立式铝箔分切机主控制系统分析
2012-10-15宋晓亮
宋晓亮,张 伟,许 卓
(北京机械工业自动化研究所,北京 100120)
0 引言
铝箔分切机是铝箔加工中的精整设备,在“精整”装备的全球化发展中,可喻为高端高精的现代化装备。铝板经过冷轧机、铝箔粗轧机、铝箔精轧机的轧制,形成双层0.03~0.006mm的铝箔。通过铝箔分切机把双层的铝箔分开,同时按照不同的商业要求把1000~1850mm宽的铝箔分切成不同宽度的铝箔若干条,并按恒张力方式卷成铝卷。由于铝箔分切机是铝箔生产重要的后部工序,对铝箔的质量和成品率有着重要的影响,所以铝箔分切机是现代铝加工企业必须和关键技术装备。
1 设备组成
立式铝箔分切机由开卷机、导辊、上下卷取机、拔轴系统、超声波焊接机、气液系统和电气控制系统组成。
图1是立式铝箔分切机设备的侧面简视图,图中开卷机为对锥式,直流电机驱动,开卷机在机列中完成带材的开卷和对中,带材的后张力由开卷机产生。导辊是一组辊系,由直流电机通过齿形皮带同步驱动,在整个系统运行过程中起到平衡前后张力的作用,并控制整个机列的运行速度,完成铝箔导向、分卷和剪切。
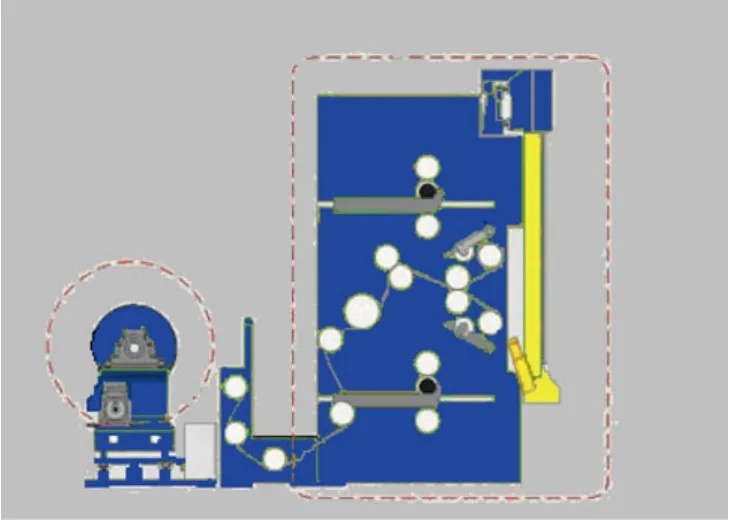
图1 立式铝箔分切机侧面简易图
卷取机分上卷取和下卷取,分别完成双合铝箔的收卷,为了保证成品卷的质量,其张力由卷取机直接产生;超声波焊接机是利用超声波的振动将断带后铝箔接上,以提高成品率;拔轴系统主要是完成卸卷后的拔轴工作;气动系统主要应用在夹送辊、上下压平辊和上下支撑辊上,这些辊调整的好与坏直接关系到成品的质量;液压系统主要是完成分切机的其他辅助动作,如开卷卷取的加紧打开,上料小车的侧板升降等。
电气控制系统由交流控制中心,直流电机驱动系统,主控PLC系统和操作台组成。分切机控制系统框图如图2所示。
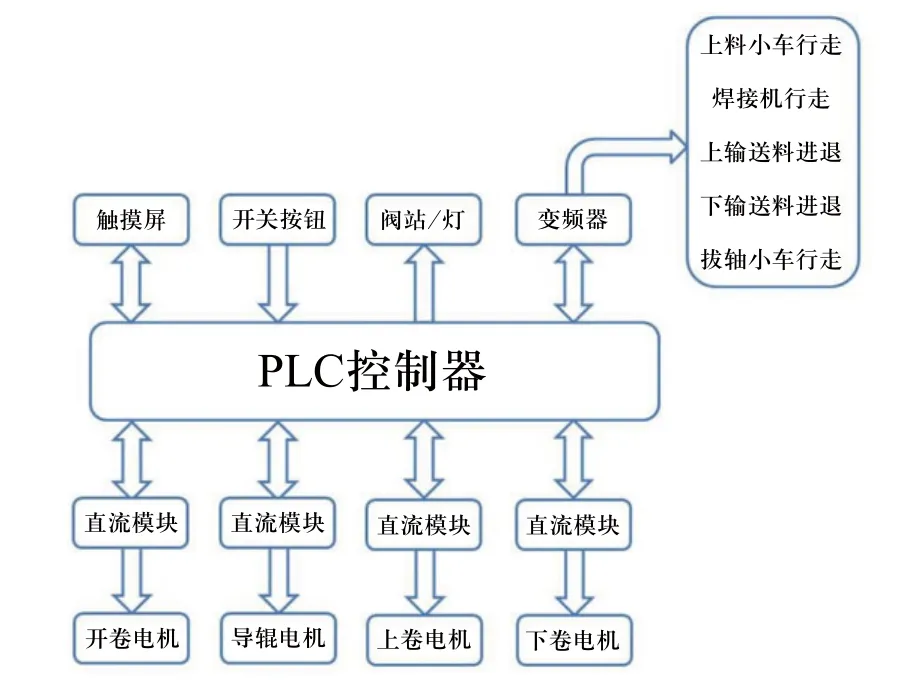
图2 分切机控制系统框图
交流控制中心采用组合式开关柜,完成交流进线,电源分配和交流电动机控制,直流驱动系统用于开卷机,导辊和卷取机的直流电动机驱动控制,采用德国西门子公司全数字可控硅直流装置6RA70系列。主控系统采用德国西门子公司的PLC-300系列和安装在控制柜及操作台上的ET200M分站单元,通过PROFIBUS-DP通讯电缆和主机架相连,极大地简化了布线,这样用一根通讯电缆链接即可实现主机架和远程I/O机架所在控制柜、操作台的信息交换,解决了电缆老化问题,节省了工程费用。
2 控制系统分析
2.1 概述
立式分切机剪切的材料极薄,最薄的可以达到单张厚度为0.006mm,而且运行速度很快,最高速度可以达到800m/m in,因此对运行的张力和速度控制精度提出了很高的要求,恒速度控制精度为0.5%,恒张力控制精度为2%,并可根据卷取卷径的变化自动进行锥度张力控制。
2.2 张力控制
直流电机的总电磁转矩为:

