最优生产批量模型的理论缺陷及其改进
2012-10-24邢如其
邢如其, 崔 笑, 李 伟, 张 如, 臧 云
(石家庄铁道大学经济管理学院,河北 石家庄 050043)
一、引例
假设某公司全年生产甲零件,已知全年生产量36 000个,生产每批零件的调整成本1 000元,全年平均储存成本2元/件年,每天生产量300件,每天发出(或领用)量200件,企业将如何安排生产才能使总成本最低?显然,这是一个最优生产批量的决策问题。应用最优生产批量模型:
最优生产批量
(1)
最优生产批量的全年总成本
(2)
式中,A为零部件(或产品)全年生产量;Q为零部件(或产品)生产批量;TC为最优生产批量的总成本;S为生产每批零部件(或产品)的调整成本;C为每个零部件(或产品)的全年平均储存成本;q为零部件(或产品)的每天生产量;d为零部件(或产品)的每天发出(领用)量。
可得最优生产批量Q*≈10 392件,最优生产批次n=A÷Q=36 000÷10 392 ≈ 3.5批,最优生产批量的总成本TC≈ 6 928元。实际上,这个结果是错误的,可由下面的逐次测试得以证实(如表1所示)。
应用逐次测试法,最优的经济批量、批次和最低成本分别为14 697件、2.5批和4 950元,而不是10 392件、3.5批和6 928元。
为什么会出现这样错误的结论呢?原因在于模型(1)、(2)隐含了一个假设。即一年的生产量与发出量之比为一年(一年按360天计,下同),如果实际情况不满足此假设,就将导致错误的决策。
如果在上例中,每天甲零件的发出量不是200件,而是100件,则应用模型(1)、(2)可得:最优生产批次n=A÷Q=36 000÷7349≈4.9批,最优生产批量的总成本TC≈9 799元。这个结果是正确的,因为,每天发出100件,36 000件正好是一年的发出量。这个结果和下面的逐次测试法得到结果一致,如表2所示。
企业在实际的生产批量决策中,一年的生产量与发出量之比恰好等于360的情况是不多见的,这就需要对模型(1)、(2)进行修正[1-2]。
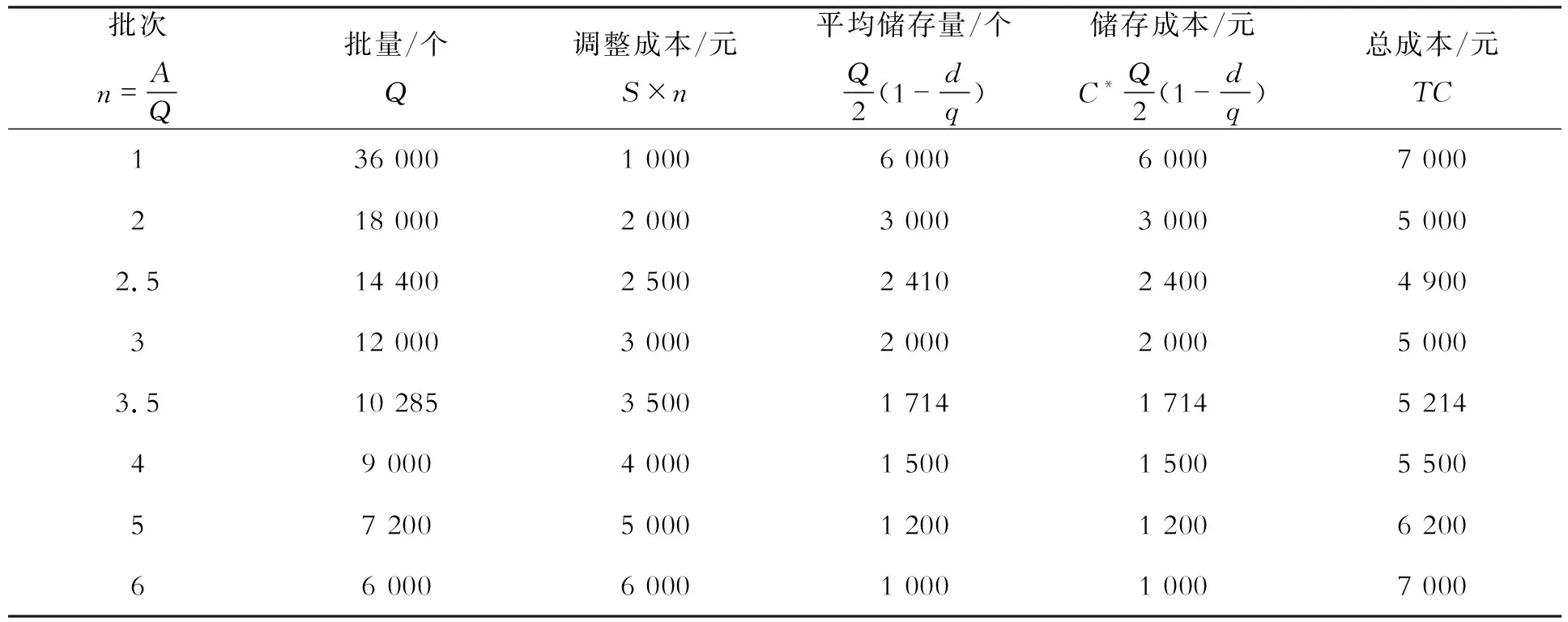
表1 每天发出200件时的最优生产批量
注:表1中的单位储存成本是按1元计算的。

