酸性染料染锦纶用匀染剂性能检验方法探讨
2012-10-29黄桂珍何丽清薛桂萍颜陈喜
黄桂珍,何丽清,薛桂萍,颜陈喜
(1.广东纺织职业技术学院,广东 佛山 528041; 2.广东三水昊通印染有限公司,广东 三水 528100)
酸性染料染锦纶时,染料上染急剧,易在织物表面产生“经绺”或“横档”等染色疵病,当两只或两只以上的染料拼色时,易发生竞染现象[1],解决的方法是在染液中加入合适的匀染剂。现在市场上酸性染料染色用匀染剂种类繁多,结构各异,匀染效果不尽相同。据文献介绍,检验匀染剂性能常用的方法有:缓染性试验、移染性试验等,综合这些方法能基本检验出匀染剂的性能好坏,但是实验结果评判标准不够直观精确。本文探索新的酸性染料染色用匀染剂检验方法是:染色处方采用三原色弱酸性染料拼色,染色工艺用阶梯式升温的染色方法,染后织物用电脑测色仪测试布样的CIE 1976 L*、a*、b*值,再用数学方法计算结果。该方法能精确判断出匀染剂的性能好坏,帮助企业筛选出优秀的匀染剂应用于生产,提高产品质量,降低翻修风险,使企业在市场上获得更好的竞争力。
1 实 验
1.1 材料、试剂和仪器
材料:经前处理的锦纶针织物(广东肇庆鸿基织业有限公司)
染料:雅格赛特红N-2RBL、雅格赛特黄N-R、雅格赛特蓝N-R(广州雅运纺织化工有限公司)。
试剂:匀染剂201(佛山市高明汇通化工有限公司)、匀染剂PSP(佛山市顺德区盈丰达化学工业有限公司)、冰醋酸(市售工业级)。
仪器:JJ1000型电子天平(中国常熟市双杰测试仪器厂),INFRA-RED红外染色小样机(香港KMS颜色科技有限公司),Datacolor SF600电脑测色仪(美国Datacolor公司)。
1.2 试验方法
1.2.1 染色处方
雅格赛特红 N-2RBL 0.2 %(owf)
