DMAIC方法在降低商检费用中的应用
2012-09-28曹国安王玉倩刘永强
曹国安, 王玉倩, 刘永强
(合肥工业大学 机械与汽车工程学院,安徽 合肥 230009)
随着全球化发展,行业内的竞争更加激烈,如何通过提供高质量的产品与服务来抢占市场,降低企业的运营成本,成为一个企业是否能够获取利润的关键。六西格玛管理[1-3]是一种现代化的综合管理模式,其目的是在生产过程中降低产品及流程的缺陷次数,防止产品变异,提高质量,它将重点放在产生缺陷的根本原因上,认为质量是靠流程的优化,而不是通过严格检验最终产品的方法来实现的。DMAIC模型是实施六西格玛管理的一套操作方法,是由界定(Define)、测量(Measure)、分析(Analyze)、改进(Improve)、控制(Control)5个阶段构成的过程改进方法,将其应用在商检中可以很好地降低商检异常,提高企业的产品品质,降低质量成本。
如何正确、快捷地在大量数据中寻找有用的关键信息,对信息使用者来说至关重要[4]。
在六西格玛管理中会涉及大量的数据和统计分析,Minitab以无可比拟的强大功能和简易的可视化操作深受研究人员的青睐。它不但提供了多种分析数据的统计工具,将结果以直观的方式呈现给使用者,在新版Minitab软件中还增加了专门的六西格玛模块,并把六西格玛质量管理中常用的功能放在了突出位置,方便快速查找和使用[5]。
1 DMAIC模型的应用
1.1 界定
某企业是规模较大的电源生产制造商,连续10年销量名列前茅。但随着公司规模的扩大,产品进出口贸易日趋频繁,商品检验(简称商检)异常增加。统计2011年上半年出货记录,商检申报总数为3800个,其中错误次数有280个,错误率高达7.4%。商检异常直接导致载货车辆不能按时返回、检验检疫费用流失以及商检无法按期核销等问题。
这些问题不但导致异常费用急剧增加,而且严重降低了公司在商检局的信誉度。基于以上严重情况,企业将其列入重点改善项目,实施六西格玛管理。
六西格玛项目问题界定分为以下2个步骤:
(1)确定项目改进的目标——降低商检异常费用。导致商检异常的原因主要有集装箱规格使用错误、商检木托未申报、全申报错误、商检系统未维护报关单号、商检延迟及商检错误删单6种类型。
(2)确定项目范围。该项目从做商检出货资料开始到商检导入,最后结束于商检核销,其SIPOC流程图(Supplier、Input、Process、Output、Customer,简称SIPOC)如图1所示。

图1 商检SIPOC图
1.2 测量
测量作为DMAIC过程的第2个阶段,从过程分析开始,是项目工作的关键环节,也是以数据和事实驱动管理的具体体现。收集2011年上半年的商检错误数据,见表1所列。
从表1可知影响商检异常最主要的缺陷类型为全申报异常,且远高于其他商检错误类别。全申报是指所有入境、出境的集装箱、货物、废旧物、应检包装物及交通工具等的货主、代理人、承运人或者生产单位等,应依照检验检疫法律法规的有关规定,在有关物品与交通工具进出境前向检验检疫机构履行申报义务。
