涡轮盘榫槽综合测具的研究
2012-10-10宋慧军车宏亮
宋慧军 李 赞 于 菲 车宏亮
(沈阳黎明航空发动机(集团)有限责任公司工装制造厂设计科,辽宁 沈阳110043)
检测涡轮盘枞树形榫槽尺寸及技术条件,,采用综合测具进行检验,并借助转接器间接检测榫槽的垂直度、平行度、榫槽对称中心相对于盘中心倾斜的角度公差。
1 涡轮盘榫槽的设计要求
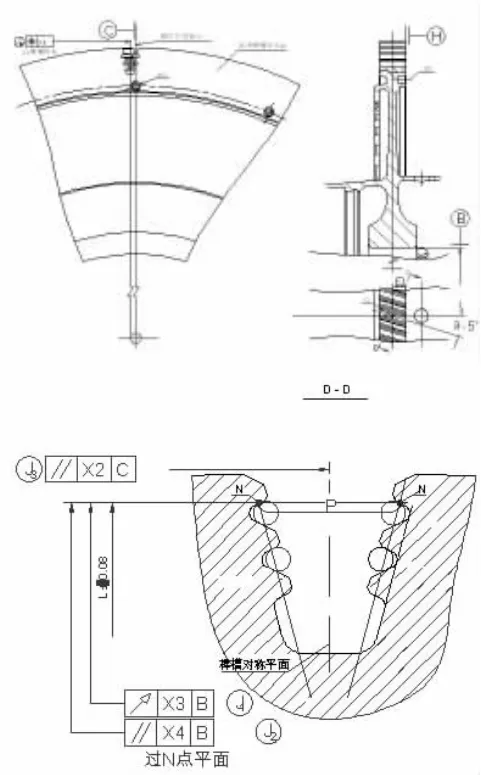
图1
检测涡轮盘枞树形榫槽尺寸L,技术条件J1,J2,J3,
2 涡轮盘零件的定位基准
测量基准为涡轮盘安装边上的内圆表面基准B和端面H。
3 涡轮盘榫槽综合测具
3.1 测具的定位部分:
用两个基准块No.2,No.3定平面,两个基准销No.4定径向,测具的主体是一个横梁No.1横跨在零件的上表面,两个基准块定位在零件基准平面H的表面,两个圆柱销挡在零件内圆基准B的表面,两个圆柱销确定盘的中心和径向位置。
3.2 测具的测量部分
基准表夹设计成门字形结构,可以在测具得上方、左右、径向安装指示表,多方位对技术条件进行测量。
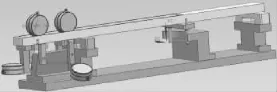
测具总体结构图
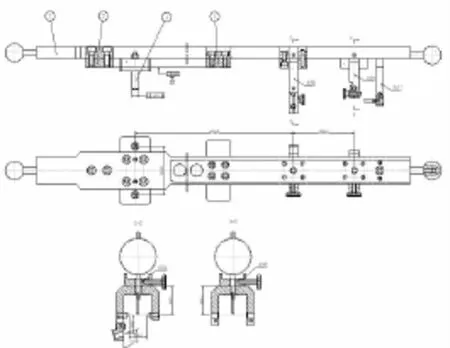
图2
3.3 检验方法
采用综合测具检查榫槽尺寸技术条件时,要用测具标准件和转接器一起配合使用。检验前,将转接器插入榫槽内,用榫齿工作面定位和拉紧,按检查的尺寸、技术条件和对应的表夹方位,分别在标准件上将指示表述之调整至零位。
3.3.1 转接器
转接器插入涡轮盘的榫槽内,转接器挡板No.1的N面靠在零件端面H上,转动螺钉No.2使顶杆No.3端面的测量头顶紧零件榫槽底面,使转接器的榫头的定位夹紧于零件榫槽中,将检测涡轮盘的榫槽N点到中心的尺寸L转换到转接器的后端面,将检测榫槽的角度反映到转接器的侧面,榫齿的对基准B的跳动反映到转接器的顶面测量,通过转接器的转换实现涡轮盘榫槽的技术条件的检测。
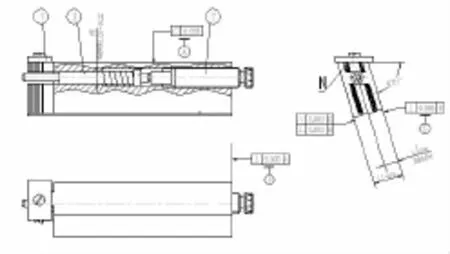
3.3.2 测具的标准件
标准件基准面A相当零件端面H,标准件定位圆RL相当于零件基准B,工艺销No.1位于RL的中心,工艺销的高度控制榫槽的中心,工艺销中心到对表块No.2端面的尺寸反映控制检测的L尺寸。
3.3.3 综合测具检验方法
涡轮轮盘榫槽综合测具用两个支承块和两个圆柱销定位,先在标准件上对表,再在涡轮盘零件上定位,通过转接器相对测量。
检查技术条件J1和尺寸L,用表夹1在转接器的顶端测量。
检查技术条件J3,用表夹2,3在转接器的侧面上测量,指示表直接读数测量。(如图2)
检查技术条件J2时,用上方的表夹4、5在转接器基准面上测量,指示表直接读出数值,用此方法测量相当于把平行度由转接器转换成垂直度测量。(如图2)
检查榫槽倾斜角用表夹3在转接器侧面上测量,此种测量是把角度公差转换为线性公差进行测量。(如图2)
测具与标准件整体结构图
结语
涡轮轮盘榫槽综合测具采用两个支承块和两个圆柱销分别确定测具的端面基准和径向基准,基准表夹设计成门字形结构,可以在测具的上方、左右、径向安装指示表,多方位对技术条件进行测量。测具结构简单,轻便。综合测具在航空发动机的涡轮盘的检测得到广泛推广应用。
[1]航空工艺装备量具设计手册[Z].
[2]公差配合与技术测量[Z].