HRV3控制对于提高加工精度的研究*
2012-10-23刘志华朱丽辉谢小四
刘志华 朱丽辉 李 琳 谢小四
(云南机电职业技术学院电气工程系,云南昆明 650203)
HRV控制从硬件和软件方面对交流电动机矢量控制进行优化,实现伺服装置的高性能化,从而使数控机床的加工达到高速和高精。
1 HRV控制工作原理
HRV是“高响应矢量”(High Response Vector)的意义。其工作原理图如图1。

HRV控制功能改进了数字伺服电流环的特性。由于减少电流环中的控制延迟从而提高了电动机在高速旋转时的速度控制特性。同时,在高速运行或稳定旋转时,削减了死区电流,减少了电动机的热损耗。在高速加工时减小了电流环的延迟,所以对于电动机高速旋转时速度环的电流特性也得到提高,当电动机工作在1 500 r/min以上的高速加工时,加工工件形状有明显的改善。
使用HRV控制和高速速度环增益可以提高伺服系统的刚性,并且可以实现高增益的速度控制。利用高增益的速度环控制可提高抵抗外界干扰。
通过位置环、速度环的高增益化,可以改善伺服系统的响应性和刚性,从而可以在机床上减小切削外形误差,加快定位速度。同时,可以使伺服调整变得简单。只要将伺服HRV控制与CNC的前馈控制、AI轮廓控制、AI纳米轮廓控制、高精度轮廓控制串联就可以得到更加理想的结果。
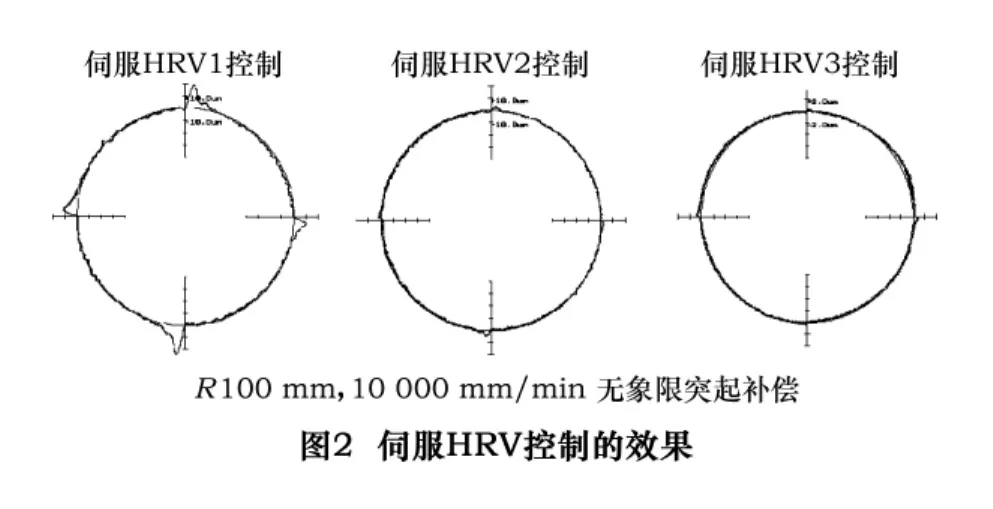
图2表示伺服HRV控制的增益调整结果,通过比较可以看出:提高基于伺服HRV控制的电流环路的响应,有利于减少速度控制和位置控制响应时间,从而在不使用反向间隙加速功能调节时也能减小象限凸起。
2 HRV3控制的设定
HRV3控制增加了排除低刚性机床的低频振动的外力干扰过滤器,通过伺服放大器、检测器的高精度化来实现平顺的进给。由于采用高速DSP,可以在标准系统上实现比以往更加高速的电流控制周期。因此,HRV3控制也叫做“高速HRV电流控制”。
为观察HRV3控制对于加工精度的改进,采用以下设备进行验证:L650立式加工中心,Fanuc 0iMD数控系统,SVPM20/20/40伺服驱动器和βis12/2000伺服电动机。
2.1 伺服HRV3控制的设定
(1)加减速调整,见表1。

表1 加减速调整
(2)减小形状误差的设定,见表2。
(3)使用HRV3时的设定,见表3。
2.2 HRV3设定注意事项
