珩磨机运动控制卡的三次B样条曲线插补算法*
2012-10-23张万军胡赤兵张国华
张万军 胡赤兵 张 峰 张国华 龚 俊
(①兰州理工大学数字制造技术与应用省部共建教育部重点实验室,甘肃兰州730050;②兰州理工大学机电工程学院,甘肃兰州730050;
③兰州工业化设备有限公司,甘肃兰州 730050)
在数控珩磨机加工中,经常会遇到如飞机机翼、飞机叶轮等许多具有复杂外形轮廓的零件。在传统数控加工中加工这些不规则曲线的零件时,加工程序只能通过离线方式CAD/CAM方式下编程来完成,这就使得加工速度受到严重限制。因此研究数控系统曲线的新的插补方法显得尤为重要[1]。
三次B样条曲线是在数控加工领域中应用较多的样条曲线,它可以用来描述复杂曲线曲面的零件轮廓。数控珩磨机运动控制系统中通常用TMS320F2812芯片的结构专门为实时信号处理而设计,集实时处理能力和控制外设能力于一身,处理功能强大,使用各种伺服控制系统。本文介绍将三次B样条曲线与DSP运动控制卡技术相结合的实时插补方法,该方法克服了传统轨迹插补方法的缺点,有效地简化了插补过程中的轨迹计算,提高了运算速度和控制精度[2]。
1 三次B样条曲线实时插补
1.1 三次B样条曲线的数学表示
在三维空间中有如下关系[3]:

式中:u为参变量数(u∈[0,1]),Ai为为一组系数矢量。
1.2 三次B样条曲线的实时插补
设V为沿曲线的进给速度,可由曲线对时间t求导得到[4-5,7]:

因此,u对t的一阶导数可以表示为
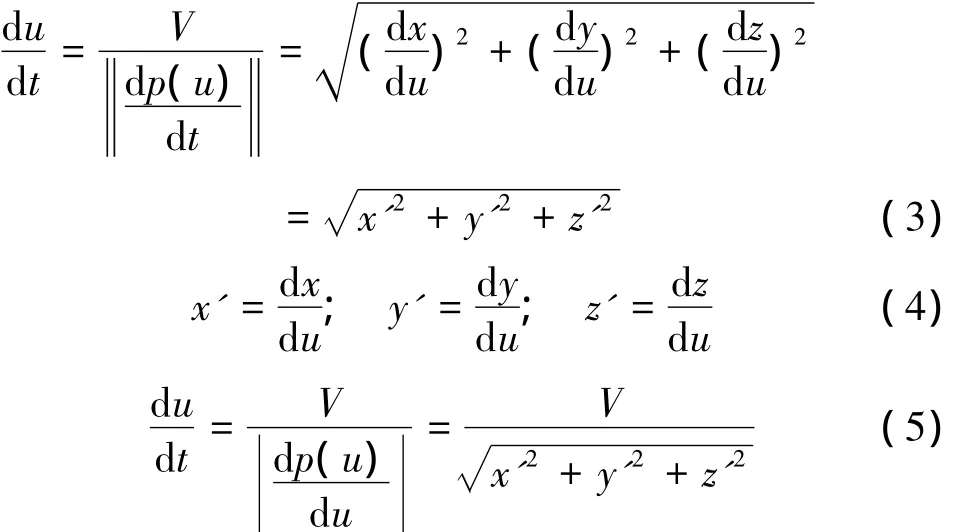
所以,一阶展开式的近似计算公式为

当插补周期T→0时,ui+1≈ui,可以满足泰勒公式一阶展开式插补近似迭代。如果曲线曲率半径很小,便于可以满足泰勒公式二阶展开式插补近似迭代:

