3A21铝合金激光焊与激光-氩弧焊复合焊微观组织及性能比较研究
2012-10-23宋伦斌邓世平
卢 艳 宋伦斌 唐 霞 邓世平
(①重庆大学光电工程学院,重庆 400044;②重庆广播电视大学机电工程学院,重庆 400052;③重庆大学材料科学与工程学院,重庆 400044)
在航空航天、船舶、机械、电器和汽车制造等领域,铝及铝合金材料由于具有高的比强度、易加工成形等优点,已经获得了大量运用。在具体应用时运用合适的焊接方法实现材料的焊接可以简化工艺,制造复杂结构零件。但由于铝合金的熔点较低,导热率和线膨胀系数大,在对铝及其合金材料进行焊接时,常规熔焊方法易产生裂纹、气孔和疏松等焊接缺陷,导致接头性能降低[1-2]。激光焊接技术是一种先进的焊接技术,具有能量密度高、焊接热输入小、焊速快、焊缝深宽比大、热影响区窄和焊接变形小等优点,受到广泛关注[3]。但是,铝合金材料的激光焊接工艺研究仍然面临较多难题。文献[4-5]指出,固态情况下铝及其合金内部自由电子密度很高,易与激光光束中的光子作用而将能量反射掉,使得铝及其合金对CO2激光有极高的反射率,纯铝的反射率更高达80%[6],因此铝及其合金激光焊接的研究应用是激光加工中的一项难题。文献[7]认为氩弧焊是以氩气为保护气体的焊接技术,其电弧直径小、能量集中且电弧稳定,因此焊接过程易控制,焊接变形小,惰性气体保护使氩弧焊适合于各类金属材料的焊接。另外,相比于激光焊的大功率密度106W/cm2,传统的氩弧焊仅为102~104W/cm2。有研究结果表明[8-12],复合焊接工艺与单独激光焊接工艺相比有一些优点:(1)增加焊接熔深;(2)提高焊接速度及生产率;(3)改善接头性能;(4)降低设备成本。因此探索利用复合焊接方式实现对激光焊接工艺的提升具有较大的实用意义。
本文主要应用激光焊接技术和激光-氩弧焊接技术2种焊接方式分别对2 mm厚的3A21铝合金板材进行对焊试验。通过分析焊接后焊缝接头的微观组织及硬度分布,发现激光-氩弧焊复合焊接方式能有效减少单纯激光焊接中产生的气孔等缺陷,提高了焊接接头的组织性能,获得了工艺上的提高。
1 试验材料、条件及方法