雅格赛特黄 N-R 0.2 %(owf)
雅格赛特蓝 N-R 0.6 %(owf)
冰醋酸 0.5 g/L
匀染剂 1.0 g/L
浴比 1∶25
1.2.2 染色工艺曲线
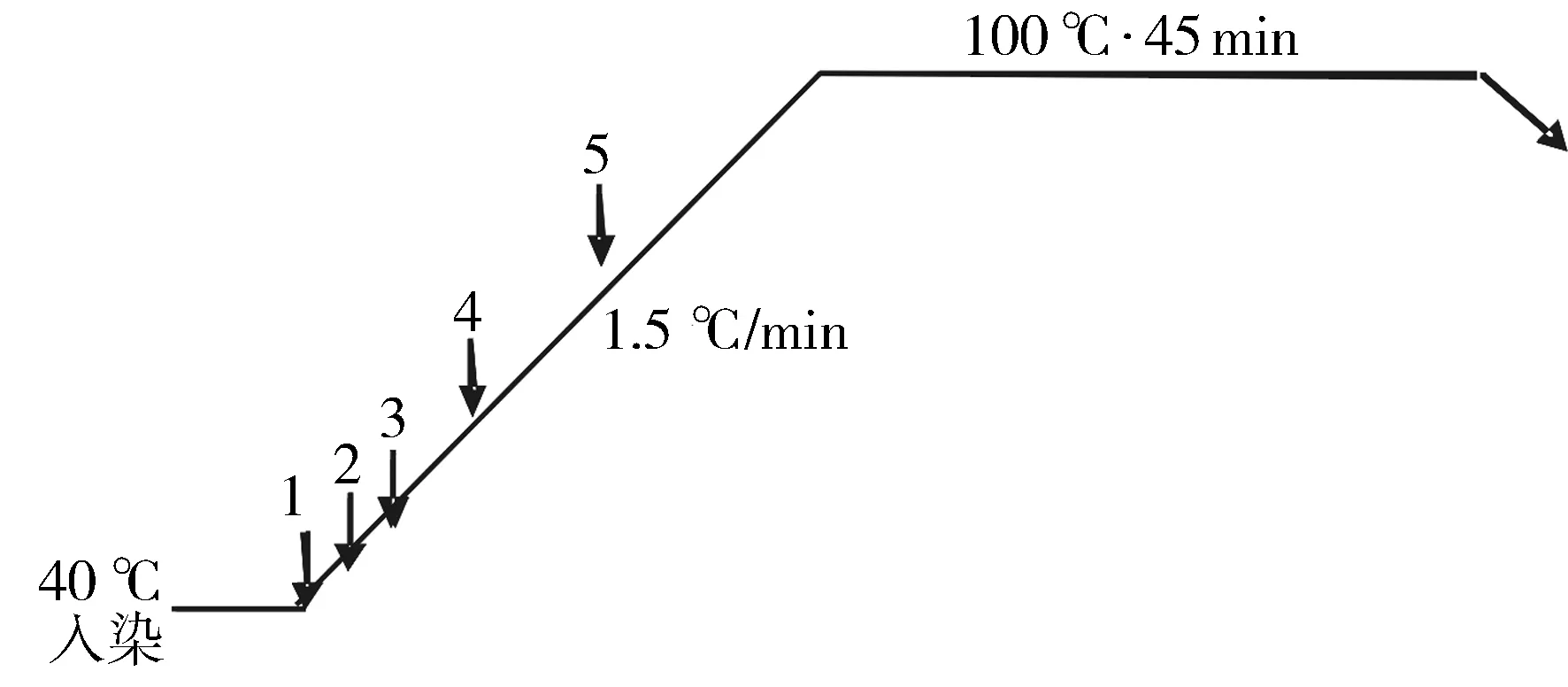
图1 染色工艺曲线(一)
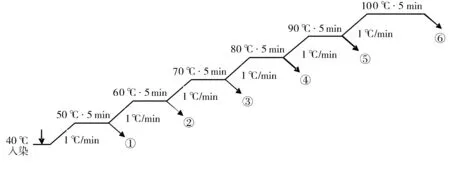
图2 染色工艺曲线(二)
1.2.3 常规试验方法
1.2.3.1 缓染性试验
准确称取5 g织物,均匀分成5份。按1.2.1染色处方配制染液,按染色工艺曲线(一)进行染色,待染液升温至40 ℃时,投入第1块织物染色,并开始计时。在2 min、4 min、8 min、16 min时分别投入第2、3、4、5块织物进行染色,染毕取出水洗、干燥[2]。
1.2.3.2 移染性试验
取按缓染性试验染色的第1块织物与同规格大小白布1块缝合在一起。将缝合布样放入移染液(即按1.2.1染色处方,配制不加染料,只加入助剂的空白液)中,然后按染色工艺曲线(一)进行移染,染毕将染色布与白布取出拆开,水洗、干燥[2]。
1.2.4 新试验方法(匀染性)
按1.2.1染色处方配6杯相同的染液,各加入4 g织物,按染色工艺曲线(二)进行染色。第1杯染液在染至50 ℃保温5 min后染色结束,取出①号布样并水洗、干燥。第二杯染液在染至60 ℃保温5 min后染色结束,取出②号布样并水洗、干燥。以此类推,第6杯染液在染至100 ℃保温5 min后染色结束,取出⑥号布样并水洗、干燥。
1.3 测试方法
1.3.1 常规测试方法(缓染性)
(1)当第5块织物与第1块织物色泽相似,评为5级(缓染性最好)。
(2)当第4块织物与第1块织物色泽相似,评为4级。
(3)当第3块织物与第1块织物色泽相似,评为3级。
