化学机械抛光技术研究现状及进展
2012-09-26董伟
董 伟
(广东技术师范学院天河学院,广东广州510540)
化学机械抛光(Chemical Mechanical Polishing,简称CMP)是提供超大规模集成电路(VLSI)制造过程中全面平坦化的一种新技术,其概念最早是由美国的Monsanto于1965 年提出[1]。
该技术最初是用于获取高质量的玻璃表面,如二战中德国曾用此技术制造军事显微镜等。1991年,美国IBM公司首次将化学机械抛光技术成功应用到64 MB动态随机存取存储器(DRAM)的生产中[2],这标志着CMP广泛应用的开始。之后各种逻辑和存储器的生产以不同的发展规模走向CMP,促进了该技术各项研究和应用的发展。CMP将纳米粒子的研磨作用与氧化剂的化学作用有机地结合起来,满足了特征尺寸在0.35 μm以下的全局平面化要求。目前,化学机械抛光技术已成为几乎公认为唯一的纳米级全局平面化技术[3-4]。
1 机理研究
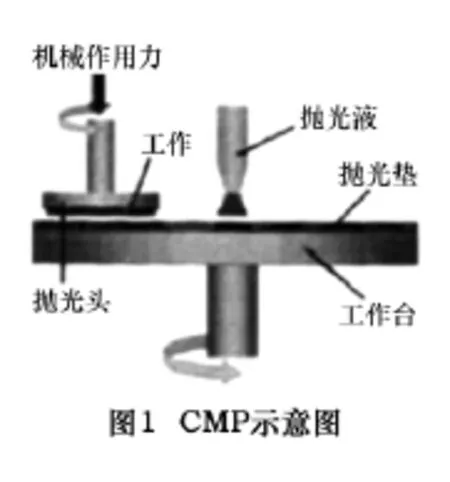
CMP技术的基本原理是:将抛光片工件(Wafer)以待加工表面朝下的方式在一定的压力下压向抛光垫,在抛光垫和工件中间存在抛光液(由纳米级颗粒、化学氧化剂、液体等组成的混合液)流动的条件下,借助于抛光垫和抛光件的相对运动,在磨粒的机械磨削及氧化剂的化学腐蚀作用下来完成对工件表面的材料去除,并获得光洁的表面[5-6]。一个完整的CMP工艺常包括抛光、清洗、检测、工艺控制及废物处理等过程。图1是CMP示意图。
针对化学机械抛光加工过程中的磨损机理和材料去除机制,国内外大量的学者进行了研究,归纳起来,主要有以下几种建模方法:
(1)CMP接触模型(如图2所示)
此类模型通过接触力学分析,考虑加工工件和抛光垫的几何形状与变形量,忽略抛光液流动效应以及其对抛光垫加工的影响。
Cook以力学的观点来解析CMP抛光过程,内容包括了抛光颗粒的机械性质以及化学反应等[7]。Sivaram、Warnock等人也在此模型基础上开展了一系列研究,虽然有一定的合理性,但并未完全揭示CMP过程中的磨损机理。
(2)流体理论模型
此类模型考虑纯流体经过两个光滑表面并分析剪切应力对材料去除率的影响,忽略抛光颗粒与粗糙表面的事实。主要有Runnels等人提出的模型[8]。

(3)润滑理论模型
此类模型以纯流体经光滑表面的雷诺方程式(Reynolds Equation)模拟研磨状态,其中以Sundararejan[9]、赵志恒、张朝辉等人结合质量传递提出的二维模型最具代表性。
2 CMP设备
2.1 抛光机
抛光机基本组成如图1,被加工晶片固定在夹具上,并通过施加一定的抛光载荷,晶片被压在抛光垫上。抛光垫和夹具分别绕各自的轴旋转,通过一个自动抛光液注入系统保证抛光垫湿润程度均匀,随着抛光垫旋转,抛光液被带入晶片和垫光垫之间的加工区域,完成整修化学机械抛光过程。
目前,CMP抛光机正在由单头、双头抛光机向多头抛光机发展,结构逐步由旋转运动结构向轨道抛光方法和线性抛光方面发展。图3为某型号抛光机。
2.2 抛光液

