汽车零件高速落料冲压自动化生产线浅谈
2012-11-13周大勇
周大勇,李 伟,候 银
(佛山市南海力丰机床有限公司,广东佛山528241)
汽车零件高速落料冲压自动化生产线浅谈
周大勇,李 伟,候 银
(佛山市南海力丰机床有限公司,广东佛山528241)
介绍了一种汽车零件高速落料冲压自动化柔性生产线。该生产线具有钢卷开卷、校平、伺服步进送料、涂油防锈、工作台整体升降、压力机落料、成品与废料分拣收集等功能。可适应多工位级进冲压模具的生产工艺需求,带动了冲压成形技术向柔性、高效率、高精度、节能环保等方向发展。
机械制造;冲压自动化生产线;侧边定位;工作台自动升降;锁紧
1 引言
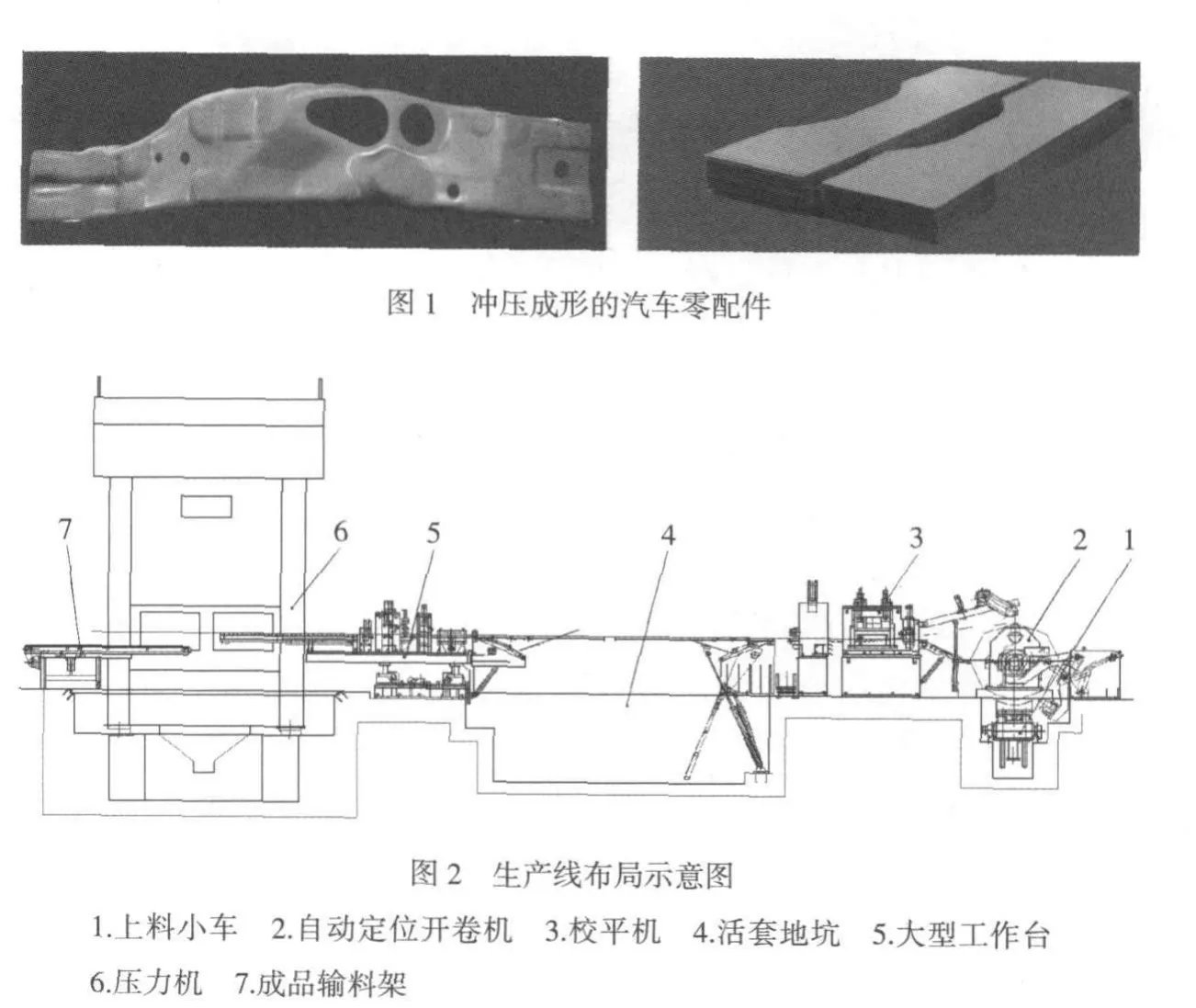
随着我国汽车工业的飞速发展,汽车工业生产呈现生产规模化、车型个性化特征,车型批量小、车型变化快、多车型共线生产、车身覆盖件大型化一体化等趋势日显。据统计,汽车制造中有60%~70%的金属零部件需经塑性加工成形,而冲压加工是完成金属塑性成形的重要手段,占整车生产成本的40%。针对这一现状,我公司通过对一汽、二汽、广州铁道车辆厂(配套日产、广本)等汽车零配厂的调研,研究开发出完全拥有自主知识产权的数控板料生产线——汽车零件高速落料冲压自动化生产线。其最大特色是可完成钢卷自动拆卷、校平去除内应力、伺服步进送料、涂油防锈等工序,最终通过压力机,将板料制成所需汽车钣金零配件(图1),也可以通过调整部分附件,扩展成汽车板料开料生产线。
2 生产线运行原理
如图2所示,生产线由上料小车、自动定位开卷机、多辊校平机、活套、大型工作台、伺服送料系统、高速型(60spm)机械压力机、成品收集及气动、液压系统、电控系统等组成。生产时,首先由行车将成捆的卷料放置在备料台上,上料小车自动接料并运行至开卷机。PLC控制系统依据输入的来料规格,自动定位开料系统发出的指令,使上料小车自动运行至开料系统。同时,将板料置于对中位置,再由液压涨缩卷筒将料卷涨紧定位,并进行开卷送料。板料经引料装置进入校平机,校平机采用四重多辊式不平行辊列,达到板料平整,消除板料的内应力。校平好后的板料再进行料头剪切,进入活套地坑,形成一个缓冲环,以补偿卷材在开卷校平部分连续运行与进入落料切断冲模时的间歇动作的速度差。从活套地坑上来的板料经由具有自动升降、多功能的大型工作台上设置的电动自动对中装置、防止断电退料装置、交流伺服定尺送料装置、双面辊式涂油装置、可液压伸缩式导料平台,将板料送入压力机级进模具,按步进要求送料,并在每一个步进后,送料辊快速抬起(释放),避免与模具定位销造成板料的过定位,造成模具损坏。冲压落料后成品与废料分离,直至成品输送并集中收集。
生产制造工艺流程如图3所示。
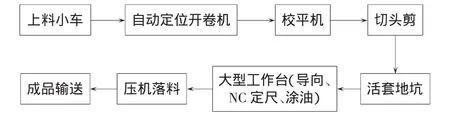
