水轮发电机下导滑转子脱落现场处理工艺
2012-09-22张屹峰
张屹峰
(湖南省电力公司东江水力发电厂,湖南 资兴 423403)
马颈坳电站位于沅水支流辰水中下游,安装 6台悬式三导轴流机组。6号机组于1996年扩建,发电机额定容量 2500kW,其制造、安装均存在绪多问题,其中由于受水导严重磨损,水导瓦间隙不断扩大,特别是受导叶开口不均,转轮所受水力不平衡力过大并造成剧烈振动,致下导轴承径向不平衡受力过大,同时由于发电机下导滑转子与大轴焊缝可能存在焊接缺陷,在8年投产时间内,滑转子在运行中两次脱落。第一次脱落后电站草草焊接,未采取任何保证质量的措施,第二次脱落后采用相同的方法处理,均不能保证下导滑转子的同心度。
发电机下导轴承在机组中起着重要的作用,直接承受着机组转动部分径向不平衡力和电磁不平衡力,维持机组转动部件在轴承间隙范围内稳定运行。导轴承正常运行时,导瓦温度必须控制在规程规定范围,瓦温一旦过高,将严重限制机组的出力,严重时会出现导轴瓦及滑转子烧损,甚至导致机组被迫停运。导轴承各项技术参数符合规范标准是保证导轴承正常运行的基本条件。
滑转子脱落后在停机前与大轴产生相对转动及摩擦,滑转子将大轴上原焊缝部位磨损殆尽,造成更大的间隙,滑转子已无法返回原工作部位,焊接就位也无法保证滑转子的同心度,因此也不能保证上、下、水导三导同心,下导瓦间隙无法调整,发电机转动部件的所有径向力转移至上导瓦,造成上导瓦温高,给机组运行埋下安全隐患。
由于电站进行机组改造,6号水轮机开口不均及水导轴承等的缺陷将一并得到处理,有必要对下导滑转子脱落的重大缺陷进行处理。由于发电机大轴返厂加工拆卸难度大、费用高,必须想方设法在
