保持架内球面尺寸测量研究
2012-09-28袁小江
袁小江
(无锡科技职业学院,江苏无锡 214028)
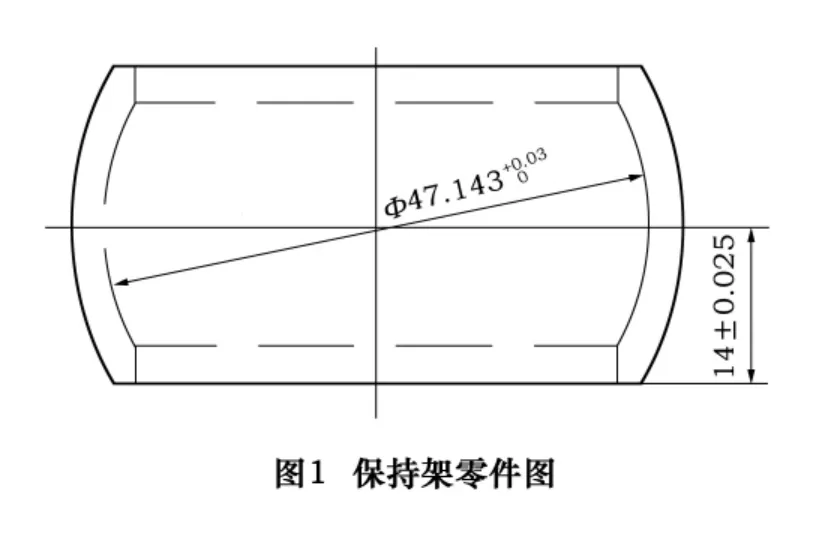
保持架零件如图1所示,零件为一个具有一定壁厚的内空球体的结构,上下两端为平面,该零件属于较为精密的零件,而且零件生产批量较大,需要对零件进行现场抽样检测(每10个零件检测1个)。保持架零件本道工序的被检测参数是内球面孔径尺寸φ47.143mm,测量基准为中心距一侧14±0.025 mm尺寸的端面。
1 测量分析
保持架零件为内空的球体结构,其被测参数尺寸为球体的内孔球径尺寸,该被测要素的入口部位尺寸小于被检测的尺寸参数,故常规的测量方法几乎不能对该参数进行检测,同时被测尺寸为内球径尺寸,所以检测时需要进行内球面多方向的检测,以保证检测的准确性,即检测点不能只为一个或几个截面,而是要检测整个内球面的直径尺寸是否合格。
针对上述测量分析,保持架零件内球径尺寸的检测需要解决两个问题:
(1)被检测部位入口尺寸小于被检测尺寸,检具的测量系统或测量头如何进入口部较小的零件而检测大于口部的尺寸,同时保证测量系统的稳定性、可靠性和高效性等特点。
(2)如何进行内球面多角度、多截面的测量,而不是测量内球面的某一截面的球径尺寸。
这两个问题是保持架零件检测的关键点,同时需要把两个问题结合起来考虑。根据零件的结构特点,解决第一个问题的办法是设计具有弹性移动功能的测量头机构,在测量头进入零件被检测部位时缩短测量头之间的距离,以减小尺寸确保测量头通过小的口部,进入小的口部后再打开测量头,使测量头接触内球面进行测量。要实现内球面较为全面的检测,可以将零件沿几个方向进行转动,实现内球面直径的空间测量。由于测量系统较为复杂,以及保证测量精度的条件下,一般测量头不进行转动,而是考虑零件的转动,同时把两个机构结合在一起考虑设计检具的结构。
2 检具结构
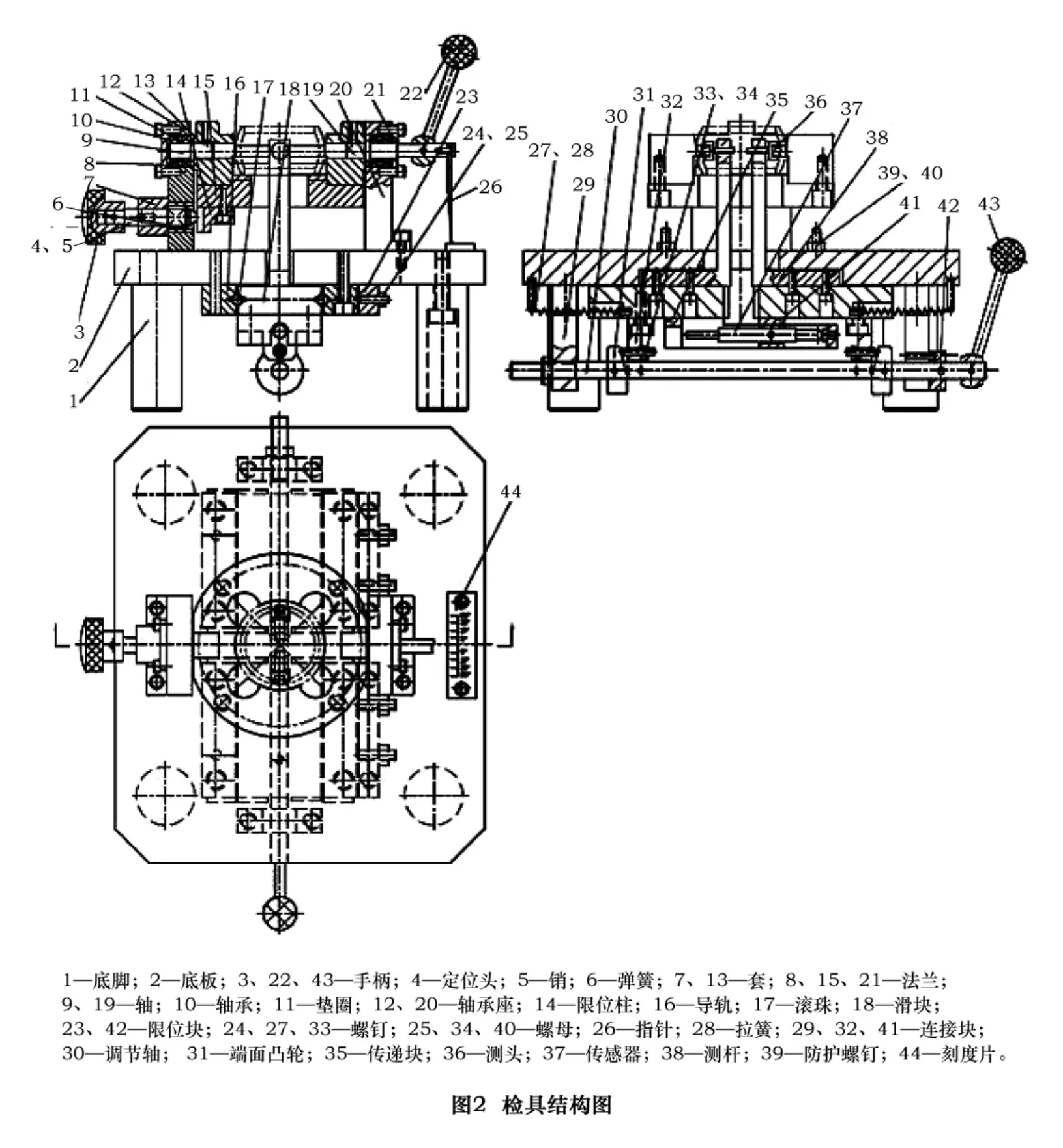