图3 生产线工艺流程图
在程序控制上,生产线可通过手动和自动方式进行控制。当采用手动控制方式时,操作者通过操作面板上的按键以点动的方式控制各部分的动作;采用自动控制方式时,生产线将按照编好的加工程序自动完成各种加工动作。
3 生产线性能特点
3.1 自动定位开卷机与高精度、高速度校平机
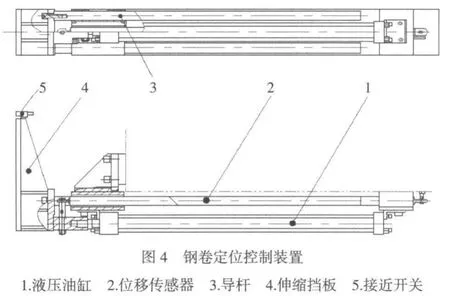
上料时,为确保钢卷上料后与安装在压力机中的模具在同一中心位置,以缩短上料辅助时间,提高生产效率,节约原材料,在开卷机设钢卷侧边定位控制装置。该装置由一个伸缩挡板、一个用于驱动伸缩挡板的液压缸作为动力源、一个用于检测钢卷端部的接近开关和可随液压缸同步伸缩的位移传感器组成(图4)。生产过程中,依据来料规格设定参数后,PLC程序向侧边定位装置发出指令,伸缩挡板在液压缸的带动下迅速沿开卷机的主轴方向平移至指定位置。同时,位移传感器通过液压缸活塞杆伸缩计算,向PLC程序发出用于停止平动的信号。当钢卷由上料小车运至可令接近开关动作的位置时,接近开关向PLC发出信号,上料小车停止,钢卷准确停留在设置位置。
在输料过程中,为保证零件在成形后的加工质量,提高整线生产速度,我公司结合多年数控板料生产线设计经验,采用了多辊校平方式,利用板料反复变形去除应力,获得板料平整度,其校平精度不大于0.8mm/m2,校平速度 42m/min。
3.2 伺服送料高精度、高速度
伺服控制系统与包胶夹送辊组合,通过编码器闭环控制,保证步进送料精度。由于在送料过程中会出现不同程度的打滑、送过现象,以及包胶夹送辊在长期工作下会磨损,除采用数字式伺服电机做定尺驱动外,还应用测量辊+编码器形成闭环反馈系统,以提高送料精度,确保送料精度不大于±0.1mm,最大送料速度达110m/min。保证了成品零件加工质量及整线线速度42m/min、加速度7m/s2的高速连续生产,大大提高了整线生产效率。
3.3 工作台整体自动升降、锁紧功能
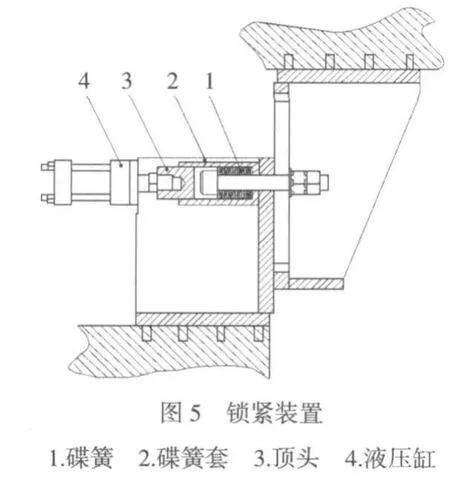
考虑到压力机冲压模具的规格不同,为使板料能顺利通过传输带,将所有输送料机构集中在同一工作台上,利用涡轮、蜗杆自动升降机构,调整整个工作台的高度,实现板料的输送。同时,为保证工作台在工作状态时的稳定性,在升降机构与工作台间设计了锁紧装置(图5)。该装置通过液压缸控制一组碟簧,实现升降台调整时放松,到位时锁紧,以保证调整前后工作台在工作状态的稳定性,提高整线生产自动化程度。
4 同类产品比较
该生产线已在广州铁道车辆厂、一汽等汽车零配厂生产运行。与国内外同类产品比较,具有结构紧凑、整机重量轻、节能环保、自动化程度高、高节拍、高精度等特点。具体比较如表1所示。
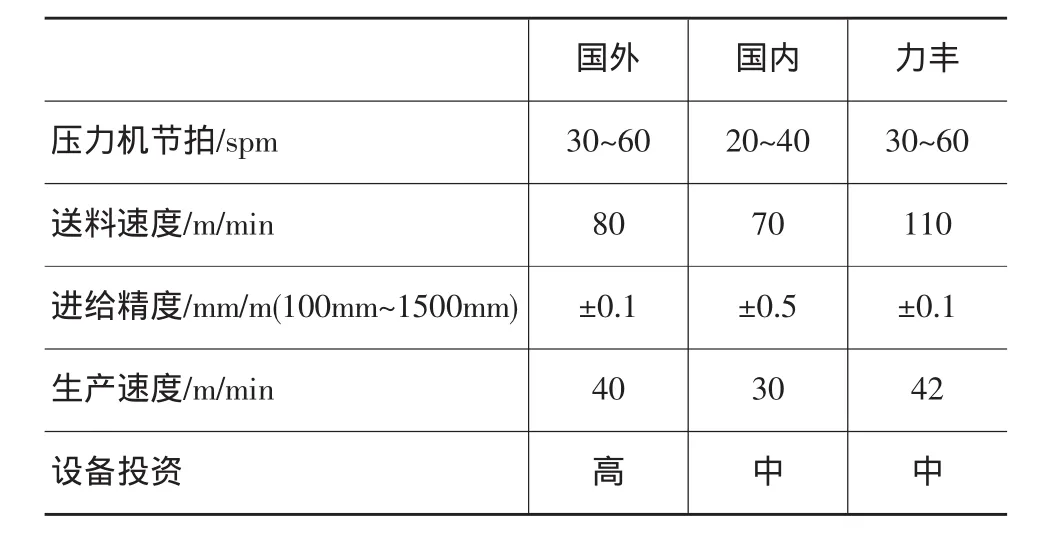
