机床静态精度设计与测量
2012-09-29张炳生卫美红
张 曙 张炳生 卫美红
1 高端数控机床的精度观念
机床的基本功能是实现刀具与工件间的准确运动关系,以获得工件的精确尺寸和形状。所以机床从出现的第一天起,就存在着精度问题。静态精度是指机床在无外载荷条件下的几何和位置精度,包括基础结构件的相互平行和垂直,移动部件的直线度、定位精度和回转部件的圆周跳动等。
现代数控机床的发展,特别是5轴加工中心和复合加工机床的出现,超越了传统控制轴数的局限,主旋转运动可以有多个,进给运动也不再局限于3个直线坐标轴。例如,一台5轴联动加工机床就有X、Y、Z轴3个直线移动坐标,B、C轴或A、C轴2个回转进给坐标以及主轴旋转。因此,欲保证刀具与工件间的准确位置关系,不再是简单的3个直线坐标轴的相互垂直和交互平行的问题。
此外,现代机械加工的精度需求已经进入亚微米级的时代,以往可以忽略不计的误差因素被推到了不可忽视的层面。例如,移动部件处于不同位置时其重量所造成的静态误差也是不同的。所以,必须以超越传统的观点来认识机床静态几何精度的设计问题。
2 精度的分析与综合
在串联运动为特征的机床结构中,基本结构形态只有两种:直线运动机构和回转机构。机床的几何精度是由它们组合而形成的。
2.1 直线运动机构
当直线运动机构(滑座、工作台或立柱等)在笛卡尔坐标系中沿着X方向运动时,同时存在着6种误差,如图1所示。其中δx、δy、δz分别为X、Y和Z方向的直线度误差,ΔХ为滑座的X向增量位移。εy是滑座在X-Z坐标平面上的姿态误差(绕Y轴翻转),εz是滑座在X-Y平面上的姿态误差(绕Z轴翻转),εx则是滑座在Z-Y平面上的姿态误差(绕X轴翻转)。
上述6种误差是由导轨的尺寸误差以及导轨在空间的平直度、不平行和不同面等因素造成的。在设计高端数控机床导轨系统时,必须注意误差值的控制和工艺基准的合理设置,以保证直线移动机构的所有误差以及最终反映到刀尖上的误差都控制在界定的范围之内,而不能仅考虑滑座或工作台的定位误差。
2.2 回转运动机构
同样,将一个回转运动机构放在笛卡尔坐标参考系中分析,当C轴转台(绕Z坐标)回转时,会产生6种误差,如图2所示。从图中可见,δx、δy分别是C轴运动在X和Y方向的径向误差,δz为C轴运动的轴向误差;εx和εY分别是C绕X和Y坐标的翻转误差,εz是转盘的转角定位误差。
其中转角位置误差εz主要由驱动机构(如蜗轮等)的偏心、支承与执行部分(如主轴颈与主轴内锥)不同心造成的。其他误差则源自机构中诸零件的设计允差及装配后综合形态构成的。例如:回转轴前后轴承支承孔的不同轴,前轴承支承端面与轴心线不垂直,以及装配和制造间隙,综合起来,将表现为刀具或工件中心的偏移和刀具或工件轴心线的倾斜。因此,回转运动机构的几何误差(或称为精度范围)将出现在一个空间范围内。在上述6种误差的综合作用下,回转运动机构的轴线位置将产生漂移,如图4所示。图中O-XiYiZi是无误差的参考坐标系,在误差的影响下,理论原点O偏移到O′,由8根虚线构成的倒锥体是C轴转盘可能出现的偏差位置空间。

