无籽梨与雪花梨果汁加工性能的比较
2012-10-10赵玉华高海生赵京献
赵玉华,高海生*,赵京献
(1河北科技师范学院食品科技学院,河北秦皇岛,066600;2河北省林业科学院)
我国梨多以鲜食为主,只有极少量用于加工,每年约有占总产量30%的果实被廉价销售或腐烂损耗,造成了极大的浪费,因此对梨果进行深加工势在必行[3,4]。国际市场方面,到2020年,全球果汁及碳酸饮料将增至730亿升[5]。据此推断,未来中国果汁行业的发展空间非常广阔,与此同时梨果汁也具备了非常好的投资优势。
无籽梨是梨的新品种,仅有软核果心,无籽,故在梨果的深加工中无需去核处理,减少了果肉与空气的接触时间,提高了果实的利用率,有效地控制梨果加工中的褐变,可降低梨果的加工成本。为此,笔者以雪花梨作对照,对无籽梨果汁加工性能进行实验研究,以期为无籽梨的深加工提供参考。
1 材料与方法
1.1 材料与仪器设备
1.1.1 实验材料与辅料 雪花梨(市售)、无籽梨(园艺工作者培育的新品种)、果胶酶(市售)、抗坏血酸(分析纯)、明胶(市售)、单宁(市售)。
1.1.2 实验仪器 JJ-2打浆机,江苏省金坛市荣华仪器制造有限公司生产;SPX-250B-Z恒温培养箱,上海博讯实业有限公司医疗设备厂生产;721分光光度计,上海精密科学仪器有限公司生产;SHD-Ⅲ真空泵,保定高新区阳光科教仪器厂生产。
1.2 实验方法
1.2.1 梨果汁加工工艺流程
选果→洗果→破碎→护色→打浆→酶解→榨汁→澄清(护色)→过滤→调配(糖酸)→杀菌→装罐→杀菌
1.2.2 选果和洗果 为了不影响果汁饮料的色、香、味,防止微生物污染,选择无病虫害,八九成熟的雪花梨和无籽梨[6],在利用残次果加工时去掉腐烂部分。用流动水漂洗果实表面污物[7]。