根据上述测量分析以及零件的结构特点,保持架零件内球面直径尺寸测量检具结构如图2所示。
检具中套13和法兰15的尺寸根据待测工件的具体尺寸制作,并保证端面基准距零件中心尺寸14±0.025 mm与工件一致。由于待测工件的底部口部尺寸小,刚开始螺钉33朝向端面凸轮31的凸面的最凸位置,此时两测头36距离最近,进而两者所形成的半径最小,待测工件的底部口部顺利盖装于两测头,之后待测工件底部支承于法兰15、其圆周紧密贴合上部套13的内圆面,然后通过旋转手柄43,使得调节轴30转动,带动两个端面凸轮31旋转,由于拉簧28的作用力,使得滑块带动螺钉33紧贴端面凸轮31的凸面接触点行进,直至带动测头36逐渐靠近待测工件的内壁,测头36和传递块35位移量相同,测头36的信息通过传递块35传送至传感器37,通过旋转手柄22,带动轴9旋转,带动套13、法兰15和待测工件整体旋转,注意此时指针26所指向的刻度片44不超过量程,从而测得待测工件的一条内弧的径向尺寸,定位头4与限位柱14起到防止检具旋转超出行程的作用。之后通过上部套13的内圆部分均布有圆槽缺口,手动旋转待测工件,测得不同内弧的径向尺寸。这样即可实现保持架零件内球面径向尺寸的全方位检测。
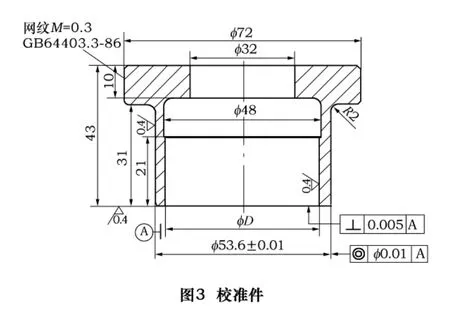
在检具进行检测工作之前,需要先多检具进行校零的工作,即将校准件(见图3)按照上述测量方法放置在检具上进行检测,通过基准件测量的数据对传感器及数据显示的电子柱进行零件上、下限公差的零位设置,之后将被测工件所测得的数据与之进行比较,看待测工件的数据是否在误差范围内来判断零件是否合格,检测结果由电子柱直观的显示出来,电子柱的分辨率为0.001 mm。
2.1 校准件设计
检具测量工作之前需要先使用校准件进行零位设置,校准件结构及尺寸设计如图3所示,校准件为两个零件,分别为被检测零件的最大、最小极限尺寸,分别为 φ47.173±0.001 5 mm、φ47.143±0.001 5 mm,最终检具达到了设计及使用要求,达到了重复性GR&R<20%的验收标准。
