纺织锭杆超精机的设计与研究
2012-10-23刘静
刘 静
(洛阳LYC轴承有限公司技术中心,河南洛阳 471039)
随着纺织行业的不断发展,对纺织锭杆的加工精度和表面质量的要求不断提高。为了提高纺织机械的加工速度,就必须减小锭杆与锭盘配合面的表面粗糙度值,从而达到提高锭杆转速的目的。利用超精加工工艺可以显著地减小锭杆的表面粗糙度值,因此我们设计和研发了一种新型的全自动纺织锭杆超精机,用来超精加工纺织锭杆上与锭盘配合的部分,以减小配合面部分的粗糙度值,从而降低锭杆的噪声,提高锭杆的转速,具有较高的实用价值。
1 工艺要求
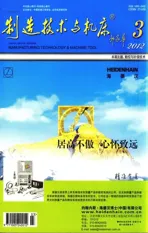
图1为被加工零件的示意图。图中,L1为需超精加工的长度,L1≤10 mm,L=300~330 mm,ΦD=4~10 mm。
2 方案设计
超精加工是采用细粒度磨粒的油石在一定的压力下作短行程的往复振动,以实现对旋转的工件表面进行微量磨削的一种光整加工方法。纺织锭杆超精有2个特点:一是属细长杆工件;二是客户为提高效率,要求粗超、精超一次装夹,一次完成。
本超精机采用全自动加工循环,为双工位加工机床,分粗超和精超两部分,加工区全封闭。工件靠双滚轮支承并带动其旋转,外加一辅助支承。超精加工由一振荡的油石完成,采用偏心振荡的方法加工。工件转速、油石振荡频率和压力均为无级可调。
启动冷却电动机,接通气源,隔料缸伸出,工件从料盘上下来,隔料缸自动缩回;托料缸上升,托起工件;送料缸缩回,使送料板带动工件到加工位置;下料缸伸出,将工件顶到位;加压缸加压,振荡电动机、工件电动机、步进电动机开始工作,超精结束后,加压缸上,托料缸上,开始进行下一循环。超精分粗超和精超两部分,第一工位为粗超,第二工位为精超。在加工过程中,按工艺要求,程序自动变换各种参数。