1.2.3 破碎、护色、打浆 将洗净的果实进行切碎处理,碎块大小以2~3 mm为宜,碎块过大或过小都降低原料的出汁率[8];为防止褐变,选用不同浓度的抗坏血酸作为护色剂进行护色,以不添加护色剂为对照(ck),将快速切碎的梨果块放入打浆机,按上述实验方案在梨果打浆时加入不同数量的护色剂,观察果浆的色泽变化[9]。
1.2.4 最佳酶解条件的确定 进行单因素实验以确定适宜的果胶酶用量、酶解温度和酶解时间,并以此为基础进行3因素4水平正交实验[10,11]。以梨果出汁率作为酶解的效果指标,同时以梨果破碎后不加果胶酶处理作为对照,并以雪花梨作对比。

1.2.5 澄清与过滤 采用冷冻澄清、果胶酶澄清和明胶、单宁澄清3种澄清方法进行对比,以确定最佳澄清方法[13,14]。澄清结束后用真空泵进行抽虑。
①冷冻澄清 将果汁在冰箱冷冻室内冻结,冻结温度为-5~-1℃。冷冻可改变果汁中胶体性质,使果汁在解冻时形成沉淀[15]。
②果胶酶澄清 将果胶酶混入果汁中,使果汁中果胶酶的质量浓度为0.5 g/L,搅拌15~30 min,于50℃保持1 h,然后每隔0.5 h检测一次澄清效果。检测方法为:取1份果汁与2份体积分数为0.95的酒精混合,轻轻上下倒置3次,静置15 min,如有胶凝或絮状物则果汁中仍有果胶[16~18]。在澄清过程中由于温度较高易发生褐变,因此在选出最佳酶用量后,用不同浓度的抗坏血酸来进行二次护色实验,检测透光率与吸光度以确定果胶酶澄清条件与最佳抗坏血酸用量[19]。
③明胶、单宁澄清 取预测果汁数份,每份100 mL,均加入定量单宁和明胶,使果汁中明胶的质量浓度分别 0.2,0.4,0.6,0.8,1.0 g/L,果汁中单宁的质量浓度分别为 0.1,0.2,0.3,0.4,0.5 g/L。同时以不加明胶、单宁为对照。加入时必须先加单宁,然后在充分搅拌下徐徐加入明胶,以起稳定作用。然后将果汁于10℃下静置10 h,使胶体凝聚沉淀。温度过高则会引起沉淀缓慢,温度过低会造成浑浊现象[20]。由于澄清过程时间长,与空气接触多易发生褐变,因此在选出最佳明胶单宁用量后,用不同浓度的抗坏血酸来进行二次护色实验,检测透光率与吸光度以确定澄清条件和护色效果[21]。
