CRH380B型动车组车体组装问题分析与优化设计
2012-09-21尹凤伟王颜明
尹凤伟王颜明
吉林铁道职业技术学院,吉林省 吉林市 132002
CRH380B型动车组车体组装问题分析与优化设计
尹凤伟1王颜明2
吉林铁道职业技术学院,吉林省 吉林市 132002
CRH380B型动车组是我国最新一代高速电力动车组,其车体采用高强度铝合金材料。车体组焊时调整对角线和车体宽度是非常重要的。如果组装后的车体整体尺寸超差或外轮廓变形,会给给下一道调修工序增加工作量。因此不仅要把车体变形的超差量在调修工序调整过来,还要分析出引起车体变形超差的原因,并制订出解决方案,以便在日后的生产中杜绝此类事故的重复出现。
动车组;车体;组装
CRH380B型电力动车组,是铁道部为营运新建的高速城际铁路及客运专线,由中国北车集团自主研发的CRH系列高速动车组,也是“中国高速列车自主创新联合行动计划”的重点项目之一。CRH3车体结构基本都采用中空式大型铝挤压型材。这种车制造工艺大大简化,且变形小、表面平整。这种车也大大提高了车体的刚度和强度,为最现代的铝合金车体结构。
1 CRH380B型动车组车体结构与组装
CRH380B型动车组车体分为底架、侧墙、端墙和车顶几部分,其组装顺序遵循“底架——侧墙(左,右)——车顶司机室或者端墙”的顺序进行。
组装完成还要进行出胎及出胎前检查清理。然后车体需要到调修台位由调修工对车体外形尺寸进行详细的测量,不合格部位进行调修,调修完才可以安装侧墙及司机室上的附件。
2 出现的问题
在对某批次产品中的一辆车进行测量时发现,车体组焊完成后,在出胎前测量对角线时,在第五列车的BC04车上则出现相对较严重的车体扭曲变形。测得对角线超差很大,最大的一点超差达12mm。而事实上同一点上的对角线只允许误差在2—3mm之内。最近几辆车组焊后多少都有出现车体变形超差的问题。而BC04车问题比较严重。
3 分析原因
在评审会议上与多名现场经验丰富的工程师讨论后,可能的原因有:(1)在前期的生产中,由于头车和中间车混用6个组成胎位,随着产量的增加,并且工艺部的下来的物料通常都是成对的。例如TC02和TC07的物料一起来。中间车倒是好说,因为胎位可以混用,而头车的胎位只有一个(并且也是和中间车混用的),而头车每次的物料也是一起来两个即EC01和EC08,这样使得各胎位的频繁改型,造成胎位的变形,也是使第五列车大部分车体出现扭曲变形的原因之一。而其中的BC04车车体组焊后出现的变形较严重。(2)还有可能是工装的问题,比如组装胎工装的挠度不准确,或者是拉紧螺母和支撑有问题。还有可能是由于液压工装的液压缸无故泄压,而工人没有及时发现导致的结果。(3)还有就是型材本身就不合格,比如型材的尺寸、挠度、平面度及坡口的质量、尺寸等不合要求,还有些原材料来时就有诸如打磨过的痕迹或是补焊过的痕迹等问题。而且车体的变形超差是多种原因的累积造成的。在车体组焊时也有很多不可预见性的原因,有些是偶然的因素影响的。比如说环境的影响,温度的影响,湿度的影响,都有可能。
4 问题的解决与优化
根据分析的原因,采取以下几个方法优化车体的组装:
避免头车和中间车的混用,经过与西门子支持人员协商研究将二工位组成胎作为头车的组装的专用台位,并对底架支撑位置进行调整。调整结果如下:更改了支撑位置;在侧门口处增加了两组支撑;F端的两组支撑为辅助支撑,可以调节;重新制定测量表。
调整工装。在车体组焊之前确保工装的准确。工装转向架以内是有固定的挠度值的。挠度要求如图1所示,实际生产时可以根据车体挠度变化进行适当调整。

图1 车体挠度要求
工装调整好后,将第六列的BC04车的底架放置在工装上。将底架固定拉紧后,按照第二章的步骤进行仔细的检测、记录、组焊。