电站现场消除缺陷,将滑转子重新校正就位后进行焊接、打磨、抛光,恢复其出厂前技术参数,才能保证本台机组安全运行。下导基本参数:大轴直径Φ450,滑转子直径 Φ800,滑转子工作面高度190mm。
1 下导现场处理工艺
为保证下导滑转子现场处理质量,整个工艺分三步,第一步:依靠测圆架百分表的测量,将滑转子调整至工作位置,使用千斤顶等工具紧紧固定滑转子;第二步:焊接滑转子,并利用旋转测圆架对滑转子的同心度进行测量控制,以采取不同的焊接顺序和焊接工艺缩小变形和位移;第三步:根据同心度测量数据对滑转子进行打磨、抛光处理,亦为本次处理的关键工序。本次能够进行现场处理的前提是滑转子原加工的外圆与发电机大轴外圆同心,两同心圆与联轴法兰相互垂直。以下为滑转子脱落恢复原工位的工艺措施。
2 固定滑转子至工作位置
2.1 加工专用工器具等固定用具及旋转测圆架
限位块:3块,高45mm,根据滑转子上端与转子轮辐的距离为 45mm,加工限位块的尺寸为45±0.02mm,限制在焊接时滑转子上窜。
千斤顶:两端为螺帽,中间为螺杆,长度由滑转子内面至大轴间距决定,螺帽旋至极限位置时螺杆长度为120~150mm,用于调整滑转子同心度。
旋转测圆架:用厚10mmQ235钢板制作一圆形支架,安装三圈6002深沟球轴承,每圈8个,下排滚动球轴承垂直落在下部法兰面上转动,上部两圈滚动球轴承垂直落在发电机大轴圆面上,布置在滑转子与法兰中间,测圆架可灵活绕大轴转动,用于测量滑转子的圆度及作为对滑转子进行旋转打磨的支架。测圆架见图1。
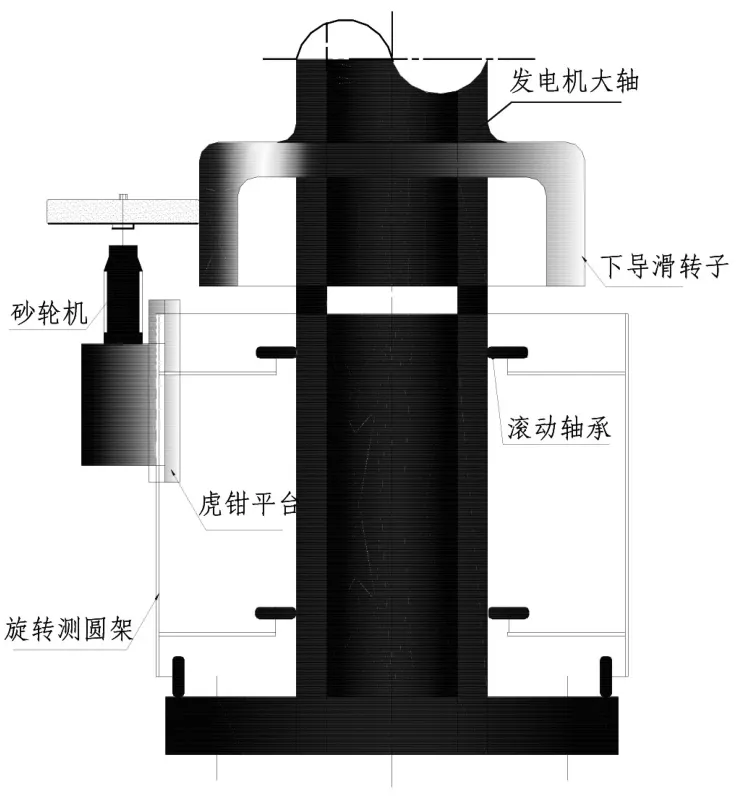
图1 发电机下导滑转子处理示意图
虎钳:将虎钳底座拆除,并将虎钳滑动面及基座固定在旋转支架上,虎钳滑动面可上下滑动并锁紧,模拟机加工时车床上刀架进刀,可以保证固定在虎钳上砂轮机沿滑转子工作面轴向移动时偏差足够小,提高打磨精度。