1.2.6 调配 用手持测糖仪检测过滤后的果汁中可溶性固形物含量,用酸碱滴定法检测果汁酸度(以柠檬酸算)。调糖酸后,进行感官鉴评,选出最佳糖酸比[22]。
1.2.7 杀菌 高温(93±2)℃瞬时(30 s)灭菌与紫外杀菌(杀菌15 min[23])相结合。
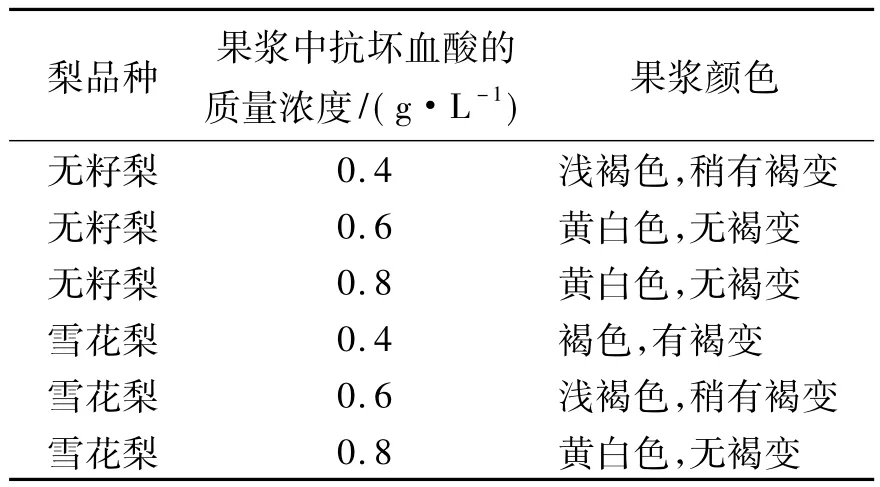
表1 抗坏血酸对梨果浆的护色效果
2 结果与分析
2.1 打浆过程中护色条件的确定
破碎打浆是提高梨果汁出汁率的一道重要工序,也是最容易发生褐变的阶段。将梨切块后马上加入不同数量的抗坏血酸,然后打浆。结果表明:无籽梨果汁中抗坏血酸的质量浓度为0.6 g/L,雪花梨果汁中抗坏血酸的质量浓度为0.8 g/L,可抑制褐变的发生(表1)。此过程由于无籽梨无需去核,与空气接触时间短,所以防褐变效果较好。
2.2 果胶酶酶解条件对梨果实出汁率的影响
果胶酶的作用是分解果胶,通过细胞间原果胶部分的分解,果浆的结构还保持一定的程度,这样有利于果浆的压榨,提高出汁率[24]。分别从A果胶酶添加量、B酶解温度和C酶解时间几个方面进行研究。结果表明,果浆中果胶酶添加量为0.1 g/L时出汁率相对较高,较适宜的酶解温度为30~40℃,酶解2~3 h出汁率较高(图1~图3)。根据单因素实验结果制定正交实验的因素和水平(表2)。
在梨果汁提取过程中,梨果破碎后未用果胶酶处理而直接榨汁的原料利用率低,雪花梨的出汁率只有76.1%,无籽梨的出汁率只有74.2%;而经过果胶酶处理的果浆出汁率显著提高。说明影响梨果浆酶法液化效果的主次因素是:B>A>C,即酶解温度>果胶酶用量>酶解时间(表3,表4)。