抛光液是CMP关键因素之一,其作用是在化学机械抛光过程中,与晶片发生化学反应,在其表面产生一层钝化膜,然后由抛光液中的磨粒利用机械力将反应产物去除,从而达到光整加工晶片表面的作用。
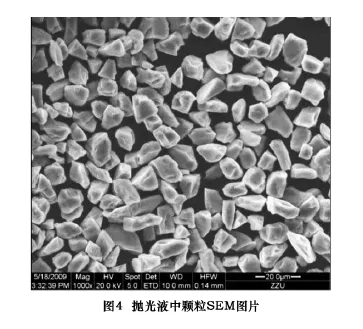
抛光液一般由磨粒(Al2O3、SiO2、Ce2O3)、表面活性剂、稳定剂、氧化剂和分散剂等组成,抛光液的流速、粘度、温度、组成、pH值都会对去除速度有影响[10]。抛光用的磨粒如表1所示。其微观结构如图4所示。
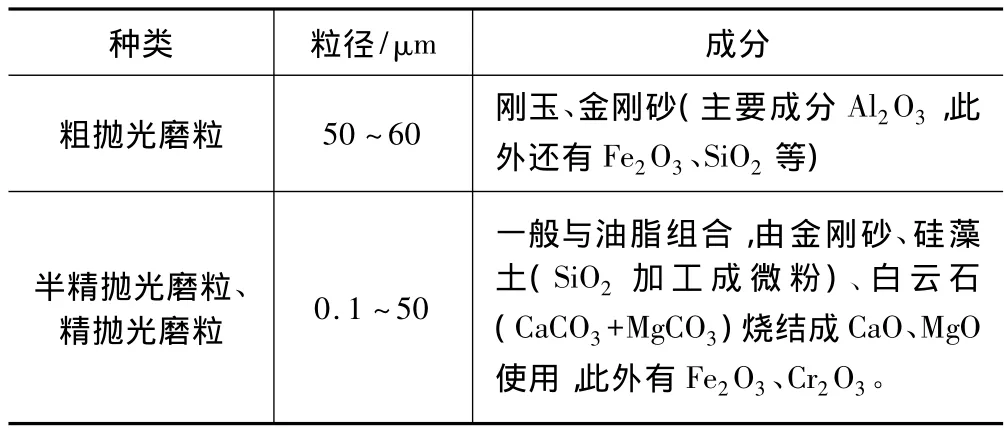
表1 抛光常用磨粒种类和成分
由于目前世界市场上商业化的抛光液完全处于保密状态,所以抛光液的循环利用是现阶段CMP研究的一个热门方向。常用的方法有稀释抛光液法、混合使用新旧抛光液法及循环使用法等[10]。
2.3 抛光垫
抛光垫是一种表面有很多毛囊孔的纤维板结构,在CMP过程中,有储存、运输抛光液、去除加工残余物质、传递机械载荷及维持抛光环境等功能[11]。
用于CMP的抛光垫必须具有良好的化学稳定性(耐腐蚀性)、亲水性以及机械力学特性。抛光垫通常可分为硬质和软质(弹性、粘弹性)两种。硬质抛光垫可较好地保证工件表面的平面度;软质抛光垫可获得加工变质层和表面粗糙度值都很小的抛光表面[12]。聚酯抛光垫用过一段时间后,会产生“釉化”现象,存储、运输磨料的能力降低,再加上冷胶合的影响,材料去除率和工件抛光表面质量下降。所以,必须对其进行修整。常用修整器有金刚石砂轮、金刚石笔、砂带和金属刷等[13]。
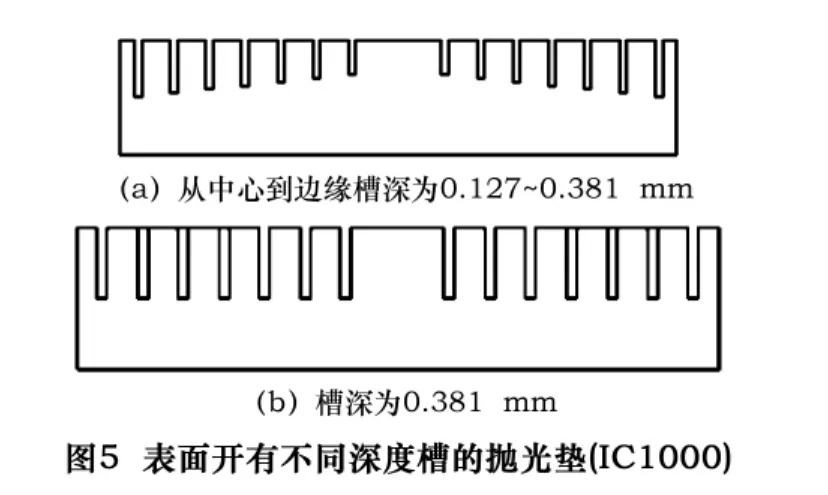
目前主要的研究是抛光垫的材料种类、材料性质(如硬度弹性和剪切模量、孔隙的大小和分布、粘弹性)、表面的结构(图5)和状态对抛光性能的影响。抛光垫表面通常被修整得足够粗糙,为了有利于带出磨屑而维持孔隙结构[14]。通常,抛光垫材料为聚亚安酯(Polyurethane)。图6描述了其大致的制造过程。

改进抛光垫材料、提高其抛光性能、延长其使用寿命从而减小加工损耗是CMP抛光垫研究的主要内容及方向[15]。
3 CMP工艺参数
由于CMP是在生产实践中诞生的一门精密加工技术,对人类来讲,还是一门“黑箱”技术。影响CMP的工艺参数很多,学界总的归纳起来,主要包括输入参数、输出参数2种。“黑箱”中的中间变量人们还知之甚少,只能从输出参数变化定性判断。
3.1 输入参数
CMP过程的输入参数,在抛光液与抛光垫确定之后,主要表现为以下几个方面:
3.1.1 温度
由于CMP过程在某种程度上讲是一个能量损耗的过程,温度在加工过程中当然会上升,从而产生“团聚”现象。温度变化主要会影响到反应速度,但是,如果加工表面温度发生急剧变化,同样也会影响到晶片的机械性能[16]。
H.J.Kimt等[17]发现温度使抛光液的 pH 值改变,温度升高,抛光液的pH值会降低,还发现它对抛光颗粒尺寸分布有较大的影响。
Wei Ye等[18]在此基础上考虑到抛光垫的粗糙度影响,对CMP中温度的上升进行了计算仿真。
