正交车铣工件表面粗糙度的试验研究*
2012-09-26闫家超李海峰
闫家超 李海峰
(沈阳理工大学,辽宁沈阳110159)
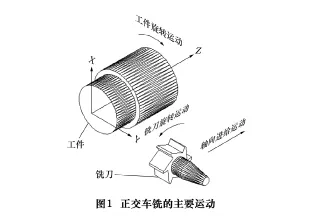
正交车铣是目前应用较广的典型车铣加工方式之一,它不是车削与铣削的简单结合,而是利用铣刀与工件的合成运动来实现回转体工件的切削加工(如图1所示)。由于铣刀与工件的旋转轴线相互垂直,它不能对内孔进行加工,但在加工外圆表面时由于铣刀的纵向行程不受限制,且可以采用较大的纵向进给,因此在加工外圆表面时效率较高。正交车铣有如下特点[1-4]:
(1)由于是间断切削,无论加工何种材料的工件都能得到较短的切屑,易于自动除屑;
(2)由于切削速度是由工件和刀具的回转速度共同合成,因此不需使工件高速旋转也能实现高速切削,有利于对大型工件进行高速切削;
(3)工件转速相对较低,加工薄壁件时几乎没有由于离心力产生的变形;
(4)刀具散热好,切屑和刀具带走热量较多,因此工件温度相对较低,热变形小;
(5)多刃切削过程平稳,刀具磨损小对新型难加工材料和大型回转体毛坯粗加工十分有益。
综上可知,正交车铣易于实现回转体工件的高速切削加工[1],特别适合于大型锻件回转体毛坯的高效粗加工和弱刚度回转体工件的高速精加工。由于其独特的切削过程,形成的工件表面也有其自身的特点,切削参数对表面粗糙度的影响也不同于车削与铣削[5],因此有必要对轴向进给量、周向进给量、切削速度以及切削深度等参数对表面粗糙度的影响进行研究。
1 试验设备
实验所用机床为日本Mazak公司的Integrex 200Y车铣复合加工中心(如图2所示)。它采用日本FANUC数控系统,主轴功率15 kW,铣削主轴功率7.5 kW、转速6 000 r/min。铣刀选用硬质合金YG8立铣刀,刀具直径20 mm,刀具齿数2,刀刃螺旋升角30°,工件材料为45钢棒料,切削冷却方式为乳化液冷却。
2 试验结果及分析
2.1 轴向进给量对粗糙度的影响
实验条件:切削速度100 m/min,周向进给量0.3 mm/齿,切削深度1 mm,工件直径150 mm,顺铣,水溶乳化液冷却。
实验结果如图3所示,在上述实验条件下,随着轴向进给量增大已加工件表面粗糙度值呈增大趋势。主要原因是随轴向进给量增大,铣刀在工件母线方向的加工残留高度增大,致使工件的表面粗糙度值增大。
2.2 周向进给量对粗糙度的影响
周向进给量是车铣加工特有的一个切削参数,它表征切削时刀具在工件圆周展开方向的相对进给速度。

实验条件:切削速度100 m/min,轴向进给量0.4 mm/r,切削深度1 mm,工件直径160 mm,顺铣,水溶乳化液冷却。
实验结果如图4所示,在上述实验条件下,随着周向进给量增大工件表面粗糙度增大趋势比较明显。主要原因是随周向进给量增大,由铣刀和工件复合运动形成的在工件圆周方向加工残留高度明显增大,使工件表面粗糙度值增大。

2.3 切削速度对粗糙度的影响
实验条件:轴向进给量0.4 mm/r,周向进给量0.3 mm/齿,切深1 mm,工件直径155 mm,顺铣,水溶乳化液冷却。
实验结果如图5,切削速度在60 m/min和220 m/min时,工件表面粗糙度值较小。在100 m/min和140 m/min时,工件表面粗糙度值较大。分析原因,是由于在100 m/min和140 m/min时,铣刀转速分别为2 000 r/min和3 000 r/min,铣刀的切削频率可能接近切削系统的固有频率,产生了较大的切削振动。切削速度在60 m/min和220 m/min时,铣刀的切削频率远离了切削系统振动的固有频率,从而降低了切削系统的振动,减小了工件的表面粗糙度值。

2.4 切削深度对粗糙度的影响
实验条件:轴向进给量0.4 mm/r,周向进给量0.3 mm/齿,切削速度100 m/min,工件直径150 mm,顺铣,水溶乳化液冷却。
实验结果如图6,切削深度从0.4 mm增加到1.2 mm,工件表面粗糙度没有明显变化,即切削深度在1 mm以下对工件表面粗糙度没有明显影响。

3 结语
(1)合理选择切削参数,采用正交车铣可以使工件的表面粗糙度达到1 μm以下。
(2)随轴向和周向进给量增加,工件表面粗糙度值增大明显,因此按不同的使用要求合理选择轴向和周向进给量是正交车铣加工的重要工艺内容。
(3)切削速度和深度对工件表面粗糙度影响趋势不明显,但是在精加工中仍需对它们进行仔细的选择,选择不合理的切削速度可能会引起切削系统的振动,使工件表面粗糙度值增大。
[1]SCHULZ H.High speed turn-milling a new precision manufacturing technology for the machining of rotationally symmetrical workpieces[J].Annals of the CIRP,1990,39(1):107 -109.
[2]CHOUDHURY S K,MANGRULKAR K S.Investigation of orthogonal turn-milling for the machining of rotationally symmetrical work pieces[J].Journal of Materials Processing Technology,2000,99:120 -128.
[3]CHOUDHURY S K,Bajpai J B.Investigation in orthogonal turn-milling towards better surface finish[J].Journal of Materials Processing Technology,2005,170:487 -493.
[4]姜增辉,贾春德.正交车铣工件表面形成机理研究[J].机械工程学报,2004,40(9):121 -124.
[5]姜增辉,贾春德.正交车铣铝合金工件表面粗糙度的研究[J].机械工程师,2001(10):21 -22.