3 超精机的组成
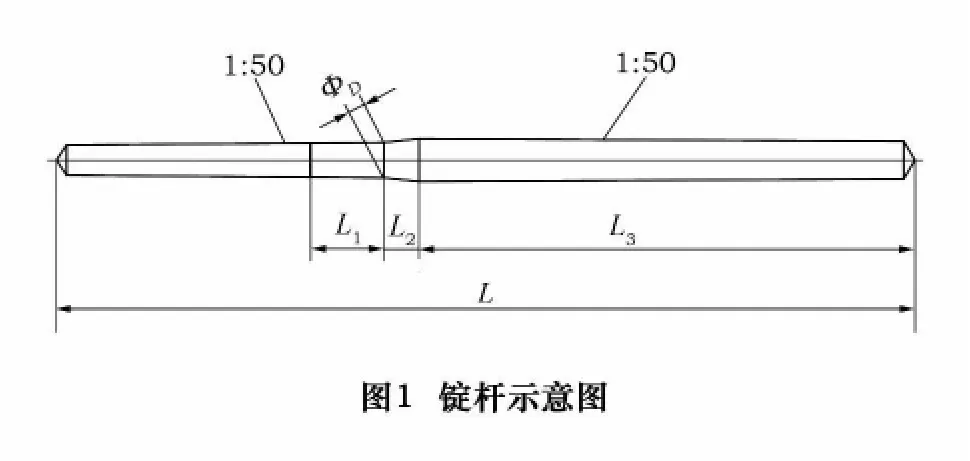
图2所示为锭杆超精机,采用双工位布置,机床的总体尺寸为1 700 mm×1 000 mm×1 400 mm,主要由床身部件、工件轴部件、超精加工头、上下料装置、电气数控系统等组成。
3.1 床身部件
机床床身采用高强度、低应力的铸铁材料,使机床具有较大的强度和刚度,并经二次时效处理,消除内应力,确保机床的精度具有长期保持性和稳定性。
床身下部空腔分2层,一侧为冷却油腔,另一侧安装传动电动机,在床身的前侧装有风扇叶片,达到机床散热的目的。
3.2 工件轴部件
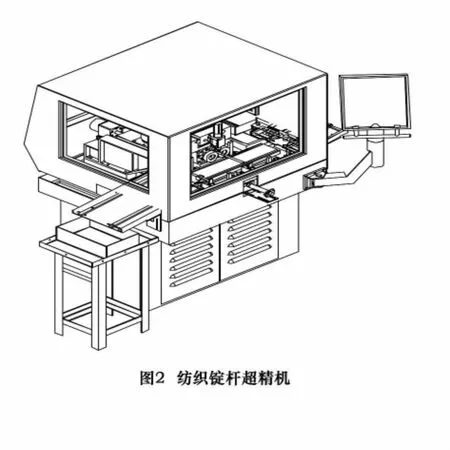
工件的转动是采用双滚轮转动,利用工件与滚轮间的摩擦力带动工件旋转。滚轮的转动是由床身下部的无级调速电动机经同步齿形带带动其作同向旋转,其转速可在规定的范围内实现无级调节。图3为其工作原理图,这种机构结构简单,调整较为方便。
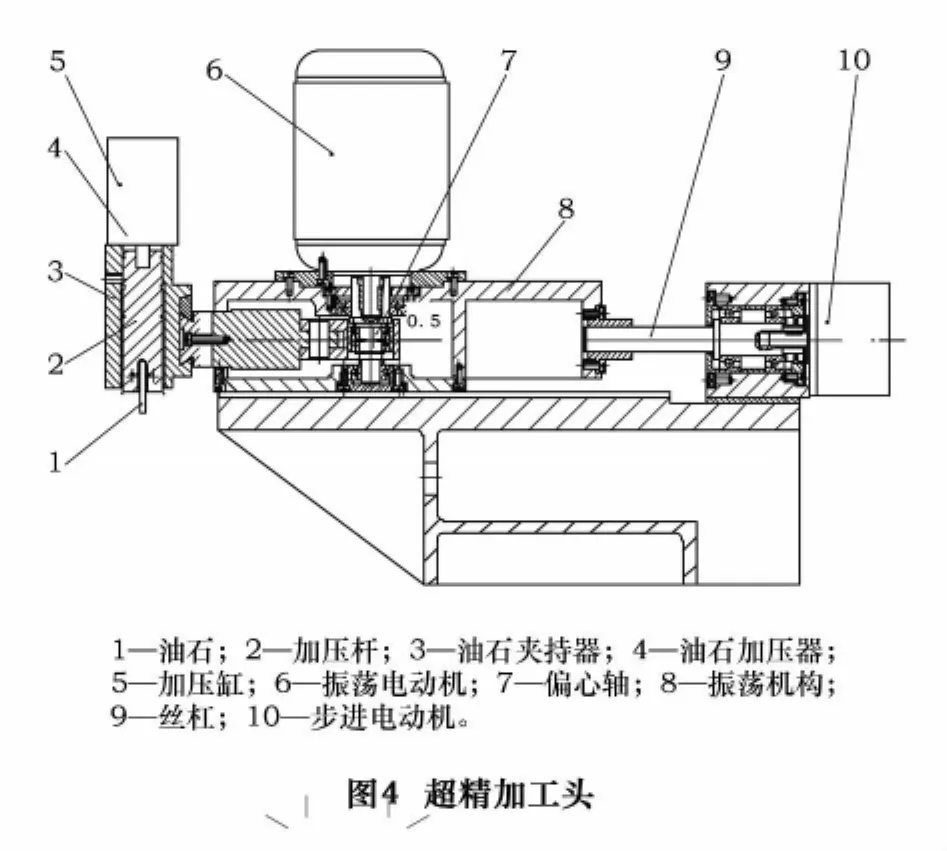
3.3 超精加工头
超精加工头包括油石振动机构和油石加压机构,如图4所示。
振荡机构是超精机的最重要部分,它一方面要承受超精加工的阻力,另一方面又要振动。振荡机构有偏心式、往复活塞式、球摇杆式和超声波振动式等几种。我们采用偏心式振荡方式,利用偏心轴的方式将振荡电动机6的旋转方式变为往复运动,经由偏心及偏心调节机构把旋转运动变为摆杆的摆动,从而产生油石的振荡运动。油石加压机构采用加压气缸5压紧油石夹,实现油石自动补偿作用。粗超时,加压气缸5通过减压阀以压力0.3~0.4 MPa的压力作用于工件表面上;精超时,加压气缸通过减压阀以压力0.2~0.3 MPa的压力作用于工件表面上。当油石用到一定长度时,系统报警并停止,此时需更换油石。