3A21铝合金是防锈铝合金,不可进行热处理强化。合金的塑性较高而强度较低,故常用冷加工方法来提高其力学性能。此类合金的特点是抗蚀性强,焊接性能好[13]。目前,3A21铝合金的焊接一般采用熔化焊,但在实际生产中却易产生多种焊接缺陷,如焊缝气孔超标、夹渣、接头力学性能不达标等。实验用材为厚2 mm的3A21铝合金轧制板材,H24状态,尺寸规格为100 mm×40 mm×2 mm。3A21-H24铝合金的化学成分和力学性能见表1和表2,对其进行激光焊和激光-氩弧复合焊2种工艺的对接焊。焊前对试样进行精细打磨、清洁,以利于提高焊接接头性能。激光焊接工艺参数及激光-氩弧复合焊焊接工艺参数见表3和表4。在焊接件上沿焊缝横向分别取样,制成金相试样及硬度试样,腐蚀液为1.0%HF+1.5%HCl+2.5%HNO3混合酸溶液。本实验采用蔡司Axiovert40 MAT金相显微镜观察焊接接头微观组织及采用HXS-1000AY数字式液晶智能显微硬度计测试接头的硬度,其标准号为Q/YXLY1-2000,测试结果为Vickers Hardness(一般在常温、常湿,大气压为88~106 kPa下测量),加载50 g,加载时间为20 s。

表1 3A21铝合金成分

表2 铝合金的力学性能

表3 激光焊接工艺参数

表4 激光-氩弧复合焊焊接工艺参数
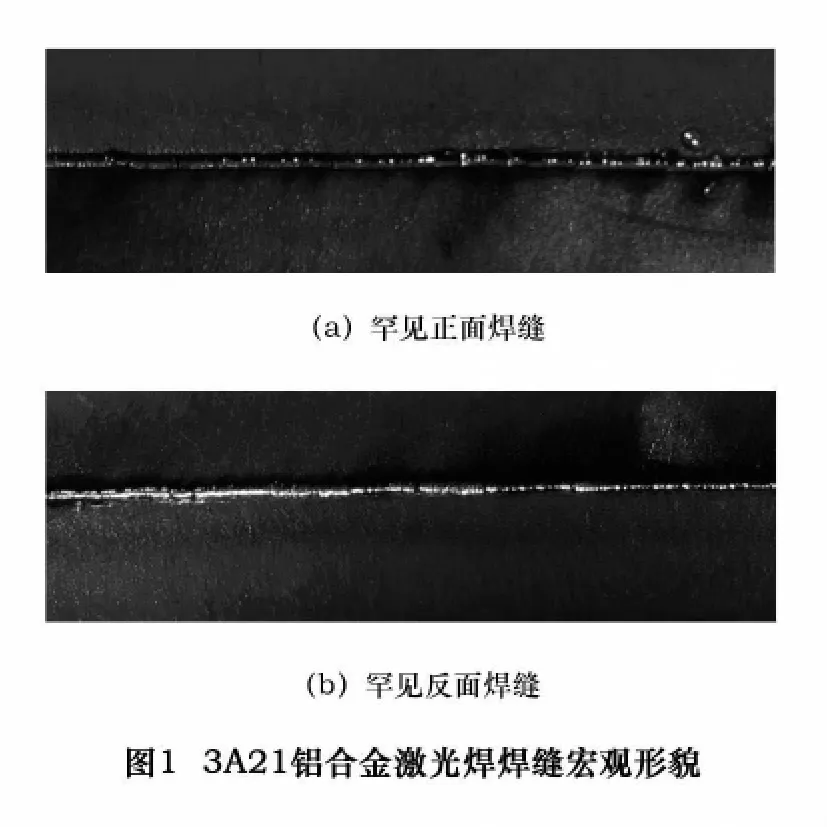
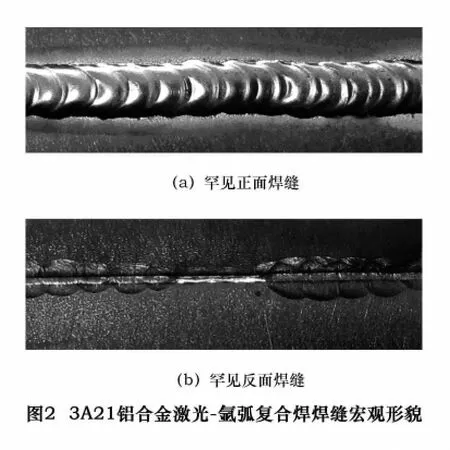
图1为激光焊接焊缝,由图可见,该焊接方法制得的焊接材料,焊接表面出现一定程度的塌陷,焊缝细小美观且实现了穿透焊,在材料背面留下完整的焊缝(图1b);图2为激光-氩弧复合焊接焊缝,激光光束焊接板材后,在板材背面留下焊点(图2b),激光-氩弧复合焊后的焊缝相比激光焊粗大。
2 试验结果分析
2.1 焊接接头微观组织
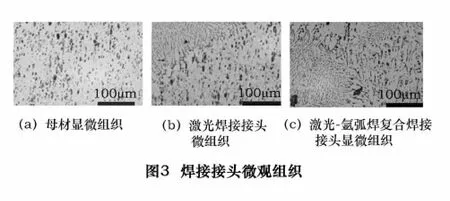
图3为铝合金母材及焊接接头的微观组织:图3a为3A21铝合金的母材显微组织,图中大块长条状为化合物(FeMn)Al6,灰色部分为基体α(Al);图3b为激光焊接后的显微组织,与母材相接的焊缝区组织较基体细小,激光焊接的热影响区很小,几乎看不到焊缝组织的变化;图3c为激光-氩弧复合焊后的显微组织,图中左下方为激光焊接组织,右下方位氩弧焊显微组织,相比于激光焊接的组织,激光-氩弧复合焊后材料的晶粒有所长大,这是由于液态熔池对激光的反射率大大降低,提高了激光的吸收率,从而获得的焊缝熔合区也变得宽大。
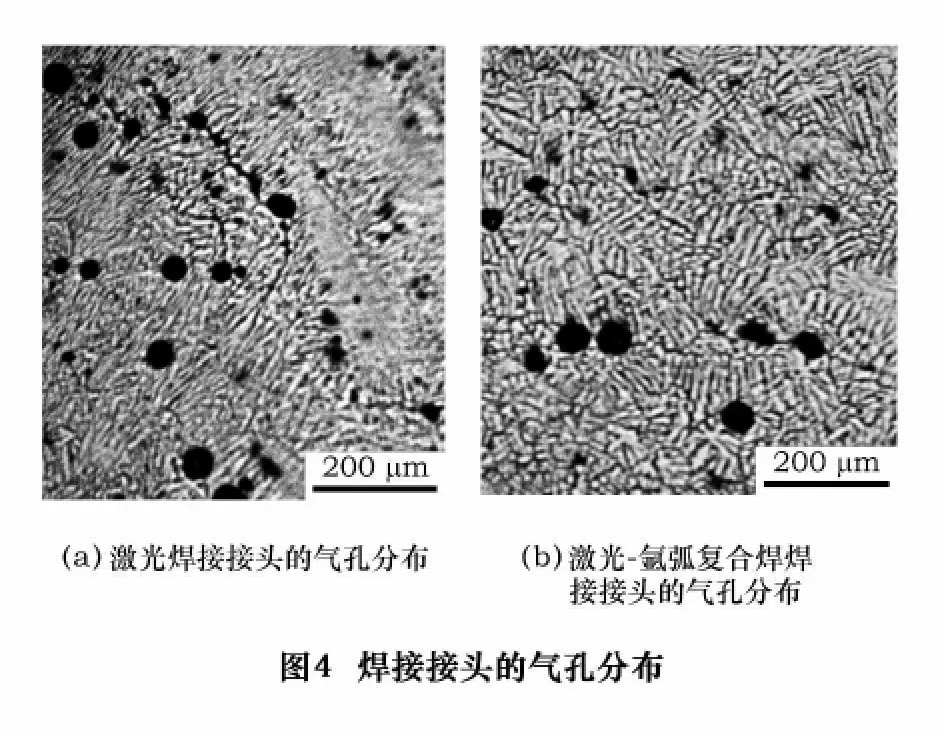
2.2 焊接接头气孔分布
