大吨位精整压力机快速返程时惯性冲击原因分析及对策
2012-11-13张新国
张新国,韩 杰,孙 林,冯 涛
(扬州捷迈锻压机械有限公司,江苏 扬州 225127)
大吨位精整压力机快速返程时惯性冲击原因分析及对策
张新国,韩 杰,孙 林,冯 涛
(扬州捷迈锻压机械有限公司,江苏 扬州 225127)
精整压力机主要用于零件校平、整形等工序。由于工序特点需要,精整压力机都具有快速下降、等速压制和快速返程的特性。小吨位多连杆压力机在实现上述运动特性曲线时,快速返程的惯性冲击问题并不突出。但在大吨位多连杆压力机工作时,快速返程时的惯性冲击已对设备性能的可靠性和稳定性构成了较大影响。本文即针对大吨位多连杆结构压力机工作时的惯性冲击进行分析研究,从而有效抑制压力机工作时的惯性冲击,效果良好。
机械制造;惯性冲击;精整压力机;快速返程;双作用平衡缸
0 前言
校正整形大都是在冲裁、弯曲和拉深工序之后进行的,主要是把工件的不平度、形状、角度或圆角半径加以精整,从而达到零件精度要求。校正整形工序的特点是变形量小,对模具精度和粗糙度要求高,所用压力机也需要具有较高的精度和刚性,能够满足高负荷工作的要求,这是传统压力机难以达到和完成的。精整压力机就是应这种特殊的工艺要求而产生的。本文所述精整压力机是一种精密、高速、高效的精密整形拉深压力机,设备采用六连杆机构并进行了优化设计,使该设备既具有类似于液压机的运动特性曲线,又具有较快的行程次数,设计行程次数达到35min-1。使该设备既可完成传统工艺中需液压机才能完成的工艺,又具有较高的节拍速度以便在连线生产时满足快速节拍生产的需要。但是,由于设备公称吨位大,行程次数高,在为满足特定的运动曲线而采用多连杆式结构后,压力机运转时的惯性冲击超出了国标限定范围。本文即针对精整压力机工作时的惯性冲击进行分析,提出采用双作用平衡缸方案进行控制,并通过实践得到验证。
1 精整压力机的运动特性分析
精整压力机采用六连杆机构。六连杆机构的结构形式为在传统的曲柄连杆机构之前增设一套四连杆机构,因此在进行运动分析时,可以先按传统的铰链四杆机构的分析方法求得从动杆的角速度ω3,再用ω3替换传统曲柄连杆运动分析中的ω值,即可得到六连杆压力机的行程s、速度v及加速度a值特性曲线。
按照铰链四连杆机构的运动分析公式:


得到ω3后,即可按照传统的压力机运动计算办法,求得滑块运动时的s、v、a值:

式中,ω以ω3代入,α以φ3代入,即可求得精整压力机的s、v、a值。其曲线如图1所示。
六连杆机构精整压力机滑块的s、v、a曲线放大展开图分别如图2、3、4所示。
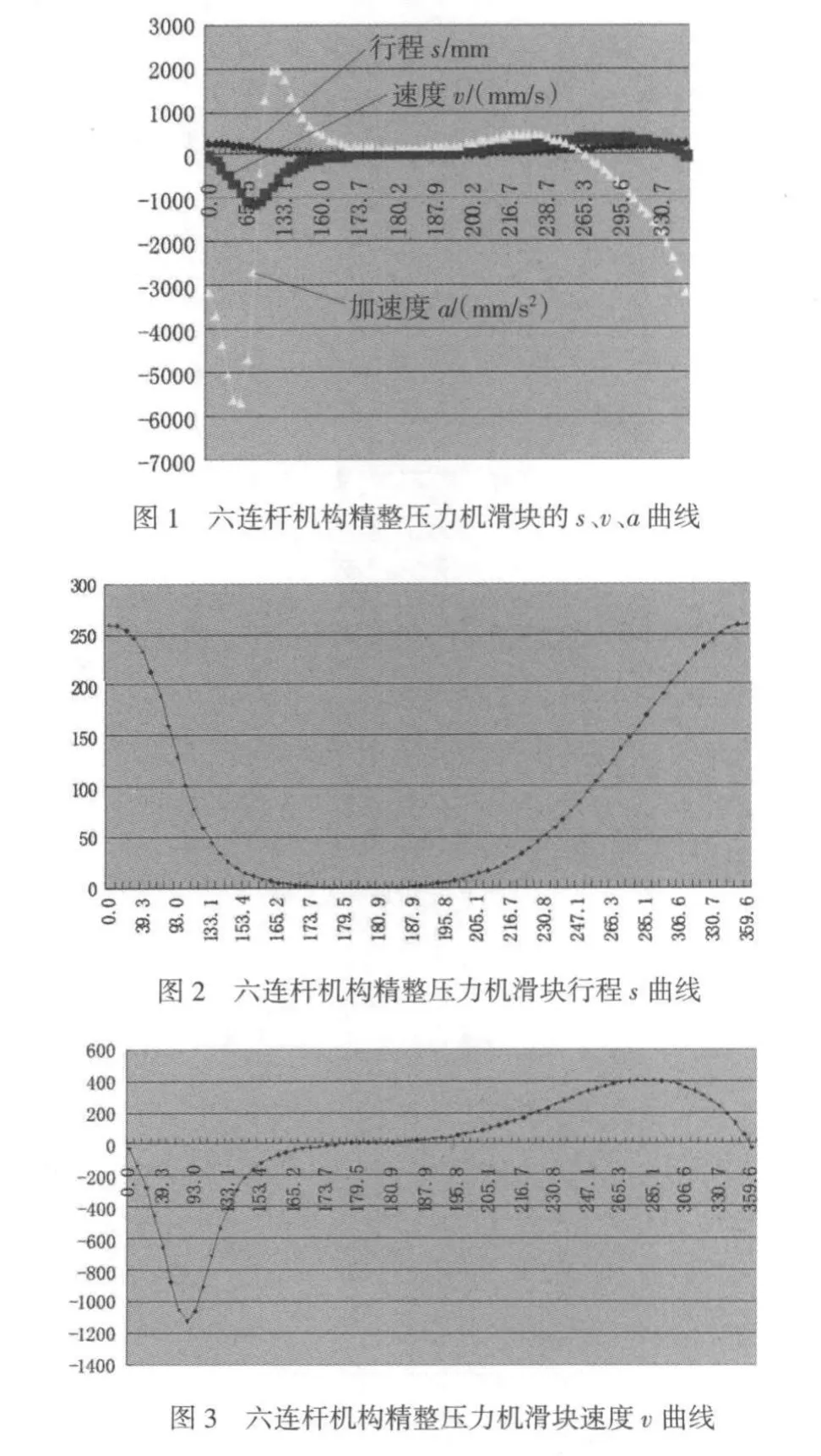
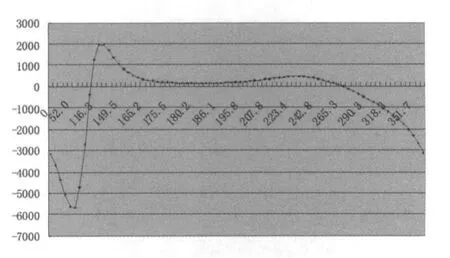
图4 六连杆机构精整压力机滑块加速度a曲线

图5 传统压力机滑块的s、v、a曲线
在相同的行程和行程次数下,传统曲柄连杆压力机滑块的s、v、a运动曲线如图5所示。
传统压力机计算分析时,ω以恒定值对待(实际上传统的压力机工作过程中ω也是随着飞轮的转速变化而变化的)。在进行多连杆传动分析时,用ω3替换了传统曲柄连杆运动分析中的ω值,ω就不再恒定,因此所得到的s、v、a运动曲线(图1)也就不同于传统压力机运动曲线(图5)。由此可根据成形工艺需要对多连杆压力机的s、v、a曲线进行设计。