2.2 固定滑转子,安装调整测圆架
利用限位块、千斤顶将滑转子固定在安装位置,同时将测圆架各部组装在法兰上部,调整各滚动轴承,使各轴承均接触法兰及大轴,紧固各部螺栓,测圆架不蹩劲,转动灵活,打上百分表后,沿圆周转动一周,百分表读数偏差不超过0.02mm。利用测圆架测量滑转子同心度,同时用千斤顶进行调整,保证滑转子工位位置偏差及同心度合格。
3 焊接滑转子
先将滑转子对称点焊固定,采用对称焊及分段退步焊,选用 Φ3.2mmJ507焊条,减小焊接变形,焊接时在测圆架垂直方向打2块百分表监视滑转子变形量。为使滑转子稳固,在圆周向焊接工作完成后,将限位块焊接在滑转子上部及转子轮辐上。滑转子焊接完毕后同心度测量值见表1(以11点为起点,百分表读数为0)。
从表1可见,下导滑转子同心度为0.18mm,远大于 0.05mm的同心度要求,须从最低点开始进行打磨抛光处理。
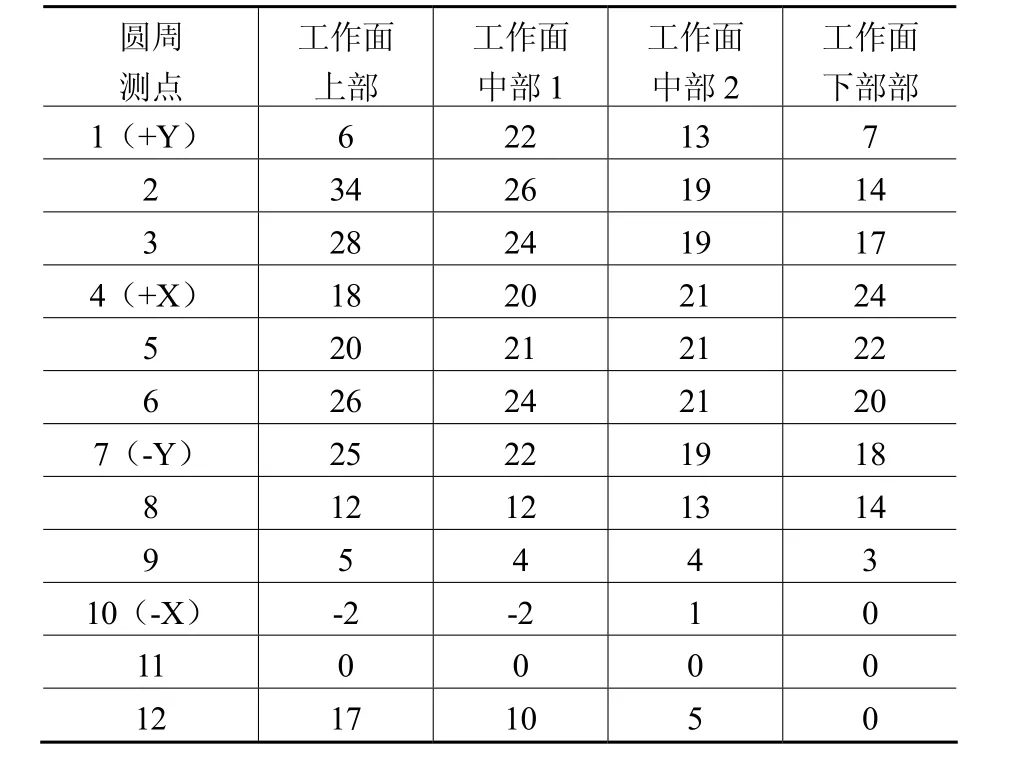
表1 下导滑转子满焊后同心度测量表 单位:0.01mm
4 下导滑转子打磨工艺
1)将虎钳用螺栓固定在测圆架上,将1.5kW砂轮机固定在虎钳滑动台上,砂轮片直径100mm,砂轮片打磨面与滑转子应相切,通过焊接在测圆架上的调整螺栓使虎钳整体相对滑转子产生位移量达0.2mm是能够进行打磨,保证打磨质量的先决条件。重新调整各个滚动轴承的受力,保持合适的松紧程度,保证测圆架转动灵活,旋转一周后至起点,百分表测量数值相差不超0.02mm。
2)考虑打磨时砂轮机的振动及偏差,采取分批少量多次打磨,采用打磨的粗砂轮片先粗后细,最后用尼龙砂轮片抛光。
