WSE系列方波交流焊机的使用与维修
2012-11-14李宪臣蒋应田高学朋王利波
李宪臣,蒋应田,高学朋,王利波
(辽宁石油化工大学,辽宁 抚顺 113001)
WSE系列方波交流焊机的使用与维修
李宪臣,蒋应田,高学朋,王利波
(辽宁石油化工大学,辽宁 抚顺 113001)
WSE晶闸管电抗器式矩形波交/直流焊机可以实现多种焊接工艺。在无焊机电路图纸的情况下,根据焊机无输出空载电压的故障现象,以焊机的基本工作原理为指导,分析故障原因,最终确定焊机无电压输出为控制电路板上整流器虚焊所致。
矩形方波;焊机维修;WSE系列焊机
0 前言
根据电流方向,电焊机分为直流焊机和交流焊机。直流焊机因电流方向不变,电弧中导电粒子始终向一个方向运动而电弧稳定好。但是在焊接过程中,也会产生磁偏吹问题而限制其应用。交流电源电流方向按一定频率和波形反复变化,不产生磁偏吹,相应产生焊接缺陷的机率更小。传统的交流弧焊电源是一个特殊变压器,在焊接过程中焊机输出电压是典型的正弦波,其电流因焊接回路的感抗而产生一定的畸变[1]。由于正弦波交流电固有的波形特性,在电流过零时刻出现电弧熄灭现象,在熄灭过程中电弧空间中的正负离子将产生复合,导致电弧的再引弧困难,电弧稳定较差。当采用交流焊机焊接碱性焊条时,电弧很难稳定燃烧。为了改善碱性焊条的稳弧性能,可以在焊条药皮中加入苛性钾,如焊条J426、J506。虽然焊条药皮中加入苛性钾可以采用交流焊机进行焊接,但实际应用表明,其稳弧性能仍是不尽人意。
采用矩形波交流电能够加快电流在过零点附近的速度,减小电弧熄灭时间,从而提高电弧稳定,可以用于碱性焊条的焊接。根据矩形波交流电的原理和主要器件的不同,分为逆变式、晶闸管电抗器式和数字开关式三种[1]。
1 焊机介绍
辽宁石油化工大学工程训练中心在20世纪90年代初从沈阳工业大学兴华焊接设备厂购置了两台容量分别为200A和500A的WSE焊机[2],用于铝浮盘的氩弧焊接。后因种种原因,该焊机出现故障后停止使用。WSE系列焊机是晶闸管电抗器式矩形波交流弧焊机,其组成如图1所示。主电路由变压器、晶闸管桥和直流电抗器组成。通过晶闸管桥的开关和直流电抗器的储能作用,将正弦波交流电转变成矩形波交流电。根据设计特点,该焊机能够实现两种焊接方法的十种工艺,分别为钨极氩弧焊的直流氩弧焊、脉冲直流氩弧焊、矩形方波交流氩弧焊、脉冲矩形交流方波氩弧焊;焊条电弧焊的直流正极焊条电弧焊、直流反接焊条电弧焊、脉冲直流正接焊条电弧焊、脉冲直流反接焊条电弧焊、矩形方波交流焊条电弧焊、脉冲方波交流焊条电弧焊。该焊机功能多,在实验室应用优势明显,因此修复该焊机对于实验室工作非常重要。
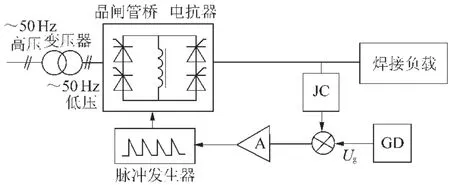
图1 晶闸管电抗器式矩形波交流电源基本原理
该焊机工作原理简单,电流控制系统采用单结晶体管脉冲变压器式,控制电路简单。由于设备出厂时间较久,电气原理图早已丢失。
2 故障发现和维修
(1)WSE-500M焊机故障与维修。
将焊机外壳拆开检查发现,高频引弧系统的控制继电器缺失,钨极氩弧焊枪的控制线面板插座缺失,且断线。排除完可见问题后,焊机通电测试。当将焊机控制面板电源开关合上后,焊机风扇运转正常。将功能开关打到焊条电弧焊,测试焊机输出空载电压为零,说明焊机主电路不通。从图2可以看出,检查主变压器的输出端电位就可确定主变压器的工作情况。利用万用表交流电压档测试主变压器输出电压为76 V。说明主电路不通,主要是晶闸管不通,有两种原因:一是晶闸管没有被触发,二是晶闸管损坏。通过断开晶闸管接线后测试表明,晶闸管正常。分析原因是主电路晶闸管没有被触发。检查控制电路板,在彻底清扫电路板灰尘后,卸下电路板将电路板排线触头进行氧化膜清理维护后重新安装。再次给焊机通电,焊机输出空载电压。将焊机功能开关打到氩弧焊后测试焊机空载电压也能正常输出,高频引弧器工作正常。通过调节焊接参数调节旋钮,焊机输出电流可以改变,焊机恢复所有功能。
(2)WSE-200M焊机故障与维修。