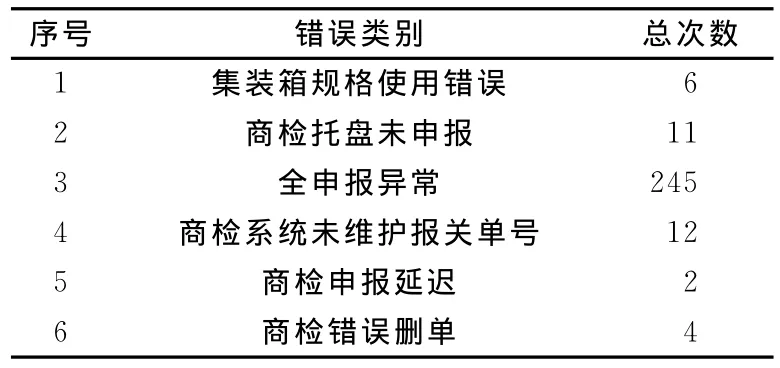
表1 商检错误原因统计
接着对影响商检异常的主要因子“全申报异常”做2项过程能力分析,确定其能力指标是否有较大的提升空间,如图2所示。图2a中UCL=0.1382,P=0.0875,LCL=0.0368。

图2 全申报异常的二项过程能力分析
图2中,P控制图[6]和累计不良品率图表明过程仍处于统计受控状态,只有当过程处于统计控制状态时,对过程能力分析才有意义。2项分布概率图和缺陷率的直方图表明过程的输出数据服从二项分布;图中的摘要统计显示,过程绩效指标为87500,缺陷率为8.75%,西格玛水平Z=1.3563。用六西格玛的标准(过程绩效指标为3400000,Z=4.5)来衡量,该过程的能力指标较低,说明有较大的提升空间。
1.3 分析和改进
1.3.1 寻找可控因子
由测量阶段得出影响商检异常的主要因子为全申报异常,所以在分析阶段将全申报异常列为重点研究对象。运用头脑风暴法对全申报业务做流程分析,以甄别可控因子和不可控因子,如图3所示。

图3 全申报业务流程分析图
图3中,N表示不可控因子。将可控因子X做 FMEA[7](Failure Mode Effects Analysis,简称FMEA)分析,将风险系数RPN>125的列为重点研究对象,见表2所列。
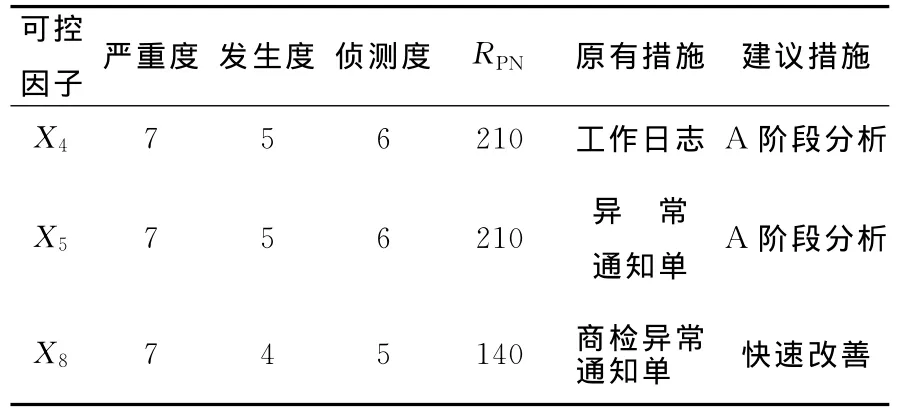
表2 影响商检异常的可控因子FMEA分析
从表2中,可以得到X4(操作人员疏忽导致申报漏报)、X5(延迟申报的错误)、X8(木质包装除害凭证时间、数量与报关单不一致)是影响全申报异常的主要因子,将其作为主要的改善对象。
1.3.2 快速改善可控因子
(1)通过头脑风暴法分析,因子X8可以快速改善得以消除,其影响因素有以下3点:① 直接负责人未按时提供商检凭证;② 提供的商检凭证过期;③ 商检凭证上托盘数量与报关单申报数量不一致。
(2)改善措施。针对以上3点制定快速改善措施:① 商检凭证由业务员统一提供;② 制定标准化表格,记录商检的时间、有效期、所需托盘数量以及相关负责人;③ 由进出口业务员负责商检凭证的管理及保存。
1.3.3 改善显著因子
根据2011年上半年全申报异常数据统计,操作人员疏忽漏报和延迟申报的错误比例分别为59%和19%,为可控因子中的显著因子。分析原商检流程可知,此类错误是由操作人员疏忽及商检导入全申报后无检核流程所致。
针对以上原因改善措施如下:
(1)变更原商检作业流程,如图4所示。
(2)增加检查表,并且进出口报关单报送前要经过3层签核。
(3)报检员每15d进行1次定期核查,确保商检系统全申报报表与报关单明细报表一致。
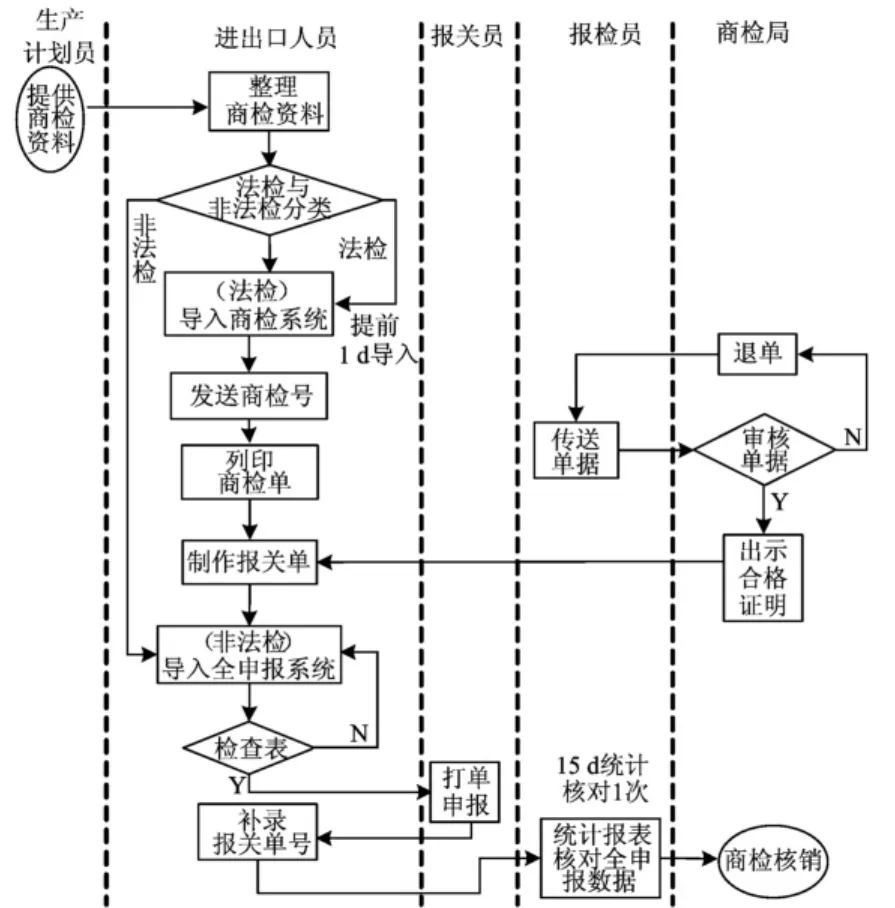
图4 改善后商检跨职能流程图
1.3.4 验证改善结果