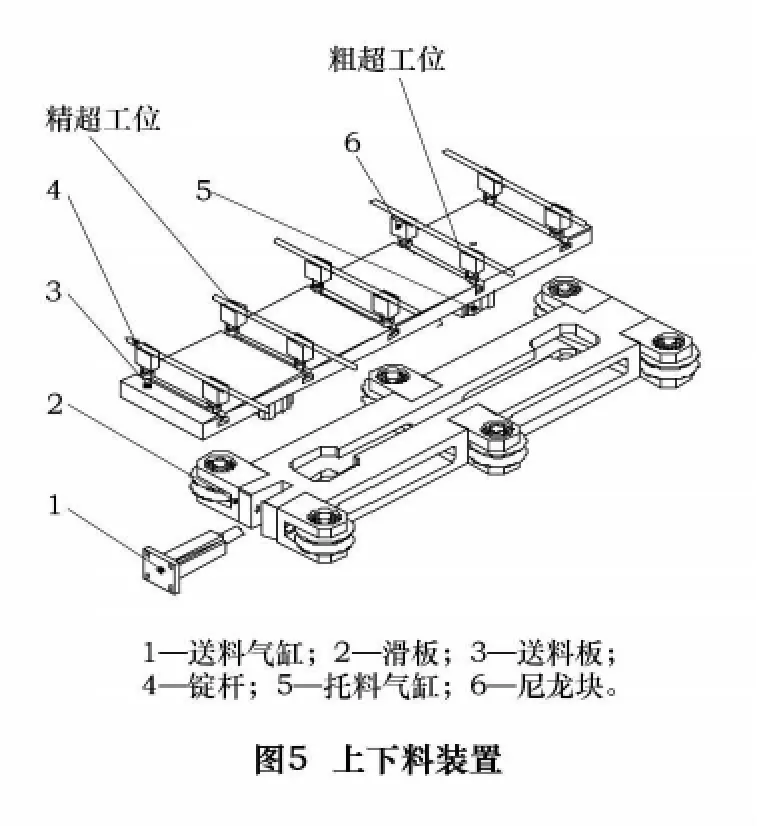
3.4 上下料装置
上下料装置(图5)由3个气缸控制,包括1个控制送料板的气缸1,控制滑板2上下的2个托料气缸5,当工件4从料盘进入送料板3上的尼龙块6上时,托料气缸5抬高,送料气缸1将滑板2、送料板3送至工作位置,托料气缸5恢复原位,送料气缸1伸出,油石加压,开始超精加工。加工完成后,下料,进行下一循环,粗精超可同时加工。
3.5 电气控制系统
根据锭杆加工工艺要求,电气控制系统要实现以下功能:
(1)手动、自动转换功能;
(2)粗、精超次数及行程可调功能;
(3)超精过程中油石压力转换功能;
(4)工件轴电动机及油石电动机在超精过程中的频率转换功能。
根据上述工艺要求,主控制单元采用三菱FX1N-40MT可控编程器,软件结构根据控制要求而设计,主要分为手动、自动及往复控制过程3大模块。在控制电路中主要分为:
(1)拨码盘控制电路:主要控制粗超、精超的可调次数,从而使工件达到最佳超精效果,超精行程的可调使可加工的锭杆范围加大;
(2)工件轴电动机及油石振荡电动机的变频控制:工件轴电动机及油石振荡电动机在工作过程中均有粗超、精超2个转速。本超精机采用西门子MM420变频器来实现电动机在超精过程中的频率变换;
(3)超精头的往复控制:利用PLC中Y0、Y1口的脉冲输出功能来控制步进电动机实现超精头的精确往复运动。
4 结语
本锭杆超精机经过纺织机械加工厂家的使用表明,该机床对锭杆超精后粗糙度Ra≤0.1 μm;由于采用全自动的双工位加工,加工效率非常高,运行稳定可靠。
[1]顿涌泉,吴鑫,王统建,等.滚动轴承制造装备[M].北京:机械工业出版社,2006.
[2]吴宏伟,何冬梅,金雯丽,等.电气应用[M].北京:机械工业信息研究院,2005.