(4)当第2块织物与第1块织物色泽相似,评为2级。
(5)当第2块织物与第1块织物色泽不相似,评为1级(缓染性最差)[2]。
1.3.2 常规测试方法(移染性)
用Datacolor电脑测配色仪测定最大吸收波长下,移染后色布、白布的表面深度K/S值,移染率按公式(1)计算:
移染率=[(K/S)2/(K/S)1]×100%
(1)
式中:(K/S)1代表移染后色布的K/S值;
(K/S)2代表移染后白布的K/S值[3]。
1.3.3 新的测试方法(匀染性)
用Datacolor电脑测配色仪测出①~⑥号染色布样的CIE 1976 L*、a*、b*值,其中,L*值是表示颜色的明度值,明度值越高,颜色越亮; a*值是表示颜色的红绿度,正数偏红,负数偏绿; b*值是表示颜色的黄蓝度,正数偏黄,负数偏蓝[4]。以⑥号染色布样为标准样,按公式(2)分别计算各个布样的 L*、a*、b*值对标准样的偏差S(L*)、S(a*)、S(b*),即相对不匀度,再按公式(3)计算出总不匀度。
(2)
总不匀度= S(a*)+S(b*)
(3)
式中:S(x)代表布样①~⑤号的 L*、a*、b*值对染色布样⑥号的偏差S(L*)、S(a*)、S(b*),即相对不匀度;
xi代表①~⑤号布样的L*、a*、b*值,xn代表⑥号布样的的L*、a*、b*值,n=6。
2 结果和讨论
2.1 用常规试验方法测到的缓染性和移染性
常规缓染性试验方法是根据染色时间对上染百分率的影响,考查不同时间染色布样在匀染剂作用下能否达到颜色一致,颜色一致性高则说明匀染剂的缓染效果好,反之则差。移染性试验是基于匀染剂能够与纤维或染料结合,因此有一定的剥色作用,将色布与白布置于含匀染剂的移染液中,色布上的染料部份被剥落,上染到白布上,白布得色越深,移染率越高,则说明匀染剂的移染性越好。