式(6)、(7)中,当前ui+1与ui(xi,yi,zi)对泰勒公式求一阶导数、两阶导数,得到(xi+1,yi+1,zi+1)的坐标点。
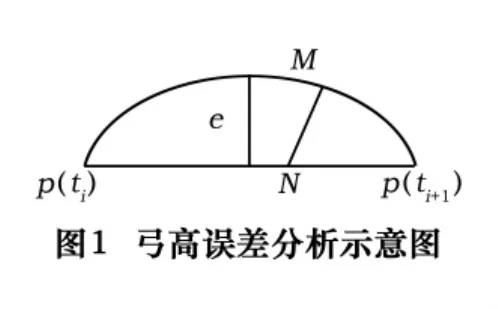
1.3 三次B样条曲线的插补弓高误差分析
由于三次B样条曲线实时插补,在每一个插补点上不存在误差,主要是弓高误差影响了插补精度。弓高误差指的是一段曲线上连接两端点的弦与弧的最大法向差[3]。如图1所示:2个插补点分别为p(ti)和p(ti+1),径向误差为e可用e≈MN来表示,求得p(ti)和p(ti+1)的坐标位置。令|p(ti)p(ti+1)|=V·T代入式(1)中得

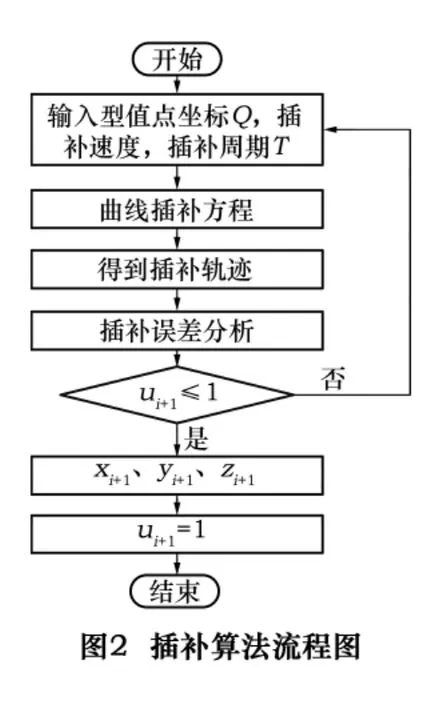
1.4 三次B样条曲线的插补算法流程图
笔者针对上面插补算法的过程分析,给出了该插补算法的插补流程图,如图2所示。
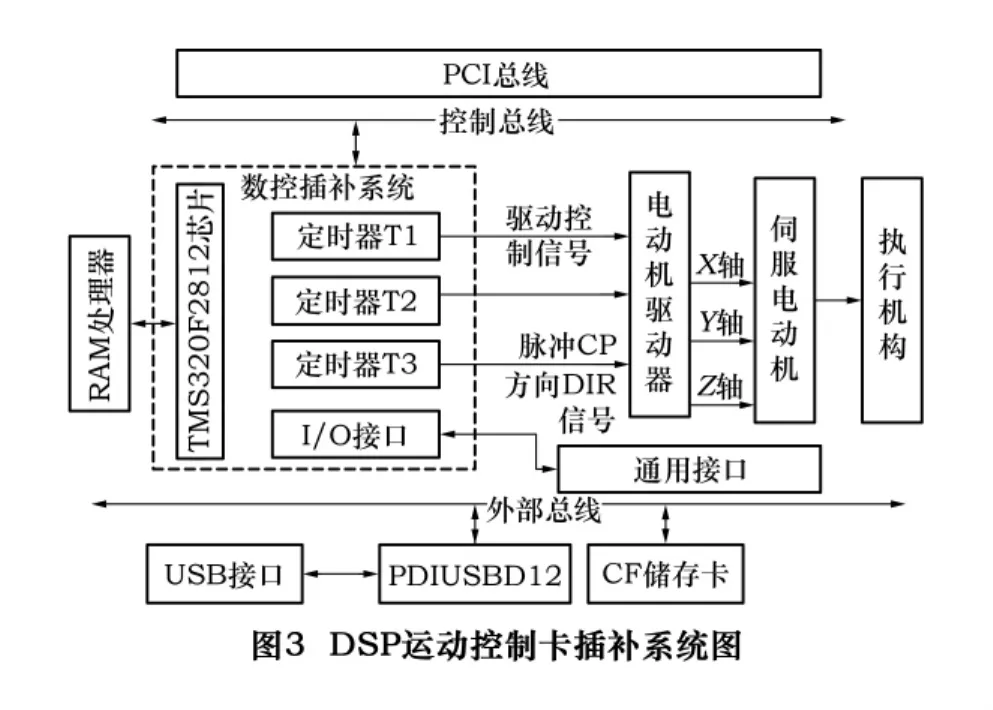
2 利用DSP运动控制卡实时插补
本文采用的DSP运动控制卡数控珩磨机运动控制结构图如图3所示,USB和RAM具有通讯和存储的功能,主要是以 TMS320F2812为核心控制,DSP控制速度达到40MIPS的速度,总线扩展通过CF卡来实现[6]。定时器T1、T2、T3发出的脉冲数来完成脉冲控制,通过控制运动控制卡定时器来调整插补轨迹,保证了3个驱动轴能同时到达预先的位置,实现3个驱动轴的空间插补,达到了高速高精度插补的要求。运动控制发出的信号通常为“脉冲(CP)+方向(DIR)”的形式,该运动控制器输出三组脉冲/方向信号,实现数控系统的速度和位置控制[1]。
在TMS320F2812 DSP运动控制卡上进行实际控制时,每一台电动机轴驱动器需要控制2个信号,一个脉冲CP信号和另外一个方向DIR信号。于是本文选用如图3所示的DSP运动控制卡作为插补的数控系统,保证控制每一个轴的实际运动位置。应用这种插补方法,在插补器上进行调试,得到了预期的插补效果。下面主要介绍这种插补算法在硬件系统中实现的思想。
控制脉冲的发送是通过定时器T1、T2、T3中断来完成,设一个周期内x轴、y轴、z轴的实际脉冲数为nnx、nny和nnz,令CPx=T/nnx,CPy=T/nny和CPz=T/nnz,则每一个脉冲的时间的坐标为{CPx,2CPx,3CPx,…,T}和{CPy,2CPy,3CPy,…,T}{CPz,2CPz,3CPz,…,T}。将 min{CPx,CPy,CPz}的值存储在寄存器中,在定时器中发射脉冲数,向3个轴的方向移动坐标的位移。中断查询3个轴的脉冲数,使x轴、y轴和z轴的脉冲坐标相等完成查询插补。
本文提出的插补算法是以x轴、y轴和z轴某一轴脉冲频率为基准,使该轴发出的脉冲数与定时器中断严格同步,也让其他两轴同步运动,从而尽可能保证了插补轨迹是一条空间曲线的运动轨迹。
3 插补实例
根据三次B样条曲线实时插补算法,文章给出了空间三次B样条曲线插补的实例。输入型值点Q1=[0.636 0.742 11],Q2=[0,0,1],Q3=[25,30,6],Q4=[50,50,16];进给速度v=10 mm/s;插补周期T=0.01 mm。所确定的一段三次B样条曲线插补的轨迹如图4所示,是一条空间曲线完全符合插补运动的控制要求。