图2 回转运动机构的误差
2.3 静态几何精度的转移和综合
我们现在的问题是:一个简单的滑移机构或回转机构的各项静态误差是如何反映到刀尖或工件上的。
简单的说,在典型的5坐标加工机床中,纵向滑座(X)、横向滑座(Y)和垂向滑座(Z)是3个直线运动机构,主轴(A)是一个回转运动机构。它们都具有自己的原始坐标系,如果将分列坐标系中的各项误差看作矢量,并将它们通过坐标平移和旋转,转移到刀尖的坐标系,4个坐标系的误差经矢量叠加,就是刀尖的综合误差。
在直线运动机构中,坐标系从X0Y0Z0平移到XiYiZi中时,它的各项误差矢量可以用一个转移矩阵Ti来表示,转移矩阵中a、b、c为坐标原点的平移位置。我们可以很容易将纵向滑座(X)、横向滑座(Y)和垂向滑座(Z)的坐标系转移到刀尖为中心的坐标系中,它们的转移矩阵分别为[T1]、[T2]、[T3]、[T4],则坐标系综合后可表述为:

其中:
[T总]=[T1]·[T2]·[T3]·[T4]
必须指出,要保证上述转换的正确性是有条件的,那就是机床各机构间的关系(平行、垂直或其他角度)必须是正确的。因此,在机构设计中,应该将两机构的结合部设计成可修整、可测量的调整机构。
在坐标系转移的过程中,我们还发现有些误差在新坐标系中被保持或扩大,我们称这些误差为敏感性误差,在机构设计中应加以控制或收缩。有些误差经坐标系转换后,其在新转换的坐标系中所反映的误差将收缩或减小,我们称之为非敏感性误差。因此在结构设计中对非敏感性误差可适当放宽,以降低成本。
2.4 案例
机床设计师的任务是在合理设计好各部件的前提下,将它们组合成一台精度满足加工需求、便于检测复核精度、操作简便、外形美观、可靠性好的机床,因此机床组件的相互结合方式及其调整检测方法是需要加以周密考虑的。
现以图3所示的VHK320型7轴数控等离子焊接机为例,说明机床静态几何精度的综合方法。

图3 VHK320数控等离子焊接机
机床主体是5坐标联动机构。将机床分解为后床身组件、立柱滑座组件、前床身摇篮组件、工件回转轴组件和焊枪组件5部分,如图4所示。
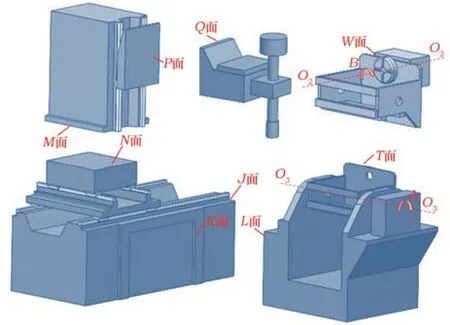
图4 VHK320数控等离子焊接机分解示意图
显然,这是一个较为复杂的静态精度综合系统,在充分保证各独立组件的加工装配精度的前提下,要完全依靠各组件间的结合面(P-Q,M-N,K-L,W-T)自身的加工精度来满足焊枪(工具)与工件间的位置精度要求,是非常困难的,或者说成本非常高昂。设计时设置了4个调整环节(Q面,N面,L面,W面)和两个测量基准(J面和O3-O3轴心棒)。这些调整环节按装配工艺顺序,逐个配合,最后可以令装在O2-O2轴上工件相对O1-O1轴焊枪之间位置达到很高的精度。
3 静态精度设计的基本原则
综上所述,机床精度设计的基本原则如下:
(1)精度的适用性原则。机床静态精度设计应以在确定的加工范围内满足要求为依据,对于专用机床来说,应以满足特定的加工工件的要求为准。在确定精度控制项目时,也应以适用为原则。大幅度地收缩精度控制公差,或无原则地扩展精度控制项目,将会增加不必要的制造成本。
(2)精度稳定可靠原则。保持机床的可靠性和精度长期稳定是用户对机床产品的基本要求。因此设计中应选用优质可靠的元器件,采取必要的抗磨损措施,适当提高机构的刚性与强度。有效地保护与精度有关的构件,尽可能避免受到污染,并保持良好的润滑状态。在有条件的情况下,让移动副或转动副处于重力的平衡状态。
(3)易调整检测原则。通常情况下,机床会满负荷长期运转,经过一定周期,精度势必有所下降。在结构设计中,对一些重要的精度应增加调整机构,调整方法要简洁、方便。经调整后有简单可靠的检测方法,如有必要,在机床发货时的随机附件中应配有专用的工具或检具。
(4)工艺可行性原则。在精度设计中,从零件加工,组件装配到部件组合,要力求工艺性合理,简单,尽可能防止反向调整。
4 机床静态几何精度的检测
现代机床的加工精度已达到亚微米级甚至更高,因而用传统的直角尺、平尺和千分表等已无法适应,尤其是对于旋转坐标轴的精度,更无法凭借传统检具去测量。
4.1 位置精度的激光测量
用激光干涉仪测量卧式镗铣床Y向位置精度的原理如图5所示。由激光器发出的激光束,经干涉器投射到反射镜,反射后经干涉器,再回到激光器中的接受传感器。将机床主轴初始位置设为0,随其在Y方向位置的不同,激光头每次发出光波总数与0位时的差值乘以波长,即为所测量的位置Li,这个位置值Li与控制器设定的位置Li0的差值ΔLi,即为位置误差。
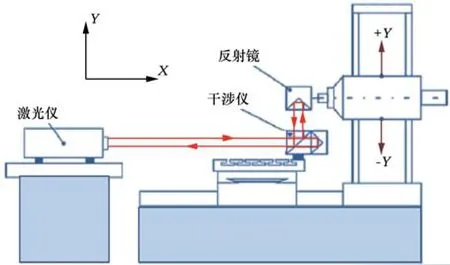
图5 激光干涉仪测量Y向位置精度
4.2 直线度的激光测量
采用硅光谱直线度激光干涉仪测量直线度的原理如图6所示。具有一定角度的直线度反射镜安装在移动的工作台上,这个反射镜可以180°换位,以校正因角度误差造成的测量误差。由激光器发出的激光束在直线度棱镜处同时分为两束光,两束光经反射镜反射至棱镜时有先后误差,经激光器内传感器接收,可分辨出两者的误差,即为该点位置上,导轨在测量方向上的误差。随着工作台的移动,可测量多个点的导轨直线度误差。

图6 硅光谱激光干涉仪测量导轨直线度
4.3 角度误差的测量
采用角度干涉仪,用以测量主轴中心线对工作台的不垂直度的原理如图7所示。带有折光镜的干涉仪平
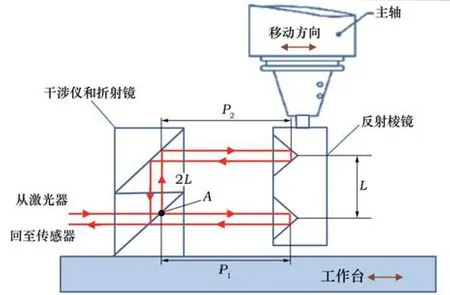
图7 激光角度测量仪
7置于工作台上,反射棱镜安装于主轴上,棱镜上有两组V型反光镜,它们间有一定的距离L。则在变径反光镜内,光路的长度为2L,当来自激光头的光束到达A点时,分为两束,一束直接前进,并返回到传感器,其路径长度为P1;另一束偏移90°到上面一个反射镜,其经过的路径为P2+2L返回接收传感器。
