辗环锻造的技术动向
2012-10-21品川一弥小岛铁工所
文/品川一弥·小岛铁工所
译/张立
辗环锻造的技术动向
文/品川一弥·小岛铁工所
译/张立
与其他锻造技术相比较,辗环锻造具有只需其几分之一的外加压力即可实现锻造的特点。另外,其成品合格率也可达到最佳状态。为此,在高级合金材料的锻造领域正受到越来越多的注目。锻造后工件均匀的板厚使后面的机加工工时大幅降低,与压力机或电锤锻造那样切断断流线不同,它最大的特点是出类拔萃的圆周方向的机械性能。下面,介绍一下辗环锻造近几年的技术动向。
辗环机的构造
最新的辗环机的主流不仅仅是圆周方向的压延,而且还具备了在高度方向压延的功能,辗环机各个部位的名称如图1所示,实际生产中辗环机的工作如图2所示。
辗环机各个部位主要有以下功能:
⑴主辊在电机驱动下在承受工件径向方向压延力的同时进行旋转。
⑵边辊在电机驱动下进行高度方向压延,以防止发生凹陷。此设备具备上辊驱动和上下辊同时驱动的功能。
⑶芯轴向工件直径方向给力,在工件变薄的同时向主辊方向移动。它的直径要比主辊小,通过主辊与工件摩擦进行旋转和移动。
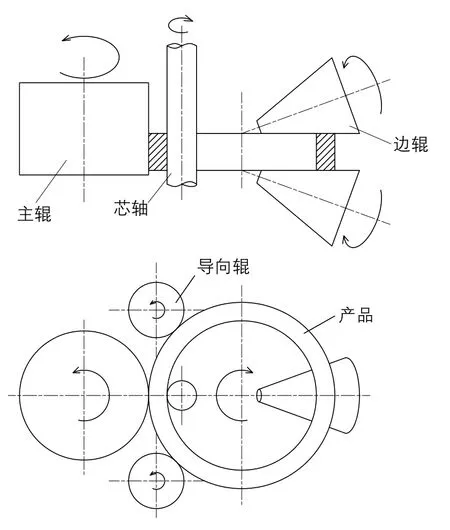
图1 辗环机各部件

图2 辗环机的工作图
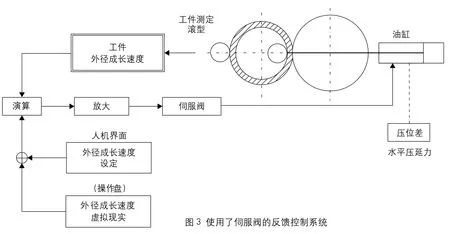
图3 使用了伺服阀的反馈控制系统