图4为焊接接头的缺陷分布图,从图中可以看到:激光焊接后的焊接区内存在大量疏松性气孔,大小不同的气孔均匀弥散地分布在熔合区内,且熔合区内还有些夹杂物(图4a);激光-氩弧复合焊后的焊区内气孔的数量减少,但同时气孔有一定程度的变大,较大气孔直径可达约40~50 μm(图4b),但熔合区内显微组织较激光焊接美观,夹杂物明显减少。
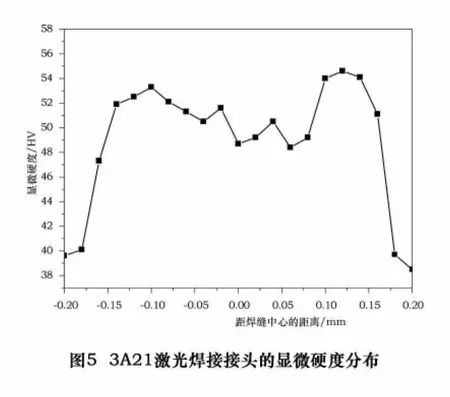
2.3 焊接接头的硬度分布
3A21铝合金激光焊的显微硬度分布如图5所示。由图5可知,沿着焊缝区、熔合区、热影响区和基体的方向,激光焊接的焊缝材料的硬度值出现双峰现象,即在熔合区硬度值有所降低,激光焊接焊区的平均显微硬度为52 HV,母材平均显微硬度为43 HV,焊接组织的显微硬度值明显高于母材硬度值,这主要是由于激光焊接后冷却速度快,得到细小的焊缝显微组织。
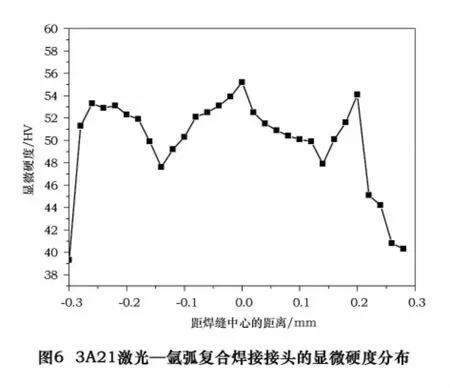
3A21铝合金激光—氩弧复合焊的显微硬度分布如图6所示。由图6可知,材料在焊接过程中发生了强化作用。沿着焊缝区、熔合区、热影响区和基体的方向,激光—氩弧复合焊的显微硬度出现峰值,在熔合区部分,显微硬度明显降低,这主要是由于复合焊使焊缝组织中出现粗大的树枝晶,从而降低了该部分的性能。复合焊焊缝的平均显微硬度为51.3 HV,母材平均显微硬度为43 HV,焊接组织的显微硬度值依然高于母材硬度值。
3 结语
通过对3A21铝合金材料进行激光焊接与激光-氩弧复合焊接2种方式焊接后,研究发现激光焊接得到的3A21铝合金焊缝区组织细密,热影响区较小,无明显的近焊缝组织变化;激光-氩弧复合焊焊区的显微组织较激光焊的显微组织有所变大,接近焊缝处有粗大的树枝晶的形成,且热影响区变宽;激光-氩弧复合焊的接头组织缺陷较激光焊接的组织缺陷明显改善,气孔的数量减少的同时夹杂物含量也明显降低;激光焊接接头的平均显微硬度可达52 HV,激光-氩弧复合焊的平均显微硬度值51.3 HV,激光焊接接头的平均显微硬度略高于复合焊接头平均显微硬度,但二者均高于基体的显微硬度值43 HV。因而可以认为复合激光焊接方式相对于单纯激光焊接方式能有效提高3A21铝合金材料焊接接头组织性能,减少焊接缺陷发生,从而提升焊接工艺。
[1]王快社,沈洋,王训宏,等.LF2铝合金搅拌摩擦连接研究[J].西安建筑科技大学学报,2005(9):1-4.
[2]栾国红,关桥.搅拌摩擦焊的原理及应用[J].电焊机,2000,30(1):3-6.