其中: CT为电机结构常数;
Φ为电机磁通;
Ia为电机电枢电流。
本系统开卷和卷取设计采用了西门子的6RA70直流模块,根据该直流模块特点采用了速度欠饱和下的转矩限幅控制。其功能框图如图3所示。
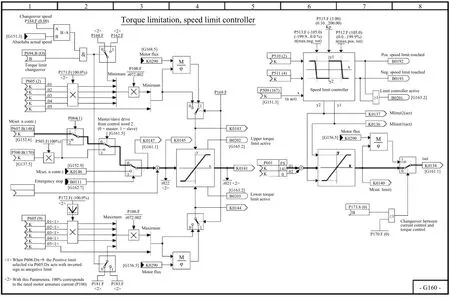
图3 西门子直流模块转矩限幅框图
由框图中可知,直流模块的直接输出可以换算成一个转矩值,当电机的实际速度没有达到给定速度时,直流模块会增加输出转矩值以使电机增加转速,当电机的实际速度超过给定速度时,直流模块会减小输出转矩或出负转矩以使电机减速或制动,当电机实际速度和给定速度相等时,直流模块的输出转矩和负载转矩达到平衡状态。从框图中可看出P605参数是用来直接设置直流模块转矩输出限幅值的,只要电机没有达到设定速度值,我们就可以根据此参数来控制直流模块的输出转矩。
根据转矩计算张力为:

其中: Tem为电机转矩;
R为铝箔卷半径。
开卷卷材的卷径是应用超声波测距仪进行直接测量得到,卷取卷材的卷径用直线电位器直接测量。在分切机运行过程中开卷是放卷过程,只要保证料材平展,张力恒定即可,但对于卷取机,若采用恒张力卷取,随着卷取卷材直径的增大,会出现外紧内松现象,造成勒卷划伤等缺陷,因此在系统中需要设置锥度张力控制,即随着卷取机卷材直径的增大,使卷取张力呈线性下降,其数学模型如图4所示。

图4 锥度张力控制

其中:Ts为恒张力基准;
A为锥度比率0~60%;
Dact为卷径实际值;
D0为最小卷径值;
Dmax为最大卷径值。
开卷机和上下卷取机都采用了直接转矩控制,为了减小开卷张力和卷取张力间的相互影响,设备有一个夹送辊装置,有效的保证了两个张力的相互独立性。设备选用的都是具有3~4倍弱磁能力的直流电机,开卷电机刚开始运行时,卷径比较大,转速比较慢,在电机基速以下,电机工作在满磁模式下且输出较大扭矩,随着设备的运行,开卷卷径变小,转速变快,在电机基速以上,电机工作在弱磁模式下且输出较小扭矩;卷取电机正好相反,在开始运行时工作在弱磁模式下,在运行到临近结束时工作在满磁模式下。
张力基准由操作台设定,设定值经过计算换算成转矩值分别传送给直流模块,且开卷和上下卷取张力可分别单独给定,方便操作手根据实际生产的具体情况进行细微调整。
2.3 速度控制
机列速度基准也是由操作台设定,设定值直接进入导辊电机的速度设定,机列速度实际值由导辊电机的编码器速度反馈得到,开卷电机的速度基准是给定一个运行方向反方向的小速度值,这样可以保证其转矩限幅有效,且当发生断带时,直流模块的速度环替换转矩限幅,使电机在反向较小速度下运行,不会产生飞车危险。卷取电机的速度基准给定是机列速度基准附加一个正向速度值,当设备正常运行时,卷取电机运行速度无法达到设定速度基准,转矩限幅有效,即卷取张力可控,若发生断带,直流模块速度环生效,转矩限幅失效,保证卷取电机的运行安全。
2.4 导辊控制
导辊电机的主要作用是保证机列在设定速度下运行,使开卷张力和卷取张力达到平衡,且要防止箔材划伤,直流模块在速度环模式下运行,当卷取总张力大于开卷张力时,导辊电机输出负转矩以使两边张力达到平衡,当卷取总张力小于开卷张力时,导辊电机输出正转矩来使两边张力达到平衡,这样系统就可以保证设备稳定恒速运行了。
该立式分切机控制系统已经在现场得到应用,实际生产情况验证该控制方式可行,且运行稳定,操作简单。如图5所示。

图5 立式分切机现场实物
3 结束语
目前,这台立式分切机已完成带负荷调试,各项指标均达到了设计要求。当然,设备中也还存在着一些不尽人意的地方。比如卷取机的压平辊和支撑辊都采用的气动比例阀控制,其压力的大小有限,对于有些型号的箔材需要调整的压力无法达到,影响卷材的整体质量;导辊电机是依靠导辊和箔材间的摩擦力才平衡前后张力的,若初始时两边张力相差太悬殊,会造成导辊打滑现场,影响成卷质量,因此在开卷卷取的张力给定控制上要加以完善,以更好的方便新操作手的操作。这些问题的存在要求我们在以后的设计中不断改进,以满足用户对产品质量的更高要求。
[1] 李志鹏, 李兴根. 分切机上位机控制系统的设计[J]. 轻工机械, 2006, 03.
[2] 郭秋痕. 铝箔分切机自动控制系统[J]. 设备管理与维修.2009, 10.
[3] 张生, 海于伟. 高速铝箔分切机电气控制系统[J]. 有色金属加工. 2005, 01.
