55#钢镜板热处理工艺
2012-09-25洪维健
洪维健 尹 伟
(泰安市山口锻压有限公司,山东271038)
我公司生产了一批水轮发电机镜板材质为55#钢,产品规格为∅4 620 mm/∅2 880 mm×90 mm。镜板正回火后达不到技术条件的要求,为此我们对原有的热处理工艺进行了改进。
1 技术条件要求
(1)锻件应符合JB/T7023—2002标准要求,硬度为190~240HBW(平均值≥200 HBW);
(2)镜板表面任何两点硬度差不大于30HBW(在两个表面距外圆圆周100 mm和内外圆平均半径处,每隔90°测一处硬度);
(3)镜板的内外圆需保持同心,同轴度不大于0.5 mm;
(4)超声波探伤按JB/T7023—2002标准要求。
2 热处理工艺改进
该镜板直径大,壁厚太小,根据生产经验及企业标准将锻造余量定为90 mm。
我们先投料两件钢锭在60 MN水压机上锻造成形,钢锭成分见表1。镜板锻后热处理采用正火+回火工艺,检测硬度为(170~200)HBW,不符合技术条件要求。为此,我们决定对镜板进行调质处理。
由于镜板直径大,壁厚薄,粗加工后调质容易变形,且要求表面任何两点硬度差不大于30HBW,我们决定在锻后对毛坯进行调质处理以得到高硬度,在粗加工后再补充回火,以得到较好的效果。锻后直接调质要注意毛坯件表面不能有裂纹和折叠,有的话要进行烧剥清除。
根据锻后尺寸我们确定调质工艺见图1,补充回火工艺见图2。粗加工后检测的硬度见表2,补充回火后检测的硬度见表3。

表1 镜板化学成分(质量分数,%)Table 1 The chemical composition of mirror plate (mass fraction,%)

表2 粗加工后硬度值Table 2 Hardness values after rough machining
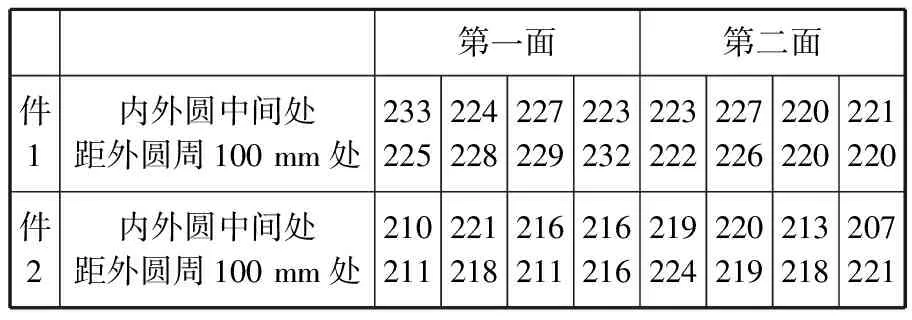
表3 补充回火后硬度值Table 3 Hardness values after additional tempering

图1 锻后调质热处理工艺Figure 1 The quenching and tempering process after forging

图2 补充回火工艺Figure 2 Additional tempering process
3 结论
通过生产验证,镜板在锻后调质,粗加工后补充回火可以满足技术要求。该工艺节约成本,缩短工期。按此工艺我们对其余3件∅4 820 mm/∅3 380 mm×260 mm镜板进行热处理,均满足技术条件要求。