从图 1、2、3、4 的精整压力机 s、v、a 曲线可以看出,经过杆系优化后,滑块的运动曲线几近完美。在图2行程曲线上,曲柄转角从177°到182°滑块保持在下死点位几乎不动,在此区间的行程变化量仅在0.15mm以内,这是传统压力机难以做到的。同时可以看出,精整压力机工作时,在下死点位置附近,滑块的速度接近为恒速,滑块的加速度也基本维持在0值附近,s、v、a运动曲线完全可以满足精整工艺的要求。
2 运动冲击分析
设备样机制造完成后,在进行试车时,压力机在工作位置的状态表现非常理想,但在压力机滑块回程到接近上死点位置附近时,冲击非常大,设备几乎有“跃起”感。此问题不解决,即使压力机在下死点的工作位置特性多优良,设备依然不能正常使用。
通过对传统压力机加速度曲线与六连杆机构精整压力机加速度曲线的比较可以看出,采用传统的曲柄结构压力机,滑块的加速度峰值为1.2m/s2;采用多连杆机构的精整压力机,滑块的加速度峰值达到了5.8m/s2,约为传统压力机加速度峰值的4.8倍。同时经过观测发现,冲击发生的位置与计算出的加速度峰值出现的位置很吻合,都是发生在滑块回程到接近上死点位置附近。由此判定,冲击是由于设备的工作行程次数高,设备运转时的加速度峰值随之也增高,加速度峰值与滑块重量合作生成的惯性力超出了压力机自身的平衡能力所致。
3 精整压力机的惯性平衡方案
根据分析结果判断得出冲击原因后,如何平衡滑块的惯性力冲击就成了压力机正常工作的首要问题。经过几次试验,最终采用双作用平衡缸方案获得成功。
传统压力机平衡缸的作用是提高滑块运动的平稳性。由于滑块及上模重量较大,当滑块运动时,飞轮负荷增加,尤其在向下运动时,其重量使运动部分加速,引起“超前”,导致传动部分撞击。增加平衡装置后,能使滑块运动平稳。其平衡力曲线见图6。
针对精整压力机回程时的冲击问题,根据前述分析采取双作用平衡缸方案。通过电磁阀控制,使平
衡缸的控制电磁阀在曲柄转角的θ角位得电换向,从而得到如图7所示的平衡力曲线。其中θ角的位置就是滑块运动加速度最大点的位置。θ角之前为压力机的正常工作区间,在此区间电磁阀不做控制动作,平衡缸作用力的方向为向上的托力,其作用与常规压力机平衡缸的作用相同。从最大加速度发生的θ角位开始,通过电磁阀的控制,平衡缸的作用力开始反向向下,对滑块进行反向向下的压制,以克制滑块向上的惯性冲击力;当滑块回程到上死点位置时,对平衡缸的控制解除,压力机的平衡缸恢复正常工作状态。
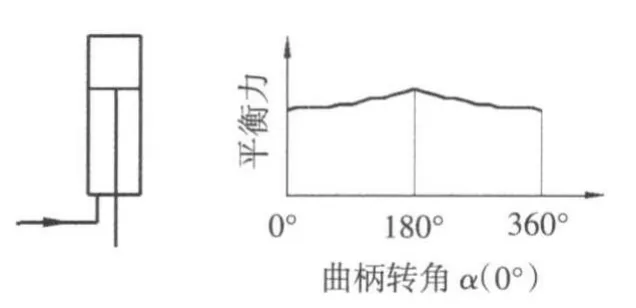
图6 普通平衡缸平衡力曲线
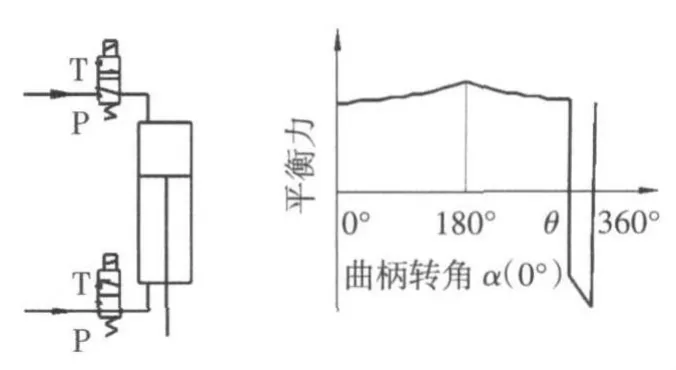
图7 双作用平衡缸平衡力曲线
采用上述双作用平衡缸方案后,精整压力机回程时的冲击得到有效控制,运转时最大噪声由115db降到83db,完全符合国家标准最大噪声值要求。
4 结束语
对于一般的普通型压力机,由于滑块的质量较小,加速度的峰值也较小,压力机滑块运动时的加速度影响并不明显。但是对于快速多连杆压力机而言,由于滑块重量的加大和加速度峰值的提高,加速度的影响已不容忽视,这在设计过程中进行杆系优化时就要给予足够的重视。本文介绍的双作用平衡缸在快速多连杆机构压力机上的成功运用,也为快速多连杆机构压力机的加速度平衡做了一次大胆尝试。实践证明采用双作用平衡缸方案对滑块的加速度冲击进行抑制是完全可行的。