⑷导向辊的作用是稳定工件,保持其圆度。强大的保持力度和相对刚性较弱的工件在成形过程中钝化,如果保持力度不够的话,会使工件产生多角形状,从而得不到理想的圆度。
芯轴控制
在辗环机锻造过程中,操作人员技术水平的高低,对工件的精度影响极大。为了消除这类问题,小岛铁工所开发了帮助不熟练的操作人员也能容易掌握操作的控制系统。通过对外径扩张速度控制(可设定多个档次)的软件,使即便是初次生产的产品,也可以生产出与操作人员技能高低无关的高精度产品来。使用了伺服阀的反馈控制系统的简图如图3所示。
导向辊的控制
导向辊的控制,一般情况下是对压力和位置的控制。压力控制是使一定的力度通过导向辊作用到工件上。但是,一旦压力不正确就会分散力度,使工件损坏。所以,需要具有力度的经验值。为此,控制位置时要根据时刻变化着的工件外径尺寸按照几何学进行定位,使导向辊强制后退,通常在与工件轻轻接触时,基本没有压力。这种方法对于刚性较弱的工件是有效的,但是如果工件端面是异形成形的话,要让导向辊时刻保持正确位置就困难了。为此,最近小岛铁工所开发了可根据工件大小自由确认导向辊位置,可自动调节和补偿边辊旋转速度的软件。
边辊的控制
如图4所示,边辊的轴在与工件中心交汇的同时进行旋转。即使工件的内径和外径旋转的周速度有差异,成形中的边辊也不会滑脱。
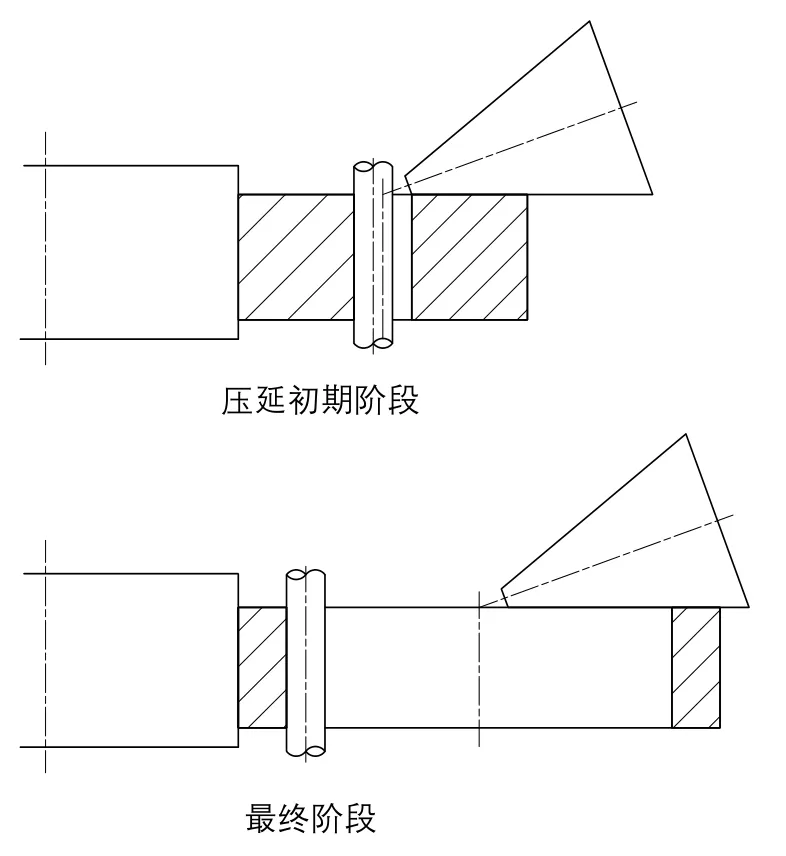
图4 压延成形过程