将焊机外壳拆卸检查,焊机内部不缺少器件,焊机面板上的脉冲电流、基值电流等多个调节滑变电阻损坏。更换损坏滑变电阻后给焊机通电,当合上电源开关后,焊机冷却风扇正常工作。但是,不论在TIG状态还是手弧焊状态,都无空载电压输出。采用与WSE-500M同样的主电路检查后,晶闸管没有触发信号。
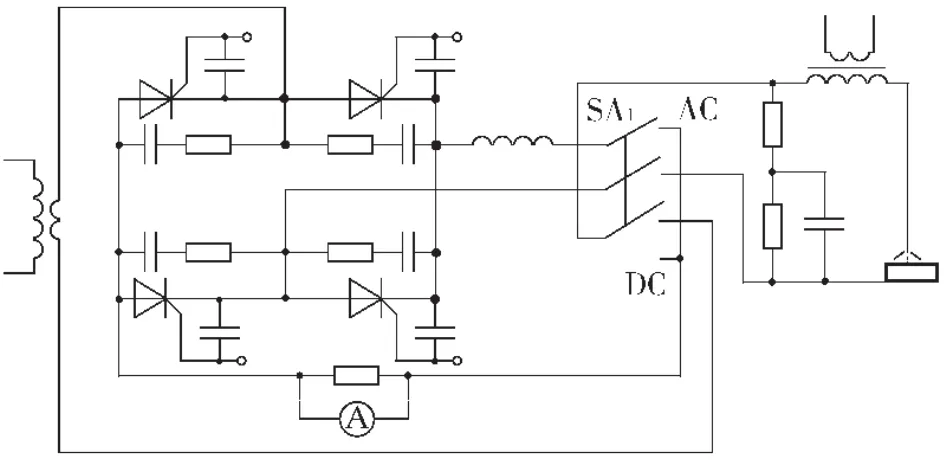
图2 焊机主电路
由于无焊机电路图纸,只能根据焊机控制电路板输出端、控制变压器、晶闸管控制线、焊机面板上的各电位器以及开关等元件接线的编号进行测试与连线关系绘制。各部件接线关系如图3所示。
通过对控制电路板上各关键部位的电位和电压波形测试显示,电路板上的集成块输入端无电压信号。变压器输出端9、10、11号线是为控制板供电,控制板所有器件用电应该为直流电压,控制板端线9、10、11号电压正常。该电压由整流器和稳压集成电路来提供。由此可判断,故障点可能是整流器或稳压集成电路损坏,也可能是焊点虚焊。由于器件表面无烧损现象,首先考虑器件焊点情况,采用放大镜仔细查看两个器件的焊点后发现虚焊的可能性较大,重新焊接整流器的焊点。完成后给焊机通电,中间继电器信号灯亮,继电器动作,焊机输出空载电压,焊机主电路晶闸管工作,焊机恢复正常。
通过施焊测试,焊机输出电流偏小,没有达到焊机的额定输出。根据文献[2]可知,该焊机电流调节是采用单结晶体管产生脉冲触发晶闸管,电流小是单结晶体管的电位调节不合理造成的。将控制板上的所有可调电位器调至中间位置后,调试电流输出和分别调节每一个电位器,测试焊机输出电流的变化趋势,确定控制单结晶体管电位的电位器,再通过调节焊机面板上焊接参数调节电位器来最终调整控制板上各电位器的最佳位置。
3 使用
焊机修复后,经过钨极氩弧焊、焊条电弧焊的十种焊接工艺测试,满足设计要求。两款焊机在实验教学《焊条电弧焊工艺及操作实验》得到了应用。
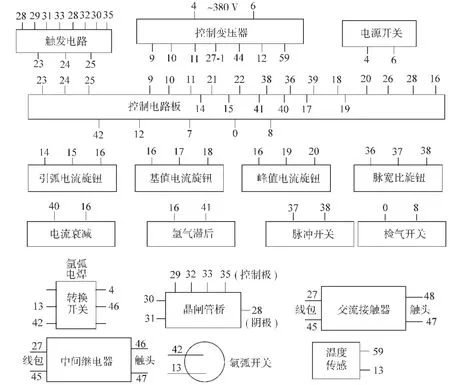
图3 各部件接线关系
4 结论
(1)焊接设备需定期保养,注意内部电路防尘、防潮,严格按照设备使用说明使用,提高使用寿命。
(2)加强高校实验室设备维修,提高利用率,促进教学质量提高。
[1]郑宜庭,黄石生.弧焊电源(第三版)[M].北京:机械工业出版社,1988.
[2]杭争翔,刘桂秋.方波交流脉冲钨极氩弧焊机的研制[J].焊接,1995(10):18-21.
Maintenance and using of WSE series square waveform AC welder
LI Xian-chen,JIANG Ying-tian,GAO Xue-peng,WANG Li-bo
(Liaoning Shihua University,Fushun 113001,China)
WSE SCR(silicon controlled rectifier)reactor type rectangle waveform AC/DC welder can realize various welding technologies.When there is no circuit diagram of the welding machine,according to the malfunctions of the welding machine without output of noload voltage.Under the basic principle of welder,analysis the cause,confirm the fault that the Welding machine without voltage output caused by virtual welding of rectifier in control circuit boards.
rectangular square waveform;maintenance of welder;WSE series welder
TG434.2
B
1001-2303(2012)04-0051-03
2011-07-25
李宪臣(1968—),男,山东禹城人,学士,主要从事焊接技能培训工作。
