电加热实现过盈配合的工艺改进
2012-10-23闫恩刚
闫恩刚
(天水星火机床有限责任公司,甘肃天水 741024)
1 概述
机械制造领域有许多金属件需要过盈配合,实现装配工艺需求。传统方法是油煮、火烤、敲击和压力机挤压等。油煮法不安全、不环保;冷打法内环变形丧失原有精度;机压法时有轴承架压碎和破坏变形现象发生,导致使用寿命减少、装配质量降低、影响产品精度;因此,对于形状特异、大而重的金属件上述工艺也就失去了意义。
2 问题的提出及解决对策
轧辊磨床是企业的主导产品,主轴与头箱上、下通孔过盈配合,一直是制约生产装配过程中的一大难题。其工件重,体积大,上、下配合尺寸分别为440 mm×φ260 mm及290 mm×φ260 mm。传统的方法是:天车起吊主轴后,用大而长的木块敲击或长时间用大功率灯烤,特别是过盈量大时久装难进,受环境温度变化的影响,时间很难掌握。不仅费时、费力,热效率低,工件配合表面也常常遭受损伤,影响装配精度,产品噪声也相应增加,质量难保证。
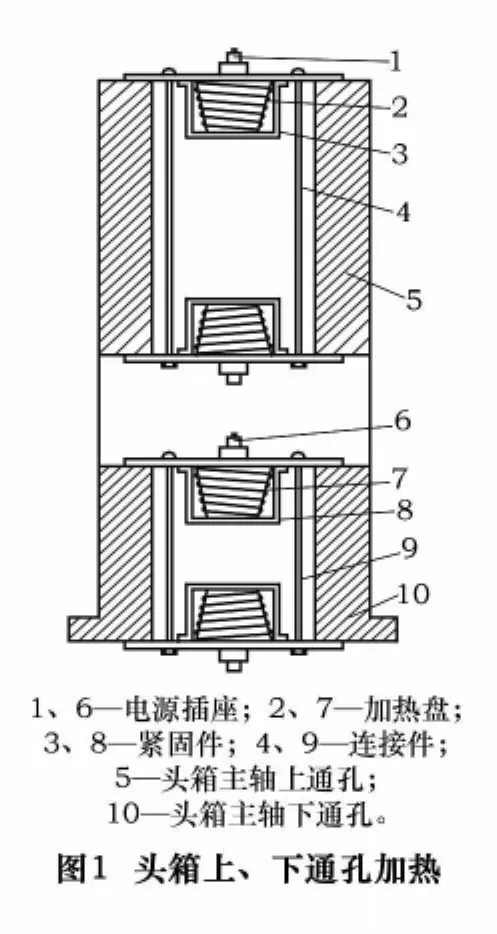
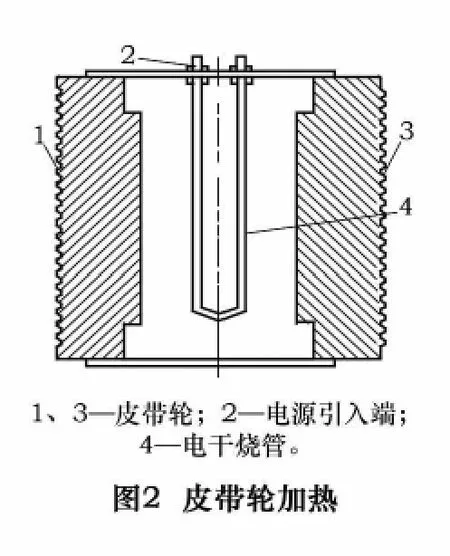
为解决这一工艺问题,笔者利用小太阳加热盘和干烧管制作了小型电加热装置,自行设计了多种加热方案,以头箱上、下通孔和皮带轮电加热工艺为例进行说明。图1为头箱上、下通孔加热图,图2为皮带轮加热图(皮带轮外形尺寸根据产品规格不同均有改变),从而实现了电加热工艺方法。为了减少热量损失,头箱主轴上、下通孔和皮带轮的加热均采取封闭处理,头箱加热上、下均有加热盘。对金属件经过加热处理后,在热胀冷缩状态下,满足过盈配合热装的需要,有效解决了久装难进的工艺难题,在企业实际使用中取得了非常好的应用效果。
3 工艺改进效果分析
电加热工艺法不仅解决了轧辊磨床主轴与头箱上、下通孔,头箱及电动机皮带轮过盈配合装配,同时对产品磨头轴承、主轴端联轴器、轴端联轴器、顶尖修整器、头箱减速装置、头箱轴承、偏心套轴承、台尾套、旋转中心架,以及数控车床的台尾套筒、中心架轴承、床头箱主轴齿轮(含轴承)、过渡套、主轴卡盘、电动机窄 V带轮、电动机皮带轮、中心架滚套和中心架支承杆等实现了加热处理。应用表明,在多次产品部件装配久装不进的情况下,采用该加热工艺方法,可很快并顺利完成过盈配合件的装配。工艺改进的应用不仅提高了效率,使用也更加安全,且经济环保。据统计,改进后比改进前的节电率提高了 68.94%,电能利用率增加了50.47%,加热时间仅为原来的1/3左右。由于工艺改进的加热装置体积小,目前已灵活应用于产品各个不同部位的加热处理。
4 结语
简单的工艺改进,仅投资百元便解决了工艺难题。实践证明,随着机械制造领域的不断发展,传统、陈旧、落后的工艺方法,更加需要人们彻底变革,好的产品也更加需要与之适应、实用、切实可行的工艺方法来保证。