考虑果胶酶的价格高以及生产成本问题,无籽梨和雪花梨在酶浓度为0.1 g/L的时候效果最好(表3,表4)。雪花梨和无籽梨的最佳酶解工艺条件为:酶用量均为0.1 g/L,酶解温度40℃,酶解时间为2 h与2.5 h。进一步试验表明,雪花梨果浆在A3B2C2最佳酶解条件下进行酶解,可使出汁率达87.5%,比不用果胶酶处理而直接榨汁的出汁率提高了11.4个百分点(表3);无籽梨果浆在A3B2C2最佳酶解条件下进行酶解,可使出汁率达85.2%,比破碎后不用果胶酶处理而直接榨汁的出汁率提高了11.0个百分点(表4)。
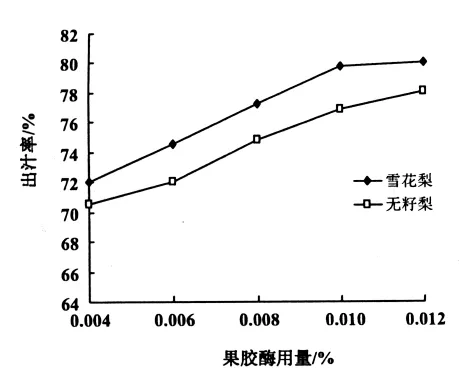
图1 果胶酶添加量对梨出汁率的影响
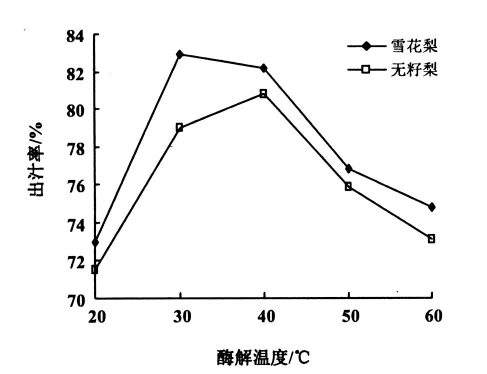
图2 酶解温度对梨出汁率的影响
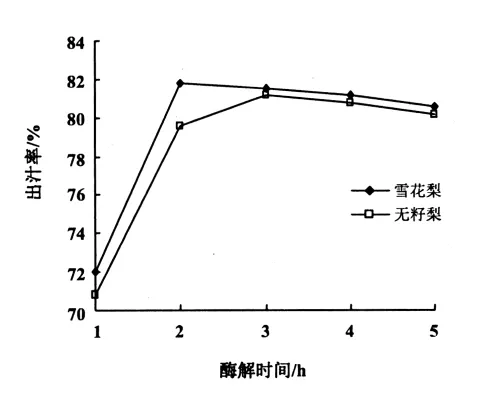
图3 酶解时间对梨出汁率的影响
表2 果胶酶酶解梨汁的试验因素和水平

表3 果胶酶酶解条件对雪花梨出汁率的影响
2.3 最佳澄清处理条件的确定
2.3.1 明胶、单宁澄清最佳条件的确定
①明胶单宁最佳使用量的确定 压榨出的果汁本身就含有少量的单宁,单宁和明胶反应可形成明胶单宁酸盐络合物,随着络合物的沉淀,果汁中的悬浮颗粒被缠绕也随之沉淀。但如果明胶过量,不仅会妨碍聚集过程,反而能保护和稳定胶体,其本身形成一种胶态溶液,从而影响果汁的澄清效果。结果表明,雪花梨果汁和无籽梨果汁的最佳澄清效果均为明胶0.4 g/L,单宁0.2 g/L(表7)。

表4 果胶酶酶解条件对无籽梨出汁率的影响