[1] 赵升吨,张学来,高长宇,等.高速压力机惯性力平衡装置及其特性研究.锻压装备与制造技术,2005,(4).
[2] 阮卫平,刘 强,吴殿军.高速曲柄压力机的动平衡机构探讨.锻压装备与制造技术,2008,(6).
[3] 成大先,主编.机械设计手册.北京:化学工业出版社,2001.
[4] 何德誉,主编.曲柄压力机.北京:机械工业出版社,1987.
Reason analysis and countermeasure on big ton sizing press quick return inertia attack
ZHANG Xinguo,HAN Jie,SUN Lin,FENG Tao
(Yangzhou JFMMRI Metalforming Machinery Co.,Ltd.,Yangzhou 225127,Jiangsu China)
Sizing press is mainly used on the bending and drawing parts'face lifting and flat parts'equalization ect..Because the characteristic need of working procedure,the sizing press have the characteristics of quickly approach the parts,fastly work to realize face lifting and quickly return.When the small ton multi-link press realize the upper move characteristic curve,the problem of quick return inertia attack is not distinct.But when the big ton multi-link press work,quick return attack have big infection on the machine reliability and stability.The text do research and analysis on the big ton multi-link press working inertia attack,thereby effectively control the press working inertia attack,and get good result.
Multi-link sizing press machine;Quick return;Inertia attack reason analysis;Countermeasure
TG315.5+3
A
1672-0121(2012)02-0014-03
2011-12-27
张新国(1965-),男,高级工程师,长期从事压力机等研发设计