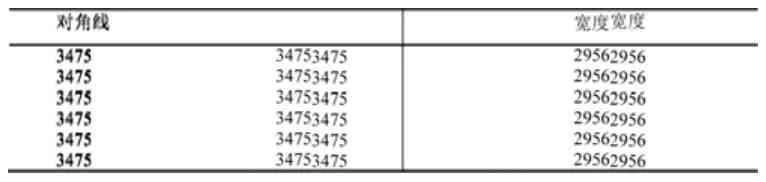
车体组焊时对角线及内宽的测量:
个侧墙立起之后测第一次;第六列BC04车测量值如下:
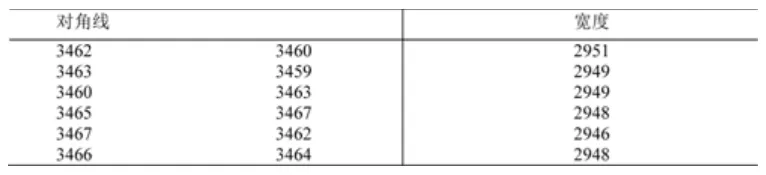
车体内部侧墙与底架的长焊缝盖面焊焊接后测第七次:
由上面数据可以看出只有在最后一次测量时,有两个点稍微超差,而且最多的只是超了5mm,这在后续的工序中是可以调整过来的。
最后出胎前测第八次:
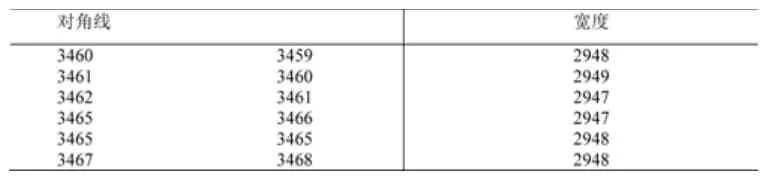
最后测得高度为:圆顶:2639mm(2640mm);平顶:2400mm(2400mm)。
5 结语
最后出胎,可见组焊后的车体对角线完全在误差允许范围之内。按上述修改后的方案组焊车体,问题没有出现。这说明问题应该是由多种原因造成的,而现在的检测方法及工艺过程已经避免了此类问题的再次发生。
[1]铁道部档案史志中心.中国铁道年鉴.北京:中国铁道出版社,2009.
[2]唐山机车车俩厂.CRH380高速动车组国产化情况总结报告.唐山轨道车辆有限责任公司,2011
[3]张效融.电力机车总体及走行部.北京:中国铁道出版社,2008
[4]张喜全,列车电力牵引传动系统.兰州:兰州交通大学机电学院讲义,2007
[5]铁道部唐山机车车辆厂规划发展部.供应商国产化总结报告.唐山轨道车辆有限责任公司,2010
[6]北车集团唐山机车车辆厂.CRH380B型动车组.唐山机车车辆工厂编,2011
[7]李晓村.内燃机车总体.北京:中国铁道出版社,2008
[8]刘人通.弹性力学.西安:西北工业大学出版社,2002
Problem Analysis and Optimization Design In the Assembling Bodywork Of the CRH380B Multiple Unit Train
Yin Fengwei Wang Yanming
JiLin Railway Vocational And Technology College, JiLin 132002
U266.2
A
10.3969/j.issn.1001-8972.2012.19.049
尹凤伟(1986-),女,黑龙江省齐齐哈尔人,吉林铁道职业技术学院教师,主要研究方向为动车组和城轨列车。
AbstractCRH380B is the new generation high speed electric motor train unit.The train body uses the material of high strength aluminum alloy.It is very important to adjust the diagonal and body width when installed and welded.It will increase workload in the next repairing process if the whole body size out-of-tolerance or outer profile deformation happened after assembling.Therefore, we should get the body deformation into a Suitable range, get to know how it happened , and work out solutions in order to put an end to this kind of accident in the future production
KeywordsEMU;Vehicle Body;Assemble