②明胶单宁法澄清过程中的护色 由于明胶单宁澄清法处理时间长,在澄清的过程中容易发生褐变,因此在此过程中加抗坏血酸以抑制褐变的发生。结果表明,雪花梨果汁中抗坏血酸质量浓度为0.1 g/L时就能较好地防止褐变,而无籽梨果汁中抗坏血酸质量浓度为0.2 g/L的时候能较好地防止褐变(表8)。但用明胶单宁法澄清后,雪花梨果汁清亮透明,而无籽梨果汁呈较浑浊的黄白色。
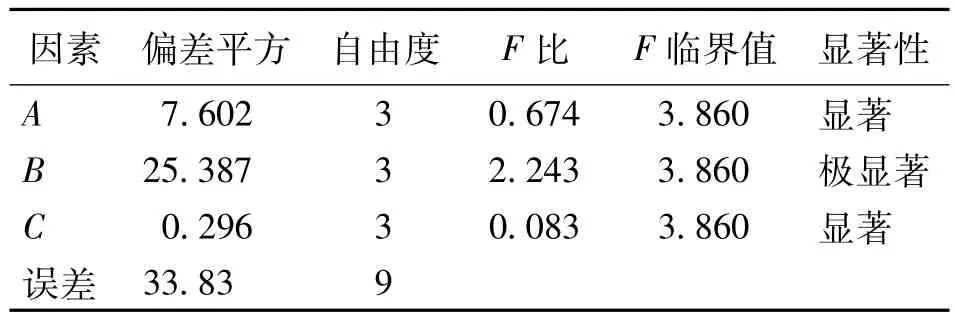
表5 无籽梨酶解方差分析
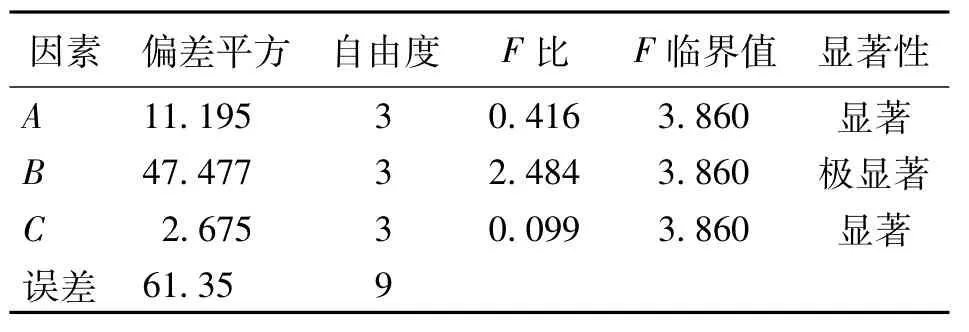
表6 雪花梨酶解方差分析
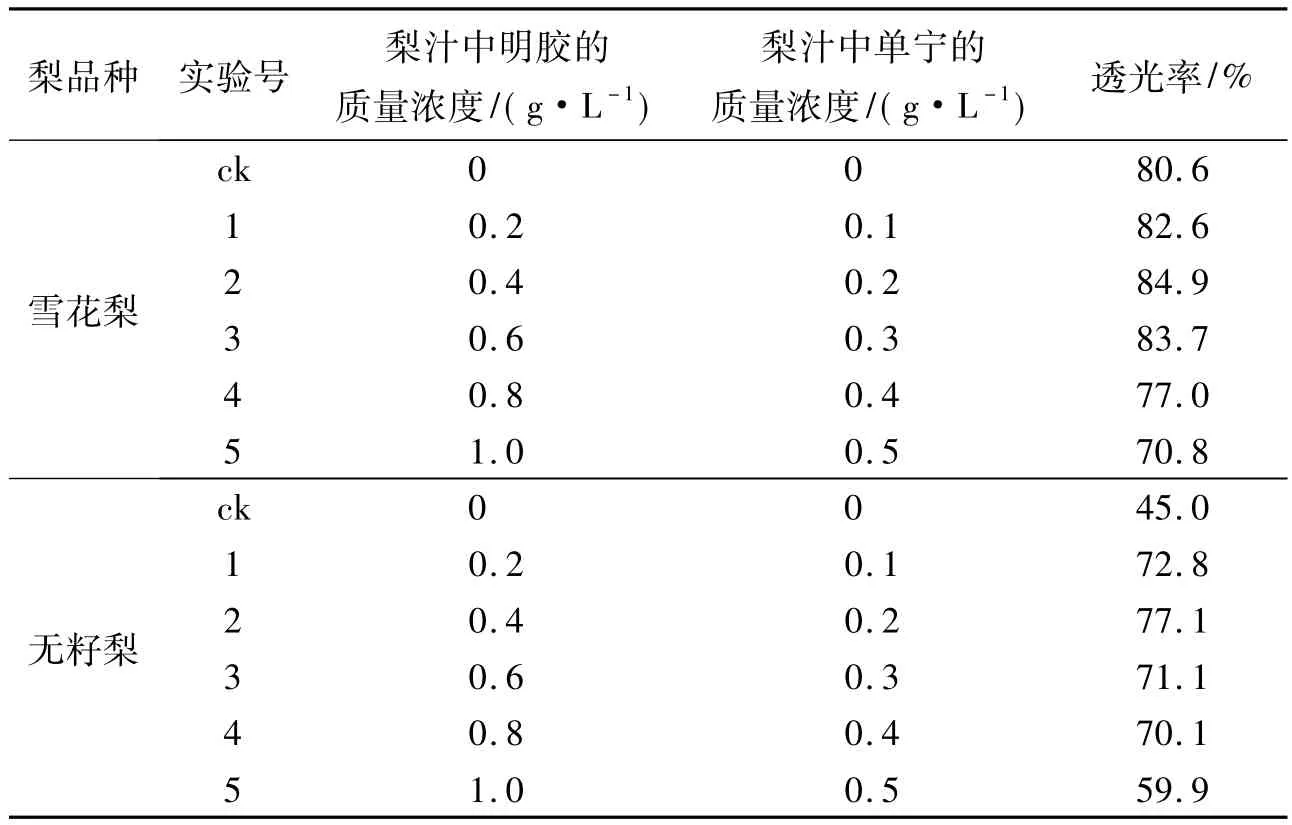
表7 不同明胶单宁用量对梨汁澄清的影响

表8 不同浓度抗坏血酸对梨汁的护色效果
2.3.2 果胶酶澄清
①澄清时间的确定 对于澄清果汁来说,果汁中含有的果胶物质会使果汁浑浊不清,并且还起着保护其他物质的作用,阻碍果汁的澄清。加酶澄清是利用果胶酶制剂来水解果汁中的果胶物质,使果汁中的其他物质失去果胶的保护作用而共同沉淀,达到澄清的目的。将果胶酶混入果汁中,使果汁中果胶酶的质量浓度为0.5 g/L,搅拌15 ~30 min,于45 ℃保持1 h,然后每隔30 min检测1次澄清效果,以确定最佳酶解澄清时间。结果表明,雪花梨果汁中的果胶在1.5 h后即被完全水解,无籽梨果汁中的果胶在3 h后才被完全水解(表9)。
②果胶酶澄清过程的防褐变研究 结果表明,雪花梨在使用0.3 g/L抗坏血酸时护色效果较好,再加大抗坏血酸的浓度,护色效果无明显改善(表10)。无籽梨本身酸度较高,加入抗坏血酸使得无籽梨果汁的pH值过低,降低酶的活性。因此随着抗坏血酸浓度的加大,澄清效果受到影响,沉淀相对较多,透光率下降,故不适宜用抗坏血酸在果胶酶澄清过程进行护色。
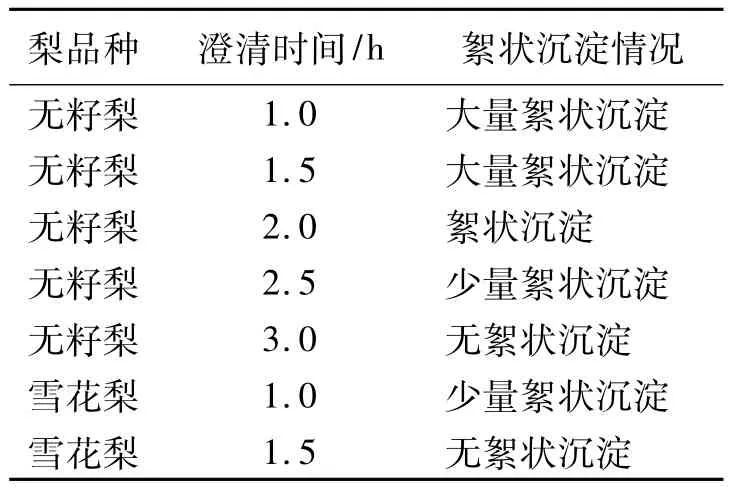
表9 果胶酶澄清时间的确定