3.1.2 压力
压力是作用于被晶界隔开的晶片上的载荷,如果表面粗糙或形貌有缺陷,接触面积就比几何面积少,因此压力增大直至表面光滑,机械磨损速度与压力成正比。实验表明,压力为5~6.5 kPa时的表面损伤较小[16]。
3.1.3 抛光垫速度和晶片速度
抛光垫速度是指抛光垫相对于晶片的相对平均速度,会影响晶片间反应物和化学产物的进入和离开。晶片速度会影响磨料穿过晶片的速度。如果抛光垫与晶片的旋转速度相适应,则晶片上每一点的速度都是相同的。
3.2 输出参数
3.2.1 去除率
去除率是指单位时间所去除的薄膜厚度,一般符合阿雷尼厄斯(Arrhenius)方程。设CMP加工过程中的抛光加工速度为nm[19],则:

式中:R为气体常数;T0为化学反应系统温度,K;DT为加工中温度上升值,0<DT/T0<1;E0为抛光液与被加工物的固有活性能量,kJ/mol;Ea为磨料微粒机械作用表面变形能量或干摩擦能量;n0为常数,在E0=Ea时,即机械作用时的加工速度。
由上式可知,抛光加工中温度越高,磨料的机械作用越强,表面上活性能力越降低,加工效率越增大。
3.2.2 表面质量[20-21]
表面质量是用来表征连接部分屈服和稳定性的期望值的考量指标。粗糙的晶片表面更易于导致低强度和较高的损伤率,而粗糙的金属表面更易于造成腐蚀和电迁移,所以要提高表面质量,减小表面粗糙度值。在CMP过程中,适当的平衡化学和机械因素可以减小粗糙度值,获得较高的面形精度,以此来保证表面质量。表面轮廓仪可用于检测平整度,AFM、STM可用于检查表面粗糙度,如图7所示。
3.2.3 表面损伤[20-21]
在CMP过程中,常出现的宏观缺陷有砂道、划痕和蚀坑等,如图8所示。晶片的表面缺陷会降低元器件的稳定性。结构损伤包括刮伤、薄膜界面分层现象以及杂质进入薄膜。当机械磨削占主导作用时,晶片表面会出现损伤层,从气固界面向材料内可分为凸凹层、裂纹层、原材,加工损伤层由凸凹层和裂纹层总厚度来确定。晶片对温度具有敏感性,也易产生微畴反转。


4 结语
目前,CMP技术已经发展成以化学机械抛光机为主体,集在线检测、终点检测、清洗和甩干等技术于一体的化学机械平坦化技术,是集成向微细化、多层化、平坦化工艺发展的产物。
与此同时,也涌现出了不少新技术,例如:固结磨料化学机械抛光技术、电化学机械平坦化技术、无磨料化学机械抛光技术、无抛光垫化学机械抛光技术、无应力抛光技术、接触平坦化技术和等离子辅助化学蚀刻平坦化技术等[22]。
综上所述,CMP技术可用于各种高性能和特殊用途的元器件制造,且应用领域日益扩展,已成为最为重要的超精细表面全局平面化技术之一,也是国际竞争的关键技术,其增长势头和发展前景非常可观。深入研究和开发CMP技术,并形成拥有自主知识产权的材料和工艺,将促进我国精密制造产业的良性发展,提高我国在这一方面的国际地位,同时也将带来巨大的经济和社会效益。
[1]Walsh J,Herzog A H.Process for polishing semiconductor materials[P].US,3170273,1965-02-23.