[3]曹丽杰,张朝民.5A02铝合金CO2激光焊接工艺与焊缝成形[J].焊接技术,2010(9):35-38.
[4]YAN J,ZENG X,GAO M,et al.Effect of welding wires on microstructure and mechanical properties of 2A12 aluminum alloy in CO2laser-MIG hybrid welding[J].Applied Surface Science,2009,255(16):7307-7313.
[5]CAMPANA G,ASCARI A,FORTUNATO A,et al.Hybrid laser-MIG welding of aluminum alloys:the influence of shielding gases[J].Applied Surface Science,2009,255(10):5588 -5590.
[6]SA'NCHEZ-AMAYA J M ,DELGADO T L,et al.Laser welding of aluminium alloys 5083 and 6082 under conduction regime[J].Applied Surface Science,2009,255(23):9512 -9521.
[7]罗继相,王志海.金属工艺学[M].武汉:武汉理工大学出版社,2009.
[8]MATSUDA J,UTSUAJI A.TIG and MIG augmented laser welding of thick mild steel plate[J].Joining and Material,1998(7):12 -17.
[9]GRAF T,STAUFER H.Laser- Hybrid welding[J].Welding Journal,2003(1):42-48.
[10]樊丁,中田一搏,尾牛诚夫.YAG激光与脉冲MIG复合焊接[J].焊接学报,2002(5):81-83.
[11]陈俐,董春林,吕高尚,等.YAG/MAG激光电弧复合焊接工艺研究[J].焊接技术,2004(4):21 -23.
[12]宋刚,刘黎明,王继峰,等.激光-TIG复合焊接镁合金AZ31B焊接工艺[J].焊接学报,2004(3):31-34.
[13]唐万民,刘小渝,王晓明.钢构件对接焊焊缝横向残余应力分布研究[J].重庆交通学院学报,2004,23(3):40 -42.