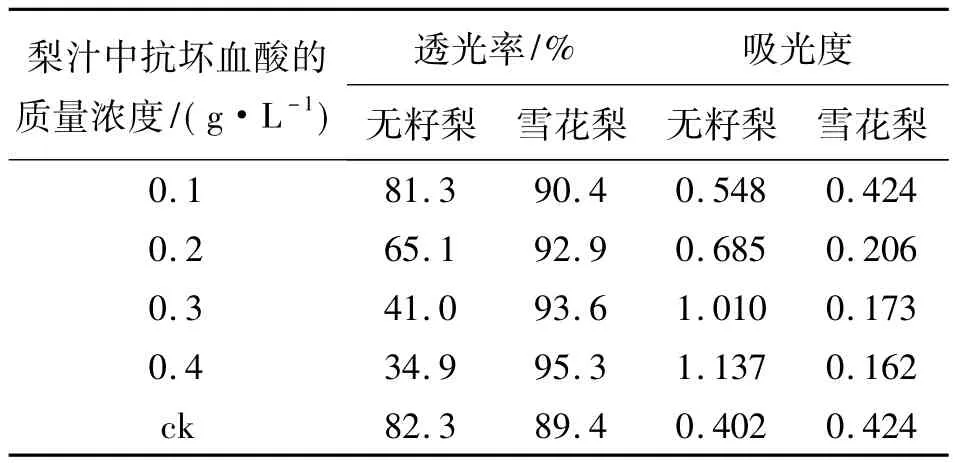
表10 酶解澄清过程中不同质量浓度抗坏血酸的护色效果
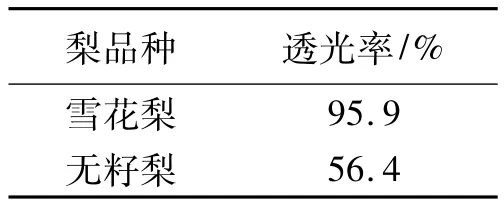
表11 梨汁冷冻澄清效果比较
2.3.3 冷冻法澄清 在-5~-1℃的温度下将果汁进行冻结。冷冻可改变果汁中胶体的性质,使果汁在解冻时形成沉淀。结果表明,雪花梨冷冻澄清效果好(表11)。由于冷冻澄清温度低,果汁基本没发生褐变现象。
3 结论与讨论
3.1 破碎打浆过程中的护色
雪花梨中加入抗坏血酸护色,其最佳质量浓度为0.8 g/L;无籽梨中加入抗坏血酸护色,其最佳质量浓度为0.6 g/L。在此过程中无籽梨的抗褐变能力相对较好。
3.2 酶解条件及出汁率
雪花梨和无籽梨最佳酶解条件分别是酶的质量浓度均为0.1 g/L,酶解温度为40℃,酶解时间为2 h与2.5 h。雪花梨最大出汁率为87.5%,无籽梨最大出汁率为85.2%。无籽梨的出汁率比雪花梨低。
3.3 最佳澄清条件
雪花梨采用冷冻澄清法效果最好,并无褐变发生。无籽梨采用0.5 g/L的果胶酶澄清3 h,并加入0.2 g/L的抗坏血酸护色,虽澄清效果稍好于冷冻澄清,但相对于冷冻澄清其褐变更不易控制,因此建议用冷冻澄清。
3.4 感观
雪花梨果汁成品色泽呈淡黄色,无变色现象;清澈透明、晶亮、无混浊和沉淀。无籽梨果汁成品色泽呈黄白色,无变色现象;浑浊无沉淀。
无籽梨应用在澄清果汁加工中具有不用去核、抗褐变能力较好等优点,但存在出汁率较低,澄清较难,澄清效果不好等缺点。
3.5 讨论
本次研究表明,无籽梨并不是很适合澄清果汁的加工,可以考虑用于浑浊果汁或者带肉果汁的加工。梨果汁加工过程中褐变的控制、酶解条件的选择、澄清方法的确定都有待于进一步的研究改进。
[1]蒲富慎,黄礼森,孙秉钧,等.梨品种[M].北京:农业出版社,1989.