2.2 端面凸轮设计
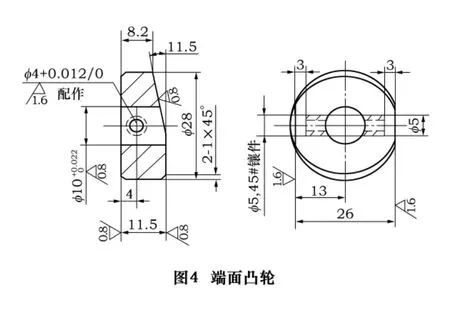
端面凸轮结构尺寸如图4所示,该零件是与调节轴30配合的零件,通过转动手柄43,带动调节轴与端面凸轮转动,从而使与端面凸轮右侧面接触的机构产生一定横向距离的移动,从而使得检具测量头的间距尺寸能大小收放,实现口部大而内部小特征零件的检测。端面凸轮通过φ4 mm的销钉与调节轴连接固定,同时在调节轴的径向方向上可以设置多个销钉配合孔,这样可以实现多个不同尺寸、结果类似的零件检测功能。
3 结语
通过保持架零件内孔球面径向尺寸的检测分析与检具设计,针对精度较高及结构特殊的零件,合理地组合了两个机构,实现了常规方法无法检测的难题。检测方法简单方便快捷,检测结果直观、准确,该结构检具可有效检测汽车零部件内部的圆弧面、球面尺寸误差,并对同类零件检具的设计具有一定的借鉴作用。
[1]董双财.测量系统分析-理论方法和应用[M].北京:中国计量出版社,2006.
[2]徐茂功,桂定一.公差配合与技术测量[M].北京:机械工业出版社,2000.
[3]李岩.精密测量技术[M].北京:中国计量出版社,2005.
[4]王植槐.汽车制造检测技术[M].北京:北京理工大学出版社,2000.
[5]华雷,从培田.端面对孔心线垂直度测量方法的研究[J].机械设计与制造,1993(5):44-46.
[6]郑育军.国内外形位误差研究发展[J].工具技术,2006,40(11):10-12.
[7]刘景玉.直线度误差测量不确定度分析[J].计量技术,1993(4):11-13.
[8]侯学锋.对形位误差测量不确定度影响因素的探讨[J].工具技术,2008,42(4):102-104.
[9]杨绍英.散热器中心距专用量具[J].机械工程师,2008(5):102.
[10]贾忠辉.测量曲轴中心距的专用检具[J].工具技术,2003,37(8):60-62.
[11]费业泰.动态测量精度理论研究进展与未来[J].中国机械工程,2007,18(18):2260 ~2262.