收集改善后的商检异常数据,利用双比率检验法检验改善后的效果是否有显著提高。原假设H0为改善后错误比例≥改善前错误比例;备择假设H1为改善后错误比例<改善前错误比例(已知显著性水平α=0.05)。
(1)计算功效值判断样本数量是否值得信赖。利用Minitab得出功效值为0.99,如图5所示,说明收集数据的样本数量足够,可以信赖。
(2)计算假设检验的概率P。由表3可知P=0.000<0.05,因此拒绝原假设,即在显著性水平α=0.05上,改善后效果明显优于改善前(表中Z代表检验统计量)。
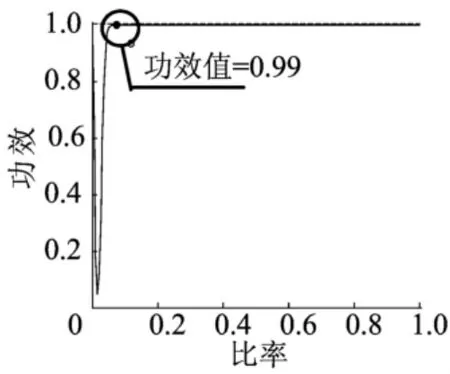
图5 双比率检验功效图

表3 双比率检验结果
1.4 控制措施
加强对产品质量进行控制与监督,对提高企业经济效益具有十分重要的意义[8]。控制的目的在于保持项目取得的成效并实现持续改进。没有控制阶段,改进很容易恢复到原来的状态,破坏六西格玛改进的效果,也会对六西格玛管理实施造成严重的伤害。为防止改进效果反弹,在控制阶段需要把改进方案标准化。标准化的内容包括流程图、程序文件、作业指导书、控制计划等[9]。
(1)将改善后的商检流程制作成标准流程,对员工进行岗前培训。
(2)要求各部门严格按照标准作业流程工作,不允许越级操作。
(3)增加检查表,使报检员对申请数据可进行核查管控。
2 结束语
在实施六西格玛质量管理的过程中,利用统计数据分析出的结论,比经验判断更具有说服力。把DMAIC方法应用在商检异常的案例中,通过分析找到了影响商检异常的主要因子,并对其进行分析和改善,最终使商检异常率有了较大程度的降低,实现了降低商检费用的目的,同时也提高了公司在商检局的信誉度。
[1]马 林,何 桢.六西格玛管理[M].第2版.北京:中国人民大学出版社,2007:103-190.
[2]荣毅超,张 璐.六西格玛管理理论及实践案例集[M].北京:科学出版社,2009:156-248.
[3]胡亚琴,何 桢.论六西格玛的本质属性[J].科学学与科学技术管理,2004,25(10):137-139.
[4]葛 斌,吴筱宁,冯开寅.信息质量评价与决策思路分析[J].合 肥 工 业 大 学 学 报:社 会 科 学 版,2002,16(Z1):137-141.
[5]马逢时,周 暐,刘传冰.六西格玛管理统计指南:MINITAB使用指南[M].北京:中国人民大学出版社,2007:162-200.
[6]马逢时.应用概率统计[M].北京:高等教育出版社,1989:89-134.
[7]Stamatis D H.故障模式影响分析:FMEA从理论到实践[M].第2版.陈晓彤,姚绍华,译.北京:国防工业出版社,2005:122-141.
[8]朱卫东,刘业政,杨善林.基于面向对象的质量检测管理信息系统设计与实现[J].合肥工业大学学报:自然科学版,2001,24(5):868-871.
[9]吴玉梅.DMAIC过程中控制阶段研究[J].现代商贸工业,2009(23):56-57.