从图中可见,当P2+2L-P1-2L=P2-P1=0时,说明主轴轴心线垂直于工作台。当P2-P1=ΔP≠0时,说明主轴对工作台的不垂直度误差为ΔP/L。
4.4 回转轴精度测量
回转轴的回转定位精度在5轴加工机床上十分重要。Renishaw公司推出的测量机床回转机构(回转工作台、分度机构、主轴)精度的XR20-W激光干涉仪的工作原理如图8所示。

图8 回转精度激光测量系统
这个测量系统的关键是角度反射镜只跟随转回转机构同步回转5°左右,一旦超过5°,即自行返回零点,然后继续跟随分度盘同步回转,直至360°完成。所测量的数据经自动平均加权处理后,可送入控制器,进行自动补偿。系统测量精度1"。补偿后,工作精度可达3"~5"。
4.5 综合精度的间接测量
机床加工的最终精度取决于刀具和工件间的运动关系的准确度,我们称之为综合精度。往往借助于精密测量工具、工件或模拟工件进行间接测量。图9是在5坐标机床上用精密球体,并借助于球棒测量机构,间接测量综合精度的原理图。
一个精密球体安装在主轴的回转中心,在回转工作台上放置有一根至多根位移测量棒的测量机构,这种机构一般有3种:轴向测量用机构、径向测量用机构和切向测量用机构。它们可放置在工作台不同位置进行测量,让球面从轴向、径向和切向靠拢测量机构。
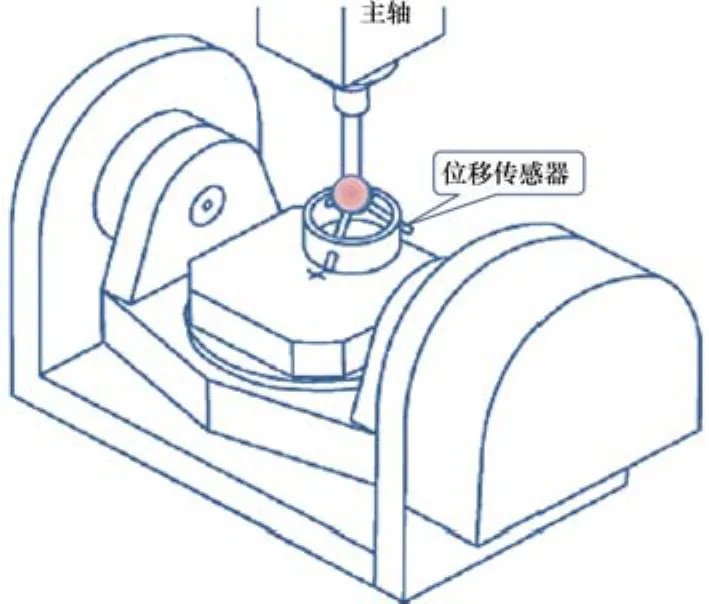
图9 回转工作台上的综合测量
4.6 测量数据的不确定性
不管用何种方法或仪器,对静态几何精度的测量数据都不是唯一的。因为机床机构测量系统的诸多干扰因素都是随机变化的,例如:环境的温度、气流、湿度的变化;周围的振动;电网系统的电压、电流及周围磁场的微小变化;元器件本身性能的漂移等都会造成测量数据的随机变化,机床机构内的间隙也会令测量数据产生变化。即使我们对测试条件进行多方优化或补偿,终究不可能完全消除干扰因素,因而测量数据的不确定性是必然的。我们所能做的是:
(1)适当的测试环境。如恒温,恒湿,稳压,屏蔽。
(2)采用性能良好的测试仪器。
(3)对测试数据进行反复多次的采样,然后进行合理的数据处理,以确信随机数据的离散度控制在可信范围之内。或者用维纳滤波或卡尔曼滤波等方法,对测试数据进行预测,以保证不确定数据的可信度。
5 结语与展望
机床的静态几何精度是机床的基础,对机床的动态性能,热性能均有重要影响。它的设计过程是机床所有动、静态特征建模的基本出发点。发展高端数控装备一定要十分重视静态几何精度设计理论与实践的研究。
笔者建议:机床静态几何精度的设计过程,应先以反向推演,然后正向设计拟合为合理思路。即:先有最终目标,然后分解到基本机构设计,直至零件的精度配合;其间应充分考虑满足本文提出的几个原则:精度的适用性原则,精度的稳定可靠性原则,易调整与易检测原则,工艺可行性原则。
误差测量则是精度设计的实践依据,不能仅局限于机床几何精度验收标准的内容,还要考虑机床精度研究和提高的需要,只有采用现代测量方法才能满足这一要求。