[2]Davari B,Thomas J,Watson R.A new planarization technique using a combination of RIE and chemical mechanical polish(CMP)[J].Tech.dig IEDM,1989(11):61-64.
[3]Rentln P.Chemical-mechanical planarization:fundamental issues of interlevel dielectric applications [C].Meet Sold State Sci.Technol.Stubsection Proc,1992.
[4]Martinez M A.Chemical-mechanical polishing- route to global planarization[J].Solid State Technology,1994,37(5):26-31.
[5]Malik F,Hasan M.Manufacturability of the CMP process[J].Thin Solid Films,1995,270:612-614.
[6]Jairath R,Farkas J,Huang C K,et al.Chemical mechanical polishing:process manufacturability[J].Solid State Technology,1994(7):71 -75.
[7]Cook l M.Chemical processes in glass polishing[J].Journal of Non-Crystal Solids,1990,120:152-171.
[8]Runnels S R,Eyman L M.Tribology analysis of chemical-mechanical polishing[J].J.Electrochem Soc.,1994,141(6):1698-1700.
[9]Sundararajan S,Thakurta D G,Schwendeman D W,et al.Two-dimensional wafer-scale chemical mechanical planarization models based on lubrication theory and mass trsport[J].J.Electrochem Soc,1999,146(2):761-765.
[10]胡伟,魏昕,谢小柱,等.CMP抛光半导体晶片中抛光液的研究[J].金钢石与磨料磨具工程,2006(6).
[11]张红霞,王改明.陶瓷金刚石砂轮结合剂的探讨与研制[J].中国陶瓷,2003(1):38-39.
[12]魏昕,熊伟,黄蕊慰.化学机械抛光中抛光垫的研究[J].金刚石与磨料磨具工程,2004(5).
[13]熊伟.化学机械抛光中抛光垫的作用研究[D].广州:广东工业大学,2006.
[14]章建群.非接触化学机械抛光的材料去除机理研究[D].北京:北京交通大学,2008.
[15]雷红,雒建斌,张朝辉.化学机械抛光技术的研究进展[J].上海大学学报:自然科学版,2003,9(6):494-502.
[16]楼飞燕.CMP中抛光液膜特性的数值仿真和实验研究[D].杭州:浙江工业大学,2009.
[17]Kim H J,Kim H Y,Jeong H D,et al.Skin.friction and thermal phenomena in chemical mechanical polishing[J].Journal of Materials Processing Technology,2002,130/131:334-338.
[18]Ye W,Zhang C H.Calculation on temperature rise of CMP process:roughness effects considered[C].The 5thInternational Conference on Physical and Numerical Simulation of Materials Processing,Zhengzhou,China,2007.
[19]李伯民,李清,赵波.磨料、磨具与磨削技术[M].北京:化学工业出版社,2009.
[20]张泰昌.表面缺陷的检测与评定[J].制造技术与机床,2000(4):24-27.
[21]尤政.用于表面缺陷检测的激光超声技术[J].宇航计测技术,1998(12):14-18.
[22]宋晓岚,李宇焜,江楠.化学机械抛光技术研究进展[J].化工进展,2008,27(1).