[2]蔡祖文.福建省梨产业发展现状浅析[J].福建农业科技,2009(1):86-87.
[3]谢碧曩,杜红岩.绿色食品开发利用[M].北京:中国中医药出版社,2003.
[4]赵峰,王少敏.山东省梨果产业现状与发展对策[J].落叶果树,2009(2):1-3.
[5]张岩峰,田晓霞,刘璞.河北省梨果产业国际竞争力研究[J].商场现代化,2008(29):194.
[6]胡小松,李积宏,崔雨林,等.现代果蔬汁加工工艺学[M].北京:中国轻工业出版社,1995.
[7]陈学平.果蔬产品加工工艺学[M].北京:中国农业出版社,1995.
[8]高海生,李润丰,贾睿娟.秋子梨带肉果汁的生产工艺[J].冷饮与速冻食品工业,1999(2):6-8.
[9]沈金玉,黄家音,李晓莉.果蔬酶促褐变机理及其抑制方法研究进展[J].食品研究与开发,2005,26(6):150-156.
[10]林河通,苏大庆,陈绍军.杭青梨澄清果汁加工中的护色条件和酶法液化技术[J].福建农业大学学报,2001,30(2):236-239.
[11]袁志发,周静芋.试验设计与分析[M].北京:高等教育出版社,2000.
[12]吴文龙,王小敏,李维林,等.不同加工工艺对黑莓浆果出汁率及果汁品质的影响[J].食品科学,2008,29(3):172-175.
[13]莫树平.果汁澄清方法综述[J].食品工业科技,1990(2):19-22.
[14]柴全喜.果汁的几种澄清方法[J].中国农村科技,2001(4):40-41.
[15]刘松涛.几种澄清方法在果蔬汁饮料生产中的应用[J].广西轻工业,1999(2):37-38.
[16]邢洁,王尚义,张久红,等.果胶酶澄清沙棘果汁最佳工艺研究[J].沙棘,2006,19(1):20-23.
[17]张丽娜,于涛,高冷.果胶酶对圆枣果汁澄清作用的研究[J].长春工业大学学报:自然科学版,2008,29(1):37-40.
[18]佚名.利用酶澄清果汁[J].洪文洁,译.食品工业科技,1982(2):53-54.
[19]王颉,张子德,刘彩莉.鸭梨汁加工过程中褐变的控制及澄清方法研究[J].中国食品学报,2002,2(4):61-64.
[20]韩舜愈,蒋志荣,蒋玉梅,等.软儿梨果汁的澄清与调配[J].甘肃农业大学学报,1995,30(1):199-204.
[21]宋林,杨丽萍,苏政波,等.浓缩梨汁加工过程中褐变的控制与澄清方法的研究[J].山东食品发酵,2008(2):31-33.
[22]王淑贞.澄清梨果汁饮料的加工[J].落叶果树,1997(4):31.
[23]张晓辉,王济美,唐风侠.砀山酥梨果汁饮料的研制[J].软饮料工业,1997(2):21-22.
[24]王璋.食品酶学[M].北京:中国轻工业出版社,1994.