用常规方法测得的缓染性和移染性见表1。
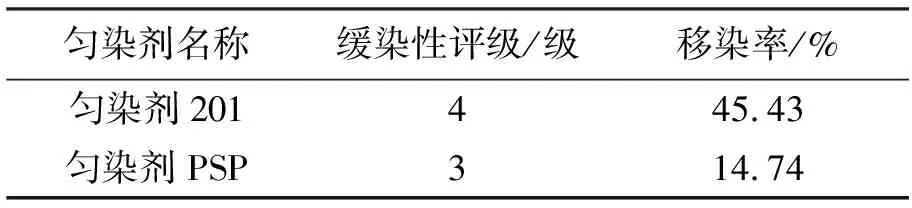
表1 缓染性和移染率
由表1可看出,匀染剂201的缓染性评级是4级,也就是说,在染色8 min后,染液达到52 ℃时加入的织物与在染色初始染液温度40 ℃时加入的织物得色一致。说明匀染剂201在染色时能够阻止染料过快地与纤维结合,起到较好的缓染作用。匀染剂201的移染率为45.43 %,说明其移染效果好。即使初始时染料有上染不匀的现象,也能通过移染来提高染色均匀性和遮盖性。匀染剂PSP的缓染性评级是3级,移染率为14.74 %,说明该匀染剂有一定的缓染作用,但移染作用较差。
2.2 用新测试方法测到的匀染性
本文探索的新的匀染性测试方法,染色处方用红、黄、蓝三原色弱酸性染料拼色,是因为两只或两只以上染料拼色时,易产生竞染现象,染色的匀染性更差。染色工艺没有按照常规的染色工艺,而是采用阶梯式升温的染色工艺,每匀速升温10 ℃后保温一小段时间。用电脑测配色仪测量各阶段染色织物的CIE 1976 L*、a*、b*值,再计算出L*、a*、b*值的相对不匀度和总不匀度。总不匀度小则说明在各个染色阶段,三种染料能匀速上染织物,织物的色光都相接近,因此匀染剂的匀染性能就好。
按照新测试方法,检验匀染剂201和匀染剂PSP的匀染性,得到的结果见表2和表3。同时,测试不加入匀染剂染色时染料的匀染性,结果见表4。
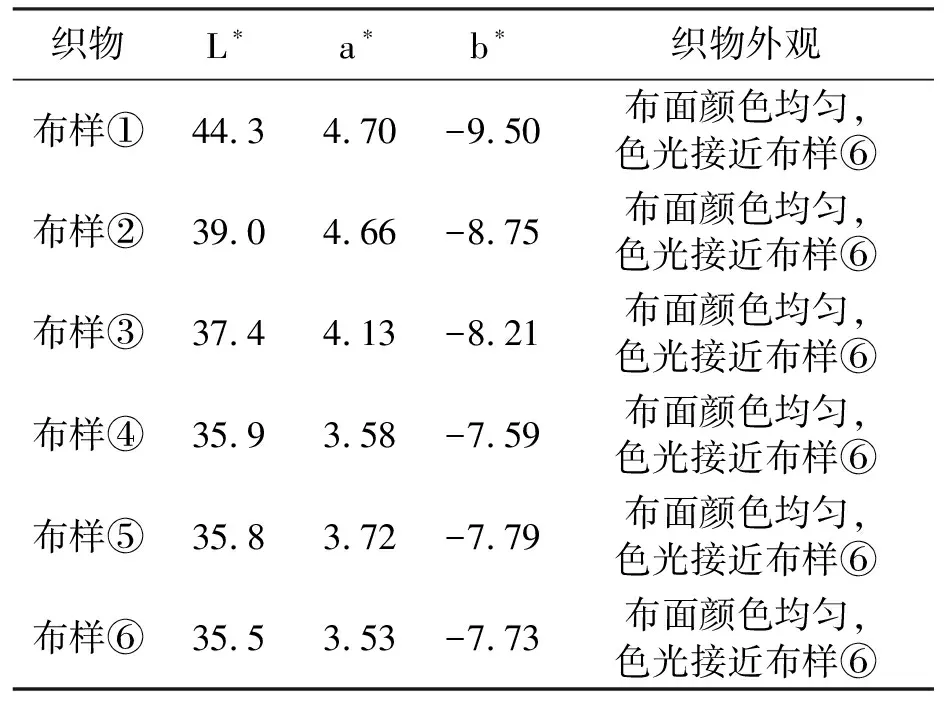
表2 匀染剂201的CIE 1976 L*、a*、b*值及织物外观
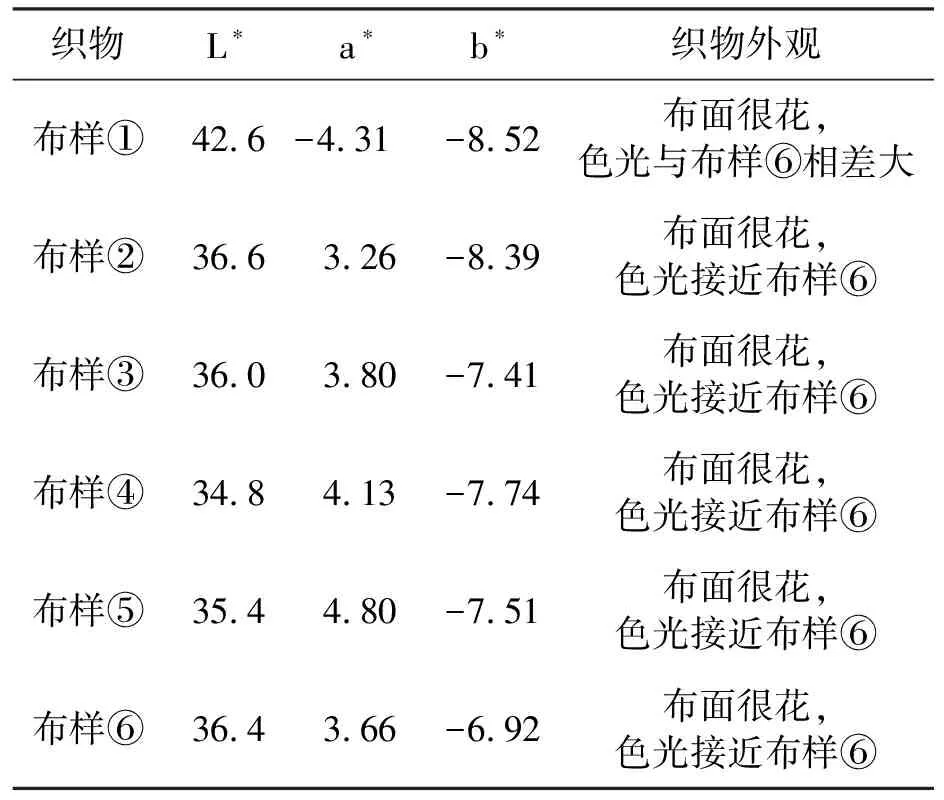
表3 匀染剂PSP的CIE 1976 L*、a*、b*值及织物外观
