地方;相反,碳含量则更少,见图4b。镍能提高低温韧性,细化晶粒,降低过热敏感性。碳和镍含量的变化和多道焊接热循环的影响是焊接接头薄弱环节不在焊缝和熔合线附近的原因。
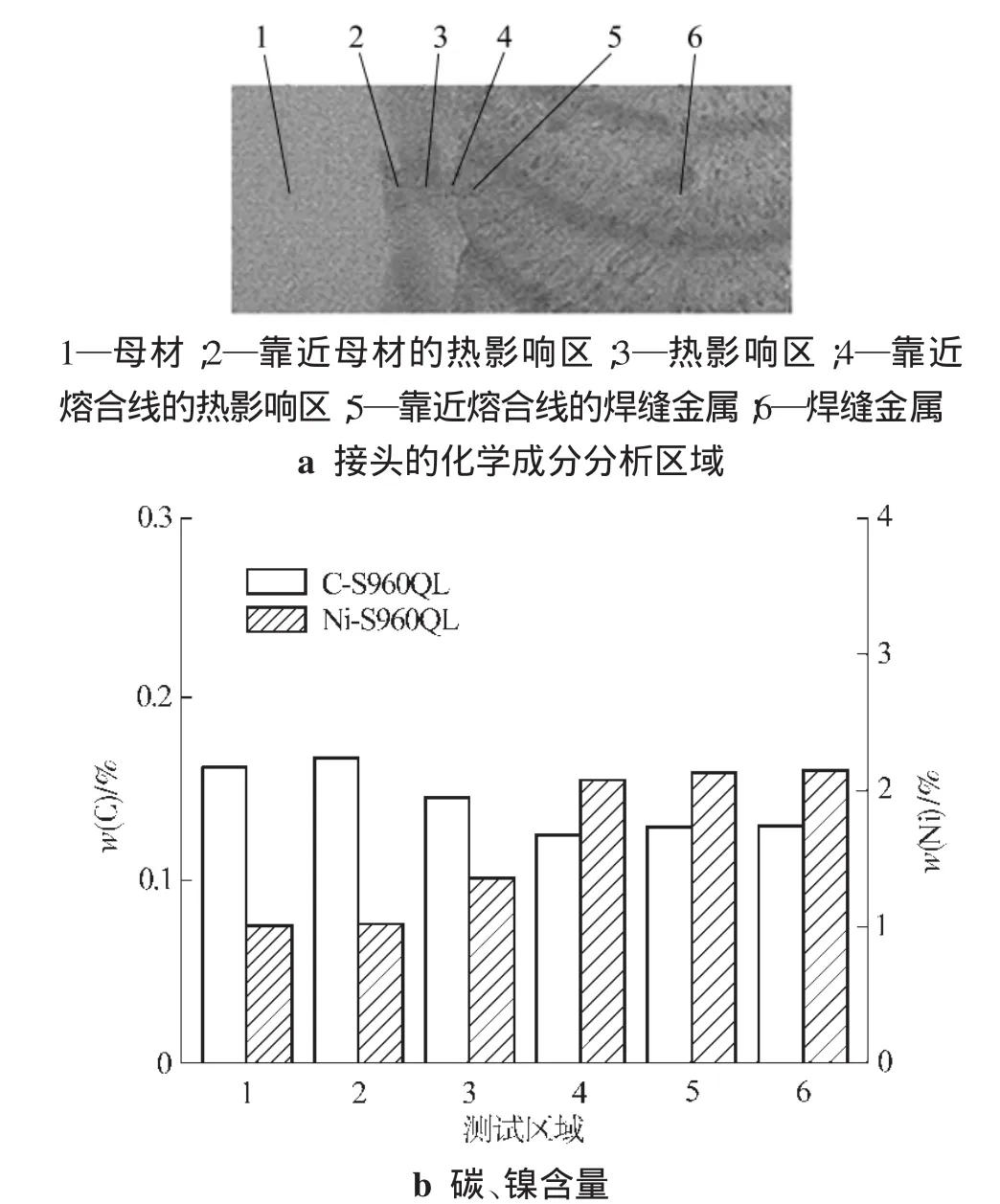
图4 焊接接头不同位置的能谱分析结果Fig.4 Energy spectrum analysis results of welding joint at differnt position
为了测试焊接接头不同部位的韧性,用相同接头加工了多个冲击试样。试样的冲击口位于如图4a所示的2、3、4、5、6位置。-40℃测试的冲击功分别是110 J、114 J、115 J、43 J、39 J。结果表明热影响区的韧性优于焊缝金属。如果仅仅比较热影响区不同部位的韧性,则靠近熔合线处的韧性略好,而靠近母材处的热影响区韧性略差。由此可见,熔合线附近不是焊接接头的最薄弱处。
4 结论
当坡口宽度不超过12 mm时,用研发的焊接系统可成功地对S960QL细晶高强钢进行窄间隙熔化极气体保护焊,接头机械性能满足欧盟标准要求。在层间温度为170℃时,焊接线能量不应超过20kJ/cm。焊接接头下半部的机械性能优于上半部,其原因是窄间隙多道焊时,后续焊道对之前焊道有热处理作用。而在相同焊接接头同一层面的不同部位具有不同的化学成分,加上多道焊接热循环的影响,导致了它们具有不同的韧性。
[1] Gerster Peter.MAG-Schweißen hochfester Feinkornstähle im Fahrzeugkranbau[M].Düsseldorf:DVS-Berichte,209:41-46.
[2]王 勇.低合金调质高强钢焊接工艺研究进展[J].应用能源技术,2009(8):11-13.
[3]武亚鹏,侯建伟.高强钢的焊接分析[J].金属加工,2011(4):28-32.
[4]Dilthey Ulrich,Yi Yaoyong.MSG-Engspaltschweissen an hoch festem Feinkornbaustahl der Stahlqualitaet S890QL mit Lichtbogensensor[J].Schweissen und Schneiden,2005,57(1-2):36-38.
[5] Yi Yaoyong.Prozessorientiertes Schweißkopfführungssystem für MSG-Engspaltschweißen von hochfesten Feinkornbaustählen der Qualitäten S890QL und S960QL[M].Aachen:Verlag Shaker,2002,62-80.
Narrow gap gas metal arc welding of S960QL steel
YI Yao-yong,ZHENG Shi-da,YI Jiang-long,ZHANG Yu-peng
(Institute of Welding Technology,Guangdong General Research Institute for Industrial Technology,Guangzhou 510650,China)
960QL steel was successfully welded with narrow gap Gas-Metal-Arc-Welding(GMAW)by a novel automatic weld system.Results show that the mechanical properties of the welded joint fulfill the EU standard.The mechanical properties of the earlier welded joint are better than those of the later welded joint.Moreover,the ductility of the joint varies at different locations.The reason is due to the difference in chemical compositions in the joint and the thermal cycling effect of multi-pass welding process.
high strength steel;S960QL;narrow gap welding;gas-metal-arc-welding
TG444+.72
A
1001-2303(2012)04-0076-04
2012-02-15
国际科技交流与合作项目(2011DFb70130)
易耀勇(1966—),男,江西上高人,博士,主要从事高效自动化焊接与高强钢焊接工艺研究工作。
