不落轮镟床碎屑器的设计与改进
2012-10-26南京地铁运营分公司设备中心张荣胜陆良登李夏欢
南京地铁运营分公司设备中心 张荣胜 陆良登 李夏欢
不落轮镟床碎屑器的设计与改进
南京地铁运营分公司设备中心 张荣胜 陆良登 李夏欢

南京地铁一号线进口的TF2000HD型数控不落轮镟床,配备了一套碎屑传送系统。其中的碎屑器,断屑不彻底,易卡滞、堵塞,造成反复清堵检修,费时费力。本文,笔者从碎屑器装置结构分析入手,对刀盘(片)与隔套的材料、加工工艺、外形参数等方面重新设计,改进后,碎屑效果改善显著。
一、问题概述
从理论上来讲,原机床在碎屑传送系统装置配置方面考虑是合理的,但在实际使用中效果却不能令人满意,特别是碎屑器断屑不彻底,二片叠装的刀片、隔套易卡滞、挤压变形,故而引发传送带易堵,维修人员反复清堵检修,费时费力,如图1所示。
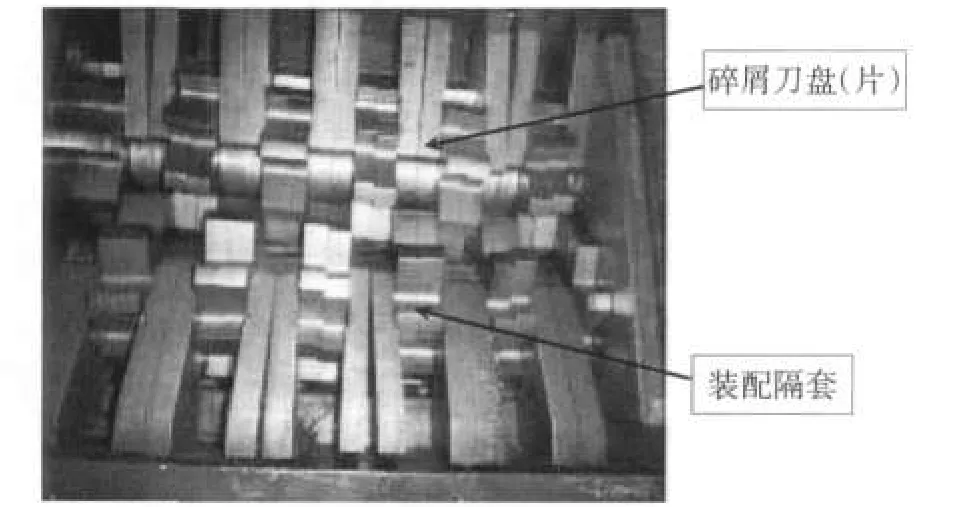
图 1 原机所配碎屑器
二、首次改进方案
显然,整套碎屑器必须进行改进。但是原机床生产厂家没有提供相关图纸,且厂家因经营困难,已不再提供后续保障和服务。鉴于此,这种改造必须由南京地铁运营公司自己主导实施。具体的改造方案如下。
1.必须针对性研究地铁车辆轮对的材料与硬度。南京地铁一号线使用的电客车轮对由太原重工钢轮有限公司生产,车轮为锻钢辗钢轮,CL60,采用冷压工艺压装到车轴上,并可通过油压进行拆卸。车轮基本参数为:在轮辋的表面车有一圈最终镟轮标记的凹槽;新轮直径840 mm;半磨耗车轮直径805 mm;全磨耗车轮直径770 mm;轮辋宽度135 mm;轮毂宽度170 mm;车轮踏面下5 mm处的硬度为265~295 HBS,踏面下30 mm处的硬度为255~285 HBS。
2.选择更换镟修切削刀具(有断屑槽),保证稳定断屑;统计、研究在轮对踏面的不同位置上的出屑的卷曲形式,优化选择主轴转速、切削量、进刀速度等参数配合,有效控制断屑。
3.新做的刀片、隔套显然都必须是整体的,不能采用二片叠装。
4.制作工艺、装配过程必须简洁,保养维护方便,使用寿命长。
基于以上几点,考虑碎屑的结构、原理,笔者初步设计将碎屑器的主动轴、从动轴截面制作成正六角,去除键销结构;主、从动轴上的螺旋齿刀片(与装配隔套叠装)交错排列;刀片和隔套采用模具钢,整体淬火,保证硬度;刀片和隔套外形为内孔正六角,刀片采用外八角齿(弧形),保证准确分度加工;主、被动轴上成对的刀片(尖顶外圆最大处)与隔套间距为2 mm,刀片厚度(29.80±0.10)mm,隔套厚度(29.90±0.10)mm。
实际装配后试运转,发现同步碎屑,有可能使碎屑过程对轴冲击加大,易引起电机过载保护,于是将同轴上的刀片弧形齿顺次旋转错开15°安装。
三、首次改进后使用情况