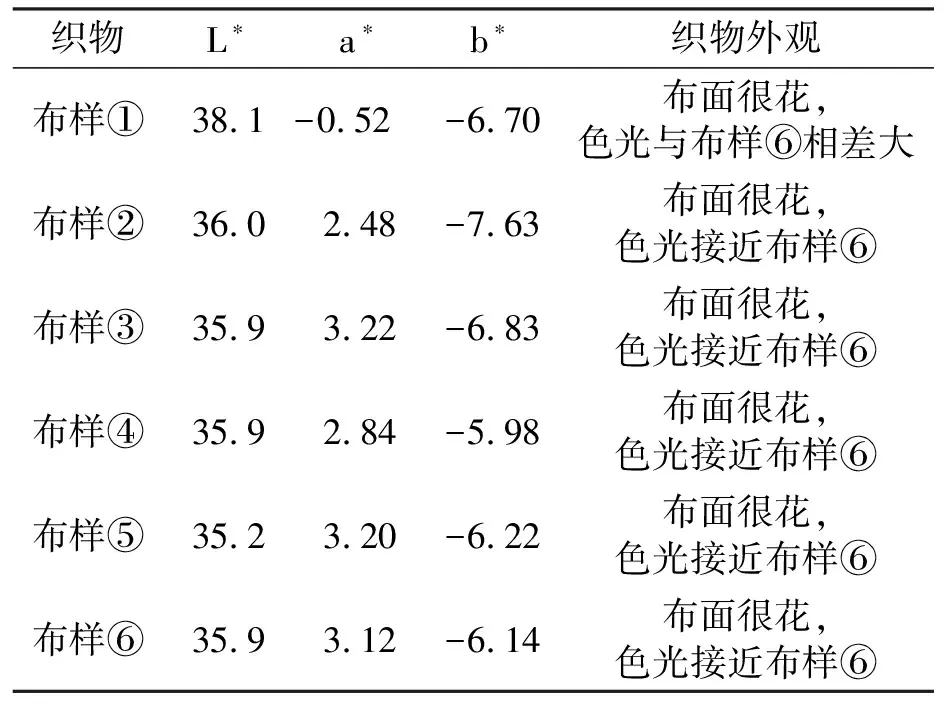
表4 不加匀染剂时染料的CIE 1976 L*、a*、b*值及织物外观
由表2的数据计算得出,匀染剂201的相对不匀度为:S(L*)=0.12,S(a*)=0.14,S(b*)=0.14;总不匀度为:S(a*)+S(b*)=0.28。
由表3的数据计算得出,匀染剂PSP的相对不匀度为:S(L*)=0.08,S(a*)=0.99,S(b*)=0.16; 总不匀度为:S(a*)+S(b*)=1.15。
由表4的数据计算得出,不加匀染剂的相对不匀度为:S(L*)=0.03,S(a*)=0.54,S(b*)=0.13; 总不匀度为:S(a*)+S(b*)=0.67。
在染色过程中,首先,好的匀染剂应该是能够控制染料上染纤维的速度,使每个阶段的染色布样的颜色深度随着时间增加而递增,即L*值逐渐减小,这样计算出来的S(L*)值不能过小,过小则说明染料易瞬染。表4中布样②到布样⑥的L*值非常接近,S(L*)=0.03,说明不加匀染剂染色时染料会急剧上染纤维,使布面产生色花。其次,好的匀染剂应该是能够控制同浴的每只染料以相同的速度上染纤维,降低染料的竞染现象,使每个阶段的染色布样色光都一致,即a*、b*值变化不大,S(a*)和S(b*)越小越好,总不匀度也越小越好。匀染剂201的总不匀度为0.28,匀染剂PSP的总不匀度为1.15,不加匀染剂的总不匀度为0.67,说明匀染剂201有较好匀染性能,而匀染剂PSP的匀染性很差。
用弱酸性染料染锦纶时,染料以离子键、氢键和范德华力共同作用而与纤维末端氨基结合,由于氨基含量低且纤维微结构均匀性差,因此染浴中染料分子对锦纶纤维有很强的亲和力,染色过程中容易瞬染,导致染色不匀[1]。所以不加匀染剂时,三种染料的竞染、瞬染现象严重,匀染性很差,染出来的织物颜色很不均匀。