Φ300 mm棒材机组设备扩容后工艺优化
2012-10-13王晓燕杜永军
王晓燕 靳 熙 杜永军
(安阳钢铁股份有限公司)
0 前言
随着钢铁行业棒材连轧技术快速发展,自动化程度越来越高,同时市场竞争日趋激烈,本着节约资源、降低成本和效益最大化的原则,安钢第一轧钢厂为进一步挖掘棒材半连轧机组工艺潜力,加快新技术更新换代应用步伐,对Φ300 mm棒材半连轧机组现有生产工艺进行分析研究,通过均衡优化加热、轧制等工艺参数,解决现场瓶颈问题,机组产能得到进一步提升,减少了金属消耗和能源消耗,取得了良好的效果。
1 工艺概况
安钢Φ300 mm棒材机组是一条50年代末期建成并投产的横列式棒材机组。近年来,多次进行技改革新、深挖潜力,尤其是2003年实施大修改造后,采用半连续式布置,工艺布局为:1×Φ500 mm/7×Φ400 mm/3×Φ320 mm,加热设备为端进端出连续推钢式加热炉,设计加热能力为70 t/h,炉子有效尺寸为22.62 m ×6.38 m。生产规格为:Φ20 mm ~Φ32 mm,改造后年产达到60万。Φ300 mm机组生产工艺流程如图1所示。

图1 Φ300 mm机组工艺流程
近几年通过逐步对主机进行扩容(扩容前后对比见表1),进行提速增产,目前年产达到90余万吨。
2 存在问题
2.1 设备能力使用不均衡
主机扩容后2#、3#主机功率富裕量大,随着成品速度的提升,转速过高在Ф22 mm规格表现的更加突出,而且由于整体规格的增大,生产Ф25 mm规格时1#飞剪的最大剪切速度已经超过额定速度0.7 m/s;4#孔型在大规格轧制时呈立椭圆,头部变形不好控制,容易带耳子,造成成品缺陷。

表1 Φ300 mm棒材机组部分主机扩容后对比
2.2 加热炉能力不足
原加热炉设计能力为70 t/h,目前小时产量最高已达到130 t/h,已接近设计能力近一倍,加热能力严重不足,在现行的工艺制度下钢坯加热温度无法保证,待温时间增加,严重制约机组产能进一步发挥。同时加热温度越高,燃料消耗也越高[1]。
3 改进措施
3.1 确定优化方案
打破原有设计理念,采取反向思维,不按照工艺设计规格来要求设备匹配,而是按照现有设备能力重新设计轧制参数,通过优化料型、改进孔型系统,使延伸系数和设备能力高度匹配。依据电机特性,使正常生产中达到Ф500 mm轧机和1~4架按额定功率的85%、5~7架按额定功率的75%、8~10架按按额定功率的80%作为优化设计的目标,使电器设备达到最节能的工作状态。优化后增大Φ25 mm~Φ32 mm规格4#轧机出口料型断面,降低1#飞剪剪切速度,使精轧机组道次变形量和总延伸系数增大。
3.2 优化工艺参数
按照方案中设定的电机功率优化目标,现场收集大生产实践数据,分析设备薄弱环节,根据温度控制制度和设备能力进行对轧制工艺参数重新设计优化,均衡各架次延伸率,制定新的料型标准进行大生产试验,最终确定最优化的工艺标准,纳入工艺图表实施。
3.3 优化设计关键架次孔型系统
设计2#出口扭转导卫、对9#出口导卫进行加高设计、成品进口双道设计、其他个架次导板及出口卫管进行设计,修改Ф22 mm、Ф25 mm横肋加工标准,重新设计4#孔型系统,改进前后4#孔型系统如图2所示。
3.4 优化加热制度
根据重新设计优化的工艺参数,结合设备能力的匹配度,对加热炉温度控制制度进行优化。实践表明,同一加热炉加热温度越低,加热能力越高[2]。因此可以采取降低轧制温度的措施,提高加热炉加热能力,满足生产需求。
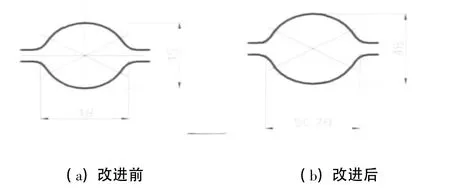
图2 改进前后4#孔型系统示意图
4 实施效果
1)设备负荷得到均衡分布,解决了设备制约生产工艺发挥的瓶颈环节。优化前后关键架次主电机平均负荷率对比见表2。
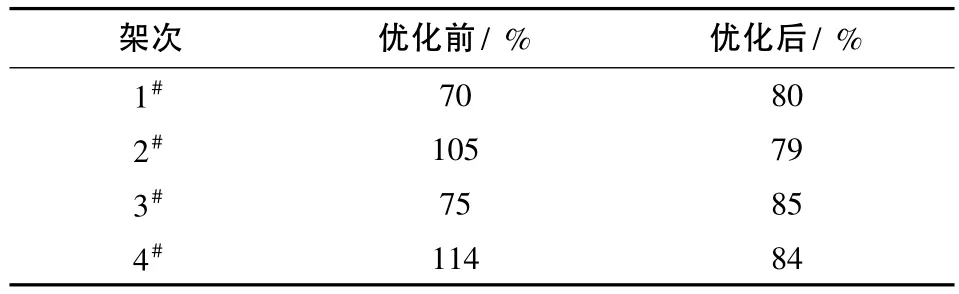
表2 优化前后关键架次主电机平均负荷率对比
2)产能进一步得到提高。2011年带肋钢筋完成产量 88.5 万 t,平均班产 893.82 t,较实施前的(2009年实际完成70.86万 t、平均班产872.03 t)产量提升2.16万t(全年生产带肋钢筋990.55个班次,班产提高 21.79 t)。
3)加热温度降低,氧化烧损和煤耗降低,节约了金属消耗和能源。根据轧机负荷对加热温度进行控制,每次下降10℃,最终开轧温度控制在1050℃和1070℃之间,轧制温度降低100℃左右。2011年煤气单耗114.62 m3/t,氧化烧损0.56%,较实施前(2009 年实际完成 124.5 m3/t、0.87%),煤气单耗降低了9.88 m3/t,氧化烧损降低了0.31%。
5 结语
安钢Φ300 mm半连轧棒材机组结合各架次设备能力,系统考虑,反向思维,通过优化孔型系统和加热炉温度制度,均衡轧制工艺参数,在较小的投资基础上,实现了生产工艺和设备能力系统上的完全匹配,进一步挖掘了工艺潜力,解决了现场瓶颈问题,机组产能得到进一步提升,减少了金属消耗和能源消耗,对同类型机组设备扩容后的工艺改进具有一定的借鉴意义。
[1] 陆钟武.火焰炉.北京:冶金工业出版社,1994:142-144.
[2] 刘文,王兴珍.轧钢生产基础知识问答.北京:冶金工业出版社,2003:239-268.