(1)对于轴卡,如果使用HRV3控制,一条FSSB光缆只能连接4个坐标轴的放大器(都是单轴放大器)和一个独立位置检测器接口(必须是C205型)。同时,同一条FSSB线上所有伺服轴必须使用相同的HRV3控制方式(FSSB周期=电流采样周期),也就是1~4轴必须都是HRV3(62.5 μs),而第五轴可以使用HRV2 或 HRV1(125 μs/250 μs)进行控制。

表2 减小形状误差的参数设定

表3 使用HRV3(高速HRV)时设定的参数
(2)如果使用HRV3控制,伺服电动机转矩限制中,电动机的最大电流钳制在放大器的最大电流值的70%。
(3)采用HRV3控制模式时,加工程序中必须指定HRV3控制即 G05.4Q1,否则为一般控制模式,HRV3控制不起作用。
(4)HRV3方式的诊断,可在诊断号700里观察,如果参数设置正确并且相应的硬件支持HRV3控制方式,数控系统电源断电重新启动后,在诊断号700#1变为1时,表示可以使用HRV3功能。在诊断号700#1为1状态下使用指令G05.4Q1时,诊断号700#0在切削进给指令时变为1,表示电流控制周期为高速,使用了HRV3增益倍率。
(5)当HRV3有效时,从电动机一侧能听到较高频率的噪声(相对于一般控制方式),在使用HRV2控制时也有这种声音,这是由于控制电动机的电流频率变高了,是正常的声音,不会对电动机造成损害。
3 相关参数调整后研究
3.1 频率响应
为了实现高速高精控制,修改好相应的参数后,可能会带来机床特性的一些变化。如:使用了HRV3控制后,可能会出现伺服轴高频共振的问题,所以对相关的参数须进一步的调整,通过利用伺服调整软件Servo Guide观察相关轴运动的波形,找到共振点中心频率、带宽等,如果是低频振动,可以设定2067参数,利用TCMD来抑制振动,设定值与截止频率有关系,一般设在2000,如果是高频振动,则可以利用HRV滤波器来消除高频振动,消除共振后,就可以设置更高的速度环增益,不过修改后要重新测量频率响应,重复几次,直到满足要求为止。
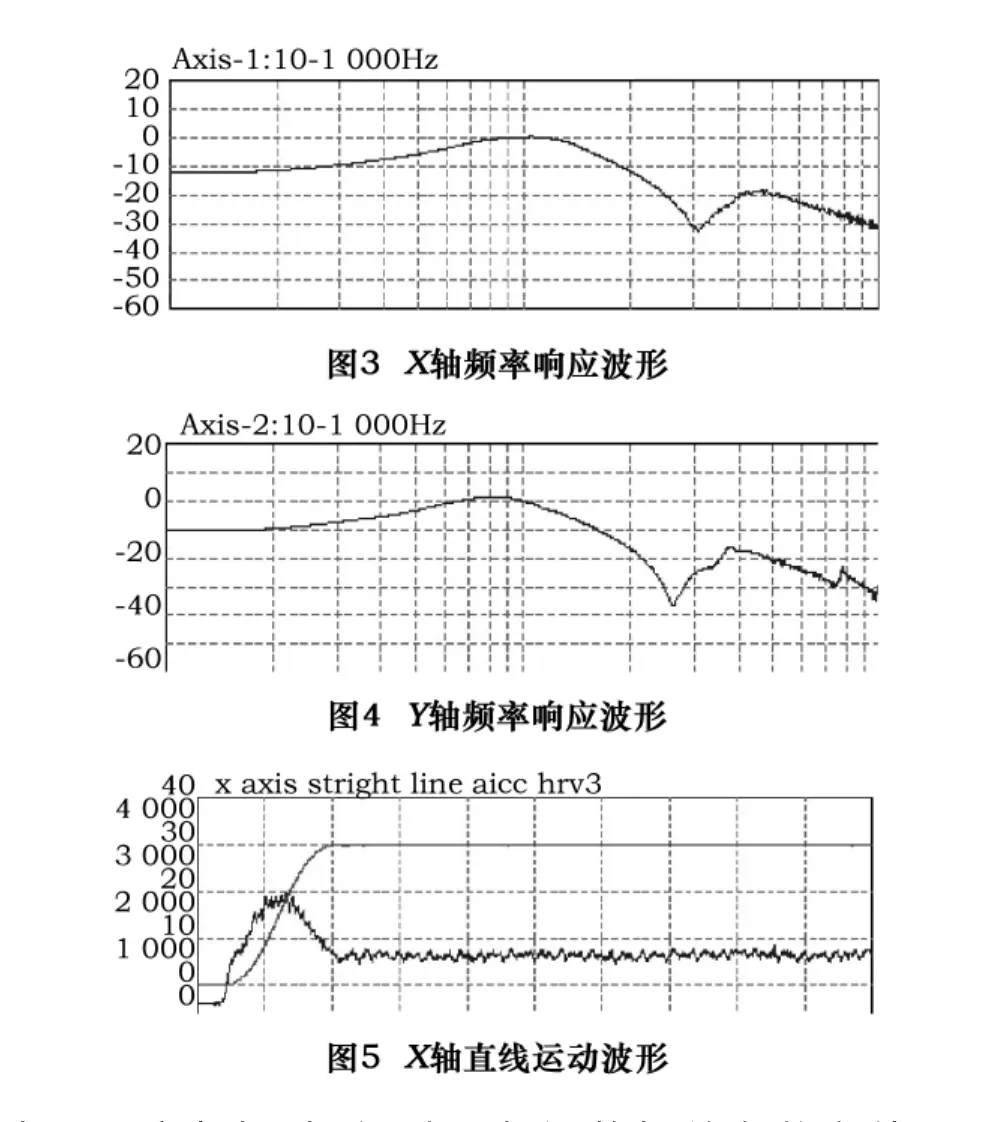
在此次实验中,没有调整相关的HRV滤波器前,出现了高频振动,经过不断调整相关参数和使用了HRV滤波器后,削除了高频振动,图3、图4为调整后测得的X轴、Y轴频率响应特性波形。
3.2 观测TMCD,SPEED、ERR的波形