改进后的碎屑器在使用一段时间后,发现因刀片端部太尖,易崩尖;而由于整体淬火,崩尖或堆屑会挤碎隔套或刀片。而修复、更换部分损坏的刀片、隔套时,后一批生产的新件与原件偏差较大,在装配过程中,反复调整不同厚度的刀片、隔套的顺序位置,过程复杂,测量困难,且间隙不好控制。
在这里,笔者使用了一个小技巧,将全部可选择装配件即刀片、隔套厚度数据填入Excel电子表格,自动计算刀片间的间隙,在一端输入调节间隙(实际装配中可以调整的间隙)后,检查刀片间间隙大小(函数自动计算),拖放刀片、隔套(指厚度尺寸数据),另一端形成自然间隙(也可以在实际装配中调整),结果如图2、图3所示,可选件、装配间隙、剩余件一目了然。图中可以看出刀片间隙在0.15 mm左右(图中为0.12~0.19 mm)。


四、二次改进方案
基于第一次改进后存在的问题,做了以下改进。尖角部分,把倒圆直径加大,如图4所示,刀片尖角部分改进对照,虚线为改进前,实线为改进后,仍保持刀片外圆最大直径(指最大旋转形成直径)值不变。
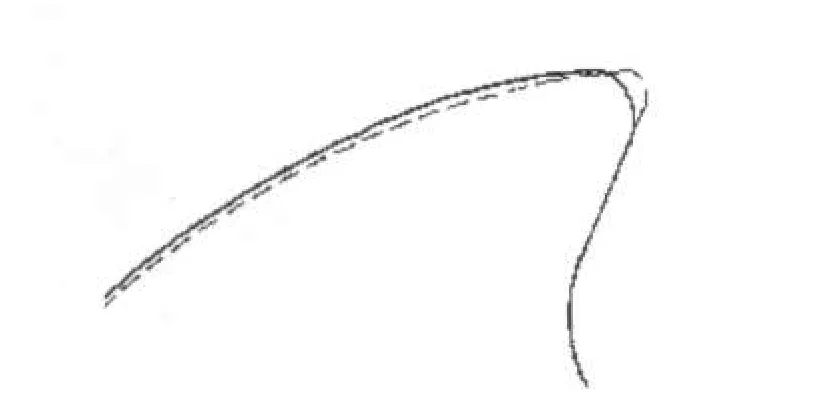
图 4 片尖角部分改进
刀片与隔套的标准厚度均为29.85 mm(刀片与隔套同时在磨床磨削加工),误差±0.02 mm;同时,刀片两面在隔套外圆直径外加工出0.075 mm台阶,理论上装配后刀片间轴向自然形成0.15 mm间隙。但在加工中台阶尺寸难以控制,特别是刀片厚度磨削时不稳定,控制不准,甚至不能满足与六角内孔的垂直度要求。
因此,考虑去掉刀片装配预留台阶,同时,为保证断屑效果和便于装配调整,采用磨床磨削,控制误差,刀片厚度(29.70± 0.02)mm,隔套厚度(29.84±0.02)mm,使两轴上的刀片轴向间隙控制在0.10~0.18 mm。稳定形成最终刀片、隔套截面图的设计如图5所示。
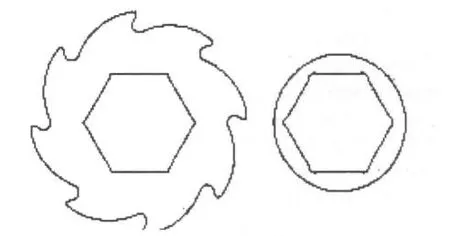
图 5 最终刀片、隔套
综合设计、制作试验,并经实际验证,具体加工方法、工艺为:采用P20(模具钢)材料,下料;通过锻打的手段使其材质结构更加紧密;回火消除内应力,减少加工过程当中产生的应力变形;数控车床车削加工;中走丝线,线切割割出外形;在平面磨床进行面加工厚度到满足尺寸;表面做氮化处理,表面氮化层的厚度约为0.3 mm,氮化要求保温至少在72 h以上,使材料原先的硬度从22~28HRC达到58~62HRC。
五、二次改进后使用情况
改进后的刀片、隔套装配完成后,投入使用,效果非常好。除在不落轮镟床设备本身正常维护、保养停机时,进行碎屑器传动部分如齿轮、轴承做润滑等保养,刀片、隔套部分只做常规紧固检查、清尘。2年多的应用表明,新的碎屑器运用正常,刀片、隔套再无损坏,已远远超过预期要求。