染色时加入匀染剂,匀染剂通过占据纤维上的染座与染料产生竞染,因而延缓染料的上染;或与染料结合减少染料直接上染纤维,然后通过移染达到缓染的效果[5]。匀染剂201能与染料或纤维结合,延缓染料上染纤维,所以有较好的匀染性。匀染剂PSP不能有效地阻止染料过快地与纤维结合,所以匀染性很差。
因此,以不加匀染剂染色得到的总不匀度为分界点,总不匀度越小匀染剂的性能越好。总不均度小于0.3,匀染剂性能很好; 总不均度在0.3~0.6范围,匀染剂性能一般;总不均度大于0.6,匀染剂的性能很差,跟不添加匀染剂染色的效果一样。
对比常用的和新的两种匀染剂性能检验方法,我们不难发现,新方法操作简单,准确度高,直观、清晰; 常用的方法不够直接和精准。因此,新的方法是一种能有效检验酸性染料染色用匀染剂性能的方法。
3 结 论
(1)用新的匀染剂性能检测方法测得的结果为:总不匀度越小匀染剂的性能越好。总不均度小于0.3,匀染剂性能很好; 总不均度在0.3~0.6范围,匀染剂性能一般;总不均度大于0.6,匀染剂的性能很差,跟不添加匀染剂染色的效果一样。
(2)本文探索的新的匀染剂性能测试方案设计较合理,结合电脑测配色和数学计算方法把检测结果量化,能更快速、直观、有效地检验匀染剂的性能好坏。
[1] 沈志平.染整技术(第二册)[M].北京:中国纺织出版社,2005.
[2] 蔡苏英.染整实验[M].北京:中国纺织出版社,2007.
[3] 于鲁晋,周强,黄中权,朱亚伟.锦纶染色匀染剂的匀染性[J].印染助剂,2008,25(7):31-34.
[4] 杨忠伟,石红.电脑测色仪在纺织检验及生产上的应用[J].染整技术,2002,24(3):37-40.
[5] 王存仓.纺织染整助剂导论[M].陕西:西安交通大学出版社,1993.