工件成形稳定,可以防止边辊磨损。当大口径的工件成形时,无法实现工件稳定成形的状态。如果锻造大口径工件时,要保持如图4所示的状态,让工件外径扩张的同时让边辊后退。此时,边辊的周速度要与工件肉厚位置要合拍,控制与补偿的正负速度为零。直流电机所驱动的是边辊上部,下部一般情况下是从动。由于,目前对高度控制的要求,因此产生了交流电机和连锁装置控制的机种。
辗环工作台高度的控制
承载工件的工作台与下部边辊的相对上下位置对压延工作会 有很大影响。工作台高度调节一般采用的是垫片或螺栓调节。为了方便操作,最近采用了如图5所示的在操作板上就可以调节工作台高度的工作方式。
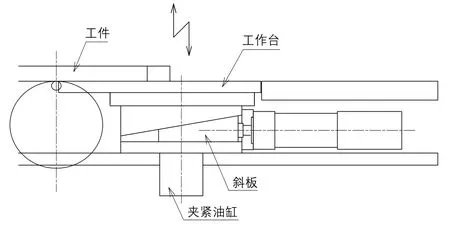
图5 在操作板上调节工作台高度的简图
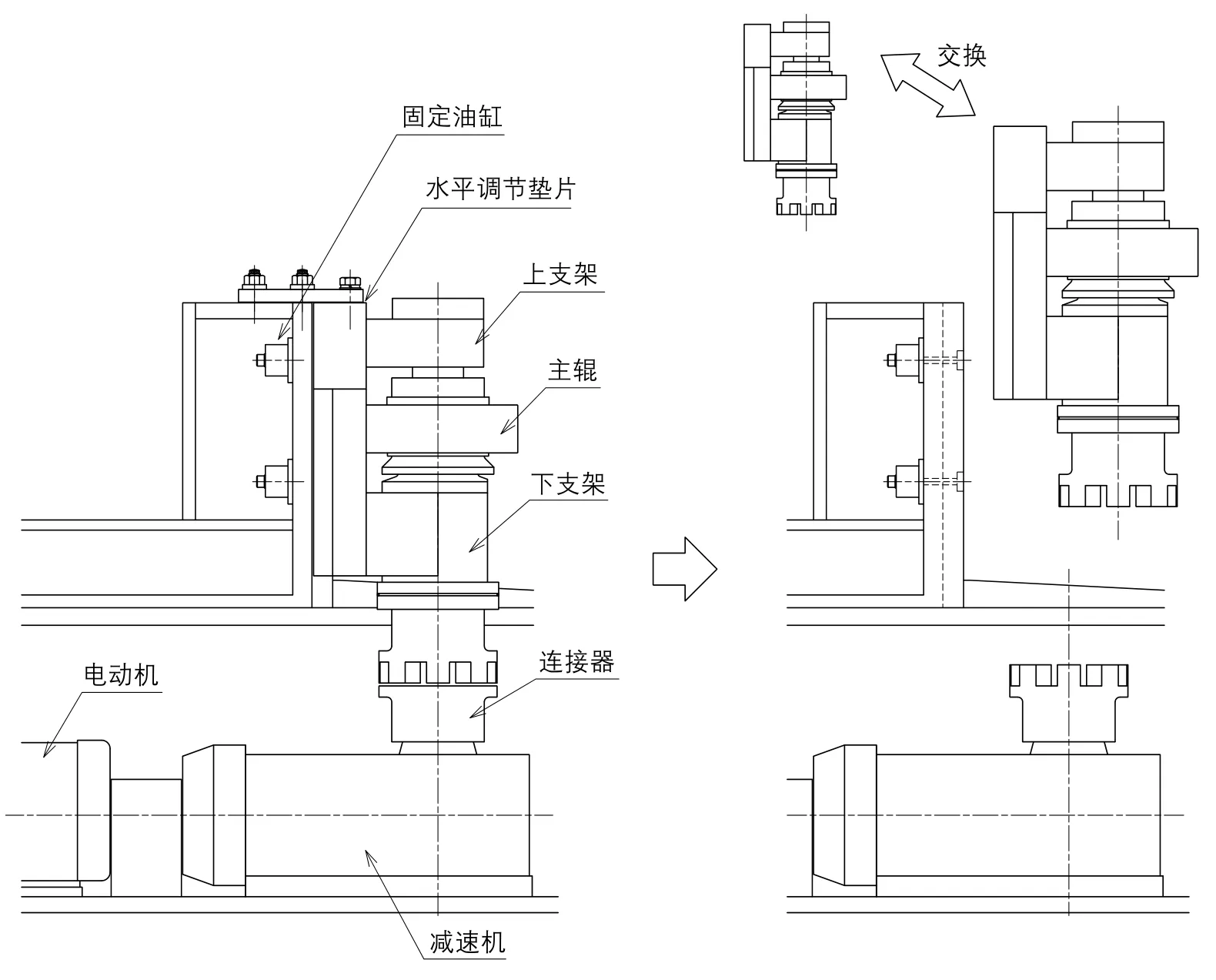
图6 主辊单元化简图
各轧辊和芯轴的更换
为将更换的停机时间压缩至最短,考虑到了各种各样的方法。在生产多种异形部件时,将主辊单元化就是一种有效的方法,其简图如图6所示。
结束语
辗环锻造技术由于软件的进步,使得可以对多种类型的产品进行自动操作。为此,在异形材料和大型工件加工时,使得不依赖操作者的技能成为可能。随着温度分散而产生的尺寸变化进行补偿的软件的不断进步,对于辗环锻造技术未来的研究方向将主要放在,不依赖操作者技能的自动运转上。
产业[分析] Industry
