冲压线中液压机的变频节能控制
2012-10-22田巍天津市天锻压力机有限公司
文/田巍·天津市天锻压力机有限公司
冲压线中液压机的变频节能控制
文/田巍·天津市天锻压力机有限公司

目前,节能减排和环境保护成为人们日益关注的焦点,随着国家节能减排计划的逐渐实施,工业企业在各个新建或改扩建项目中都在尝试用各种方法来降低企业能耗。工业企业中能耗最大的是各种电动机设备,我国的电动机用电量占全国耗电量的60%~70%,特别是风机、水泵类设备,年耗电量占全国电力消耗的1/3,采用变频控制器控制可以大幅度降低电机的能耗,为了符合节能减排的要求,变频器的使用已经成为各单位节能工作的重点。自动化监控系统可以采集来自变频器和各种传感器的信号,并利用它们来控制变频设备,实现自动变频控制,节能效果非常好。
变频控制方式
采用变频器控制风机或者泵类具有它本身的科学性,节能效率能达到30%左右,同时可实现闭环恒压控制以及大电机的软停、软启,避免了工频启动时的电压冲击,减少了电动机的故障率,延长了使用寿命,降低了对电网的容量要求和无功损耗。常用的变频控制方式是使用智能控制中心完成对变频器的控制,如图1所示。
目前,在自动控制系统中变频器智能控制中心通常使用触摸屏人机界面作为上位监控装置,通过PLC来完成变频器及电机等设备的变频控制。其中,PLC作为控制单元,有着强大的PID控制逻辑和数据采集能力,能够很好地完成变频控制工作。这种控制方式的网络结构图如图2所示,首先,所有现场变频控制柜通过屏蔽电缆与PLC连接,各个变频器通过PLC与外界进行联系;其次,PLC采用总线控制模式,利用分布着的各种信号采集模块来采集变频器和各种传感器上的所有信号,如启停信号和变频输入、输出信号等;最后,各传感器等通过屏蔽电缆将采集好的信号送入PLC。

图1 变频控制流程示意图
信号采集模块具有体积小、安装方便的特点,能适应各种不同的工况要求,在信号连接线、控制柜等方面都比较节省资源;采用屏蔽电缆,既避免了变频器的线缆干扰,又保证了传输信号的稳定性,从而确保了变频控制输出的准确。
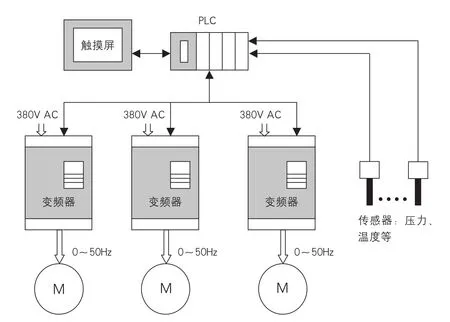
图2 变频控制网络结构图
冲压线中液压机变频节能控制的实例
冲压线中液压机的变频节能控制在郑州宇通新能源汽车覆盖件冲压生产线液压机油泵电机控制系统中得到了完美地体现,下面是该系统的整体介绍。
项目简介
郑州宇通新能源汽车覆盖件冲压生产线由一大一小两条线共10台液压机组成,每台液压机反馈服务编码6103根据吨位不同含4~8台45kW以上的大功率油泵电机。传统油泵电机的控制系统采用星形—三角形启动控制,压制信号到来时一直以工频运行,耗电量大,运转周期缓慢。本系统针对该状况进行了改进。
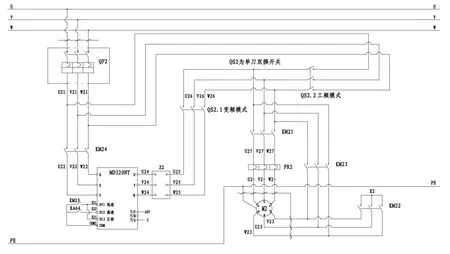
图3 变频控制系统
项目系统设计方案
采用汇川变频器、欧姆龙PLC、施耐德触摸屏作为系统架构,实行人机对话;硬件采用本公司自制的变频控制柜组,通过信号采集模块来实现高压油泵的在线控制。
功能简介
如图3所示,每一个主泵电机都有两套启动回路:变频启动模式与工频星形—三角形启动模式,通过单刀双掷开关来手动选择。
变频模式:正常工作时单刀双掷开关选择到变频模式,电机通过滤波器直接接到变频器输出侧。变频器设置高速和低速两个频率,当空载启动时,KM21、KM22、KM23进行星形—三角形转换,当KM21、KM23都吸合(即三角形联结)时,变频器输出低速模式,此时电机在1.5s内从0~25Hz的频率直接启动;当压机动作时,启用高速模式,以50Hz的工频运行;当压机回到上死点人工上下料或空循环时,启动低速模式,以25Hz的频率运行。采用变频模式运行,可节电25%。
工频模式:当变频器故障报警时单刀双掷开关选择到工频模式,此时电机以常规的星形—三角形方式降压启动并以工频运行。
整个变频控制系统的监控功能主要在触摸屏画面上完成,同时配以报警查询系统、报表查询系统、实时曲线显示、历史曲线显示等功能。
结束语
该变频控制系统节能可达25%以上,满足了客户对变频调试控制系统的需求,使用方便、运行稳定,与同类型传统产品相比,其可靠性、工作效率及安全性也得到了极大地提高。变频控制技术必将更多地应用在各种生产系统中,成为工控领域节能改造技术中一颗闪亮的新星!
田巍,主要从事液压机电气控制方面的工作,曾获国家实用新型专利一项。