表1 国内外同类产品技术性能对比
5 结束语
汽车零件高速落料冲压自动化生产线的成功研制,改变了以往的加工工艺,提高了板料塑性成形后的综合力学性能,提高了生产效率,具有较大的柔性,特别适合多品种、小批量的制造模式,大大提高了汽车零配件制造厂的快速反应能力,增加了市场竞争力,提高了经济效益。在绿色制造方面,缩短了我国与世界先进水平的差距。
该生产线的相关技术,我司已进行了知识产权保护,其中获发明专利1项,实用新型专利2项。
[1] 蔡 军,贺本湖,陈景松,余秀慧.现代轿车制造中的开卷落料线.锻压机械,2002(1).
[2] 徐 刚,鲁 洁,黄才元.金属板材冲压成形技术与装备的现状与发展.锻压装备与制造技术,2004(4).
[3] 张秀花.EMP630吨开卷落料线.汽车工艺与材料,2007(9).
[4] 程国中.自动开卷落料线在汽车生产中的应用.汽车制造业,2009(19).
Discussion about automatic&high-speed blanking and pressing production line for auto parts
ZHOU Dayong,LI Wei,HOU Yin
(Foshan Nanhai Lifeng Machine Tool Co.,Ltd.,Foshan 528241,Guangdong China)
A flexible high-speed blanking and pressing production line for auto parts has been introduced in the text.The line has many functions including decoiling,leveling,servo feeding,oil rust,table up&down,and scrap sorting collection,which is suitable for process demands of multi-station progressive tool.It has been pointed out that this flexible and energy-saving line with high-efficiency&accuracy is a leader in the industry.
Automatic pressing production line;Side positioning;Automatic up and down of working table;Locking tightly
TG385.9
B
1672-0121(2012)02-0019-02
2011-12-06
周大勇(1969-),男,工程师,从事金属带材剪切、精整系列生产线研发设计