利用Servo Guide检测各轴直线运动的TMCD及速度波形,确定位置环的增益为250。走直线程序主要观测TMCD、SPEED、ERR的波形,如果加速时间太短或增益设定太高,则TMCD波形会有较大的冲击或波动,好的波形在加减速的地方电流波形平滑过渡,而在直线部分从头到尾幅度应该相同,如果逐渐变粗,表示增益过高。图5为调整好的X轴直线运动波形。
3.3 测量X轴-Y轴圆弧运动轨迹的误差波形
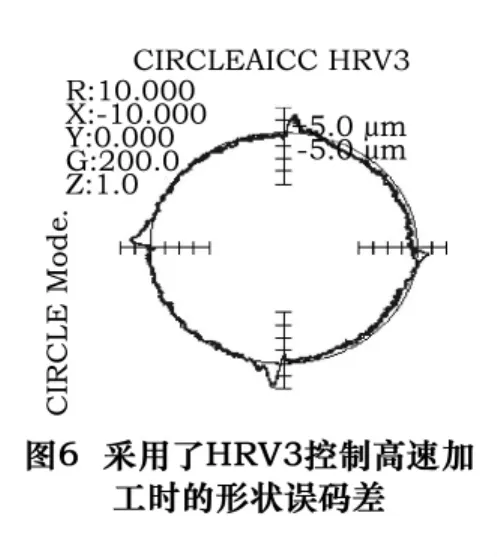
利用 Servo Guide测量X轴-Y轴圆弧运动轨迹的误差波形。如果上面的直线运动调整得比较好,则圆弧运动就相对容易。在调整过程中,如果圆弧显示变形,可能是由于背隙补偿造成,可以在测试前将1851号参数改成1,如果圆弧的半径误差比较大,可以设定前馈系数,利用前馈功能来缩短由于伺服系统的跟踪延迟导致的误差;如果象限有凸起或过切,可以通过调整速度增益和背隙加速等参数来调整。在高速加工时相对于一般加工,高速加工时减小了电流环延迟,电动机高速旋转时速度环的电流特性也得到了提高,当电动机工作在1 500 r/min以上进行高速加工时,加工工件的形状有了明显的改善。图6是采用了HRV3控制高速加工时的形状误差。
4 HRV高精度矢量控制系统的试件切削
相关参数调整完成后,在主轴上装一直径为10 mm的立铣刀,用X轴与Y轴同时插补,循圆测试,试切削工件为铸铁,循圆直径为300 mm,切削速度F为3 000 mm/min,主轴旋转速度S为4 000 r/min。切削完成后,经检测加工表面的粗糙度与精度达到了相应的要求,比未采用HRV3控制的加工工件最大误差减小了近 70 μm。
5 结语
经调整机床的HRV3的高精控制相关参数与伺服轨迹的进一步调整后,进行试切削加工,加工的试件产品经检验比未采用HRV3控制的机床进行加工的精度和速度得到了提高。说明采用HRV3控制可以提高机床的加工精度与速度。
[1]FANUC ACSERVO MOTOR βi series参数说明书[Z].FANUC,2009.
[2]0I-D 简明联机调试手册[Z].FANUC,2009.
[3]FANUC0I-D 参数手册[Z].FANUC,2009.
[4]陈伯时.自动控制系统[M].北京:机械工业出版社,1996.
[5]朱仕学.HRV控制对数控机床加工质量的作用及方法[J].制造业自动化,2009,31(5).