表2 每天发出100件时的最优生产批量
二、单一产品经济生产批量模型改进
在每天发出200件时,表1中逐次测试的结果显示最优批量为14 400件,2.5批,此时的成本为4 900元,而不是利用(1)、(2)式计算的3.5批。原因是每天发出200件,存储甲零件的最长时间是:36 000÷200=180天,只有半年,存储成本就应当按半年计算,而不能按一年计算。也就是每个零件的储存成本C*=2÷360×180=1元/件。
在零部件存储时间不足一年的条件下,如果仍然应用类似(1)、(2)形式的模型,需要对其进行改进[3],只需将单位储存成本C假设一年改为平均每天储存成本不受生产数量与发出量之比必须为360的限制。此时:
调整成本=每次调整成本×调整次数,即
(3)
储存成本=单位储存成本×平均储存量×储存天数×批次,即
(4)

总成本=调整成本+储存成本

(5)
根据总成本TC最小的必要条件
(6)
可得,经济生产批量为
(7)
由Q*代入(5)可得
(8)
仍然沿用M公司生产甲零件的数据,如果每天发出量为100件,则:
=7 349(件)
≈9 798(元)
计算结果与原来的计算结果表2逐次测试结果一致。
如果每天发出量不是100件,而是200件,则:
=14 697(件)

计算结果与原来的计算结果并不相同,但却与表1逐次测试的结果一致(表1中2.5批时的最低成本为4 950元,和4 898相差52元,是由于最优批次为一位小数所致)。也就是说,(7)、(8)才是不受每天发出数量限制的最有生产经济批量的决策模型。
三、多品种产品经济生产批量的确定
当企业用同一种生产设备轮换分批生产多种产品或零部件时,有人主张采用共同最优生产批次模型来确定生产批量,此时的模型为
(9)
(9)式中,各符号的含义与(1)、(2)中的含义相同。
实际上,由(9)所确定的共同最优批次并不能保证总成本最低,即不存在共同最优生产批次。比如,N企业生产甲、乙两种产品,有关两种产品的数据如表3所示:

表3 N企业生产甲、乙两种产品有关数据资料
根据表3资料和(9)得:
=3.539(批)
由此可得:

根据(2)得:
TC甲=4 157(元),TC乙=2 351.5(元);
总的成本
TC总=TC甲+TC乙=6 508.5(元)
而根据(7)、(8)可得:


总的成本
TC总=TC甲+TC乙=2 400+1 920=4 320(元)。
由此可知,应用共同最优生产批次所得结果,较之应用(7)、(8)要多花费成本2 188.5(6 508.5-4 320=2 188.5)元。也就是说,应用(9)所确定的“共同最优生产批次”的计算公式,不能实现多种产品在同一设备轮换生产的最优,也就是不存在多种产品的“共同最优生产批次”。只能应用(7)、(8)确定每种产品的最优批量和批次后,再统筹安排轮换生产才能实现最优。这个论断可以根据证明(5)、(6)的原理,并应用解析法得到证明。

(10)
由于(10)中各产品的批量Qi和Qj没有相乘的关系,当TC总对Qi求偏导时,任意的Qj(i≠j)均为常量。所以:
(11)
由(11)很容易地即可得到(5)、(6),进而得到(7)、(8)。