(1)在上表11测点(作为打磨起点)处调整80#砂轮片与滑转子的距离为用0.20mm塞尺刚好能通过,固定砂轮机,给电动砂轮机通电,转动测圆架,进行打磨。一轮要打磨2~3周,一轮打磨好后往上移动虎钳滑动台并锁紧,移动量为砂轮片宽度的一半,打磨方式与第一轮相同工艺进行,直至滑转子整个工作面打磨完毕。
(2)将砂轮片与滑转子的工作面的间距调整为0.15mm,打磨完毕后再调整至 0.1mm,直至间隙0.05mm打磨完毕。
(3)换用200#砂轮片,调整间隙为0.01mm进行打磨,打磨完毕后用尼龙砂轮片进行抛光。抛光后测量同心度值见表2。
表2表时,滑转子同心度合格,经检测光洁度达标。为了验证以发电机大轴外圆面及法兰上端面为基准进行下导滑转子打磨的正确性及本次打磨处理的质量,在机组轴线处理时记录盘车数据见表3。
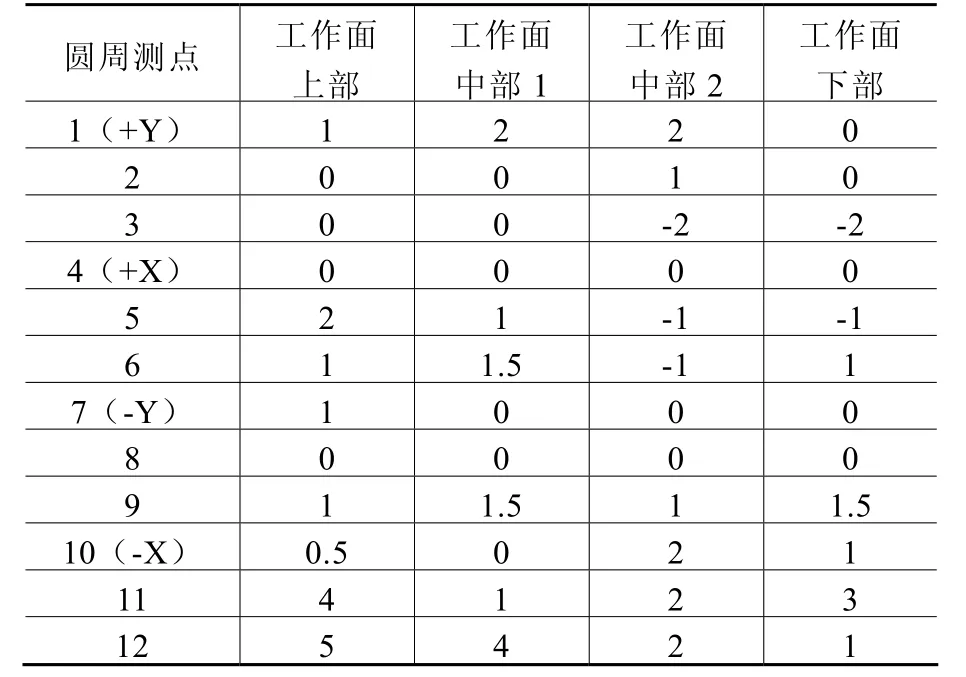
表2 下导滑转子打磨抛光后同心度测量表 单位:0.01mm
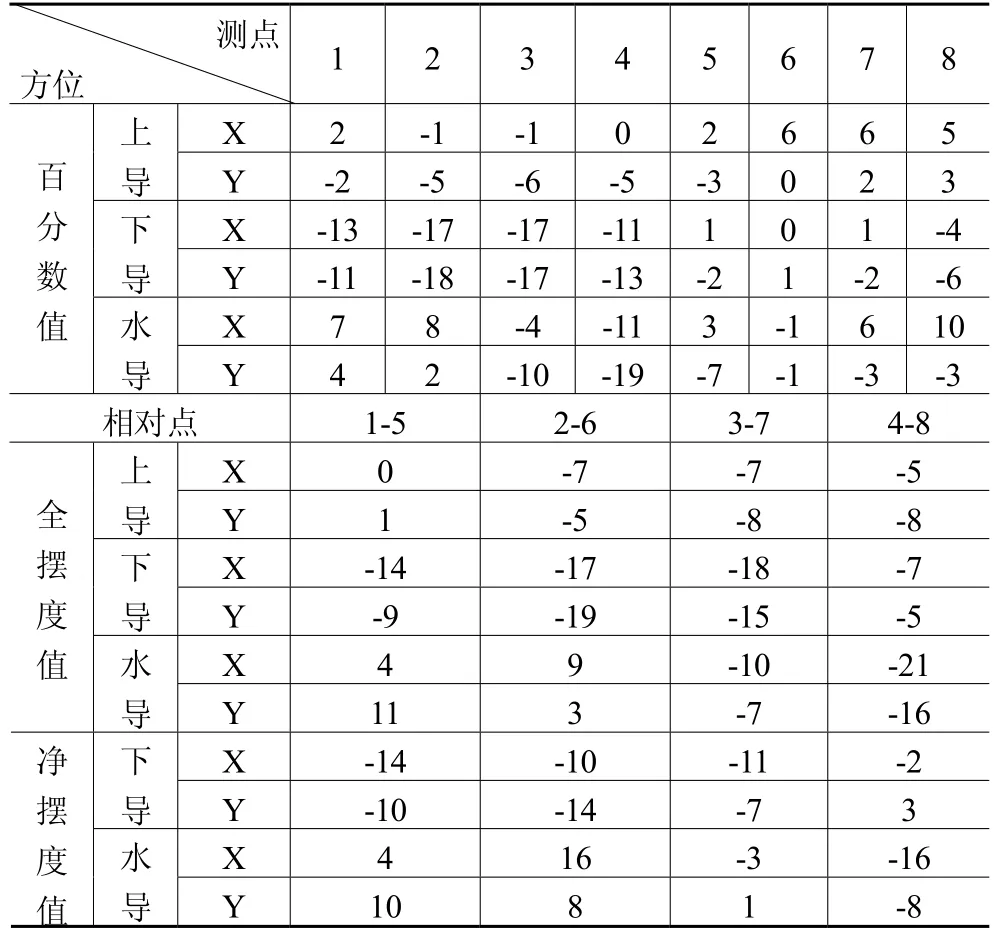
表3 6#机盘车记录表 单位:0.01mm
5 结论
从表3可见,下导单边净摆度最大只有0.07mm,摆度最大方位有0.05mm以上的油膜厚度,能保证轴承正常工作。6号机组改造施工完毕,进行72h试运行,额定负荷运行时,下导瓦温为34℃(环境温度22℃),下导轴承运行正常。
笔者经过应用专用工具,将脱落的下导滑转子重新焊接至原工作位置,并在电站现场模拟车床进刀等机加工条件进行打磨抛光等处理工艺,使下导轴承各项参数恢复出厂前状态,保证了机组正常稳定运行,开辟了发电机大轴不返厂机加工而在电站现场使用专用工具将下导滑转子同心度和光洁度处理合格的先例,因此本次滑转子脱落处理是一次有益的偿试和探索。