4 结语
三次B样条曲线理论曲线和实际曲线发出脉冲数相等,无弓高等累计误差从而说明理论曲线和实际曲线相吻合,验证了该算法的正确性和合理性。该算法实现三轴的联动插补,拓展了从平面到空间的插补。在DSP运动控制卡上实时插补能够大大提高运算速度和运算准确性,也能够提高加工精度和加工效率,在其他数控插补的过程中具有借鉴意义。
[1]王婕,王宝仁,张承瑞.基于DSP的嵌入式运动控制器插补算法及误差补偿研究[J].组合机床与自动化加工技术,2007(6):8-11.
[2]李广涛,薛重德,侯小强.基于TMS320F2812的三次B样条曲线实时插补[J].中国制造业信息化,2008,12(23):55-57.
[3]叶伯生,杨叔子.CNC系统三次B样条曲线的高速插补方法的研究[J].中国机械工程,1998,9(3):42--44.
[4]高钟旈.机电控制工程[M].2版.北京:清华大学出版社,2002.
[5]施法中.计算机辅助几何设计与非均匀有理B样条[M].北京:高等教育出版社,2001.
[6]苏奎峰,吕强,靳岚,等.TMS320X281X DSP原理及 C程序开发[M].北京:北京航天航空大学出版社,2008.
[7]Feng Jingchun,Li Yuhao,Wang Yuhan,et al.Design of a real-time adaptive NURBS interpolator with axis acceleration limit[J].Int J Adv Manuf Technol,2010,48(1-4